Навигация
Производство твердых сплавов
39053
знака
0
таблиц
0
изображений
2.3 Производство твердых сплавов
Следующая секция описывает шаги процесса производства коммерчески общих твердых сплавов основанного на WC-Cо и TiC-TaC-WC-Co. Есть многочисленные различия в деталях; в зависимости от опыта производителя и сложности его оборудования; иногда, различные производители изменяются по их мнениям о пригодности на одном или другом варианте. Процессы, описанные здесь, применяются, как правило, также для производства других типов твердых сплавов (секция 2.6).
Карбид вольфрама произведен цементацией порошка W (секция 2.6.3) после смешивания с углеродом под водородом в температурах 1400 к 18000 C (до 20000 C для очень грубых карбидов). Крупность частиц и их распространение в продукте реакции - значительно под влиянием условий эксплуатации (чистота водорода, температура). Выгодно использовать порошок W с эквивалентом крупности частиц к желательному WC размеру , так как при розмоле часто производит нерегулярные структуры, если зернистость твердого сплава управляется таким образом. Содержание углерода WC должно остаться в регионе 6.00 к 6.20 мас - % (секция 2.1). До настоящего времени, WO3 и углерод не были преобразованы прямо к WC.
Остающиеся карбиды получены, взаимодействуем металлических оксидов с углеродом, под вакуумом или водородом; TiС обработан в температурах > 20000 C, TaC > 16000 C (секция 2.6.3). Часто, смешанный карбид, TiС -WC (соотношения веса 50:50) произведен вместо TiС, потому что это может быть достигнуто в температурах реакции, столь же низких как 17500 C. Нитриды углерода получены таким же образом, что и TiС, но в более низких температурах, понижают уровни добавок С и используют азотной атмосферы.
Смешанные твердые сплавы составлены из индивидуальных карбидов или предварительно образованных смешанных карбидов,порошка кобальта с очищенными зернами, и прессующего средства (керосин, поливиниловый спирт, полиэтиленгликоль), который будет требоваться позже. Основание соединения - органическая жидкость (этиловый спирт или ацетон, если это впоследствии высушено распылением). Измельчение происходит в истирателе, молотковой мельнице, или вращательной шаровой мельнице. Цель этого процесса состоит в том, чтобы распределить кобальт настолько равномерно насколько возможно по материальным точкам карбида. Если распространение неравномерно, это не может быть полностью реверсировано в течение спекания, хотя кобальт может вступать в пространства между частицами карбида. Дробление твердого материала важно в измельчении, чтобы разбить любой агломерат, который происходит в течение синтеза. После того, как это, смесь, которая дробится как жидкий раствор в жидкости измельчения, высушено в распылительной сушилке, используя инертный газ (секция 3.5). Это приводит к грануляции со вторичной крупностью частиц 0.06 к 0.3 мм, которая освобождает течение и может с готовностью быть уплотнено.
Завися до некоторой степени от размера и формы, указаные вкладыши инструмента для поворота, и другие компоненты запрессовываются автоматическими прессами (секция 5.2.1) в матрицах на давлениях от 200 до 400 MPa. Проект матрицы принимает во внимание сжатие в течение спекания (от 15 до 20 % линейно); этим процессом возможно произвести от 20 до 60 прессовок в минуту (прямым формованием). Автоматическое управление технологическим процессом позволяет современным прессам управлять поведением пресса так, чтобы плотность, а следовательно и сжатие остаются постоянным. Процесс спекания начинается с перемещением прессующего средства (депарафинизацию), используя водород или вакуум, увеличивая температуру к 6000 C. После того, как окончательно происходит спекание при 1350 к 15000 C (в зависимости от композиции твердого сплава), обычно под вакуумом, но также и использованием водорода.
Прессовки твердых сплавов обычно спекаются в вакуумных печах периодического действия, держащих от 500 до 1000 кг материала. Рабочие условия этого типа печи могут быть с готовностью установлены на тип твердого сплава, который нужно спечь.
Запас спеченных металлокерамических изделий вводится в дымовых трубах графитовых вставок или ящиках (чтобы максимизировать использование пространства в пределах печи). Содержание углерода этих стыков и изоляции печи гарантирует, что газ в печи не обезуглероживает твердый сплав. В современных печах с объединенным устройством депарафинизации, температура и время также как и газовая атмосфера, заданная для соответствующего шага, установлены автоматически. Непрерывные конвейерные печи с вентильной системой между внешним воздухом, депарафинизированая камера, и площадь спекания могут использоваться для большого серийного производства единого материала. Большие части или прессовки, содержащие большие количества смазочного материала (например штампуемые в горячем виде преграды, секции 5.3.3) производятся в специальных печах депарафинизации с соответствующими длинными временем производственного цикла.
" Косвенное формирование " используется, чтобы произвести прессовки, которые не могут быть уплотнены в их конечную форму. Этот процесс начинается от спрессованной заготовки. После изъятия прессующего устройства в температурах до 6000 C или после предварительного спекания в - до 10000 C, заготовка должна иметь достаточную силу для передаче ей ее окончательной формы вращением, размолом, или сверлением. Обработанная на станке прессовка тогда окончательно спеченная. Очень большие прессовки прессуются холодно - изостатически (секция 5.2.2). В этом случае, прессовки очень тверды даже без использования прессующих устройств, что делает возможным работать с ними немедленно. Ранее горячее прессование широко использовалось для производства твердых сплавов, с низким в содержанием металла соединительной детали и с низкой пористостью. Этот процесс теперь почти полностью был заменен ГИП (горячий изостатический нажим) (секция 5.3.1). Разработка этого процесса сделала возможным произвести твердые сплавы для фасонных резцов, поддаваемых высокой динамической нагрузке (секция 2.4). В течение (изостатического) спекания под давлением (ГИП-спекание), прессовка сначала спекалась под вакуумом. В то время как материал держался в температуре спекания то есть с существующей жидкой фазой, выполнялось горячее - изостатическое прессование. Это происходит прежде, чем закрепленная решетка карбида формировалась. Из-за этого, более низкое давление аргона (< 10 MPa) удовлетворяет, чтобы достичь адекватного уплотнения [19].
Спеченный твердый сплав может только быть сформирован, используя электроэрозионный или сверхтвердые инструменты, также размолом (диски размола из карбида кремния или, даже лучше, алмаза). Индифицируемые вкладыши - внахлестку на верхних и нижних поверхностях, использующих карбид бора и в зависимости от требований допуска, основание на окружности (размол контура). На частях, которые подвержены динамической нагрузке, существенно переместить внешний слой размолом. Это особенно важно на частях, которые обработались ГИП-ом. Это потому что поверхности этих частей содержат большое соотношение дефектов, что может инициировать разрушение. Они созданы испарением или реакциями с газовой атмосферой (примеси в защитном газе).
Прочность на изгиб и твердость твердых сплавов проверены в соответствии с процедурами, описанными в главе 7. Из-за ее низкой величины (< 1 %), пористость определена против согласованных стандартов на секциях с поперечным направлением. Магнитные измерения используются на содержащим кобальт твердых сплавов для более быстрой и оценки без разрушения спеченного продукта. Измерение коэрцитивности используется, чтобы определить толщину слоев кобальта P Со между твердыми частицами материала. Если композиция известна, то возможно использовать это показание, чтобы вычислить среднюю крупность частиц твердой материальной фазы 1WC. Магнитное насыщение пропорционально к количеству фазы металла соединительной детали. Если величина падает ниже математического ожидания, это указывает на присутствие нежелательной ломкой фазы W3Co3C (секция 2.1); которая является немагнитной.
Похожие работы
... , водостойкость удовлетворительная. Более теплостоек клей ВС-10Т, который отличается высокими характеристиками длительной прочности, выносливости и термостабильности при склеивании металлов и теплостойких неметаллических материалов. Фенолокремнийорганические клеи содержат в качестве наполнителей асбест, алюминиевый порошок и др. Клеи являются термостойкими, они устойчивы к воде и тропическому ...
... раствора K4[Fe(CN)6]. Появление красно-бурого осадка свидетельствует о наличии урана в навеске руды. В отчете о выполнении качественного определения урана представить все реакции по ходу работы, в которых участвует уран. определение тория Реактивы: 1) серная кислота, концентрированная; 2) соляная кислота, концентрированная; 3) аммония фторид, кристаллический; ...
... при изучении синтеза новых материалов и процессов ионного транспорта в них. В чистом виде такие закономерности наиболее четко прослеживаются при исследовании монокристаллических твердых электролитов. В то же время при использовании твердых электролитов в качестве рабочих сред функциональных элементов необходимо учитывать, что нужны материалы заданного вида и формы, например в виде плотной керамики ...
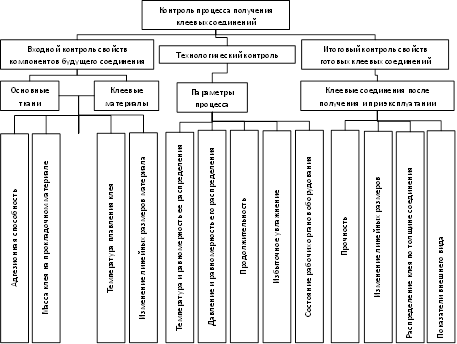
... обеспечению развития экономики, а с другой - осуществлению гарантий прав человека в сфере труда. В лаборатории производятся исследования зависимости прочности клеевых соединений от технологических параметров склеивания при изготовлении верхней одежды. При исследовании используются электромеханическое оборудование. По степени опасности поражения людей электрическим током в окружающей среде, ...
0 комментариев