Навигация
современная техника и литейное производство
19223
знака
6
таблиц
0
изображений
Содержание
I. Основные положения
II. Расчет технологической оснастки
II.1 Расчет литниковой системы
II.2 Модельный комплект
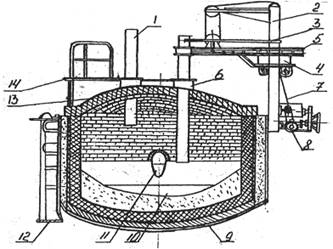
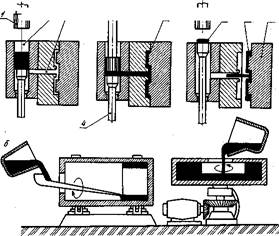
II.3 Оборудование для изготовления литейных форм
III. Технология механической обработки
Список использованных источников
I. Основные положения
Современная техника не может обойтись без литейного производства. Нет почти ни одного машиностроительного или металлургического завода, на котором не было бы литейного цеха в числе основных цехов. Технический прогресс, достигнутый в литейном производстве, позволяет отливать детали минимального веса со значительно уменьшенными припусками на механическую обработку, а в ряде случаев получать готовые детали, которые идут на сборку.
Литье – это процесс, состоящий из последовательного ряда технологических операций.
Отливка – это деталь, полученная одним из способов литья.
По способу изготовления различают ручное и машинное литье.
По качеству и устройству литейной формы различают литье в земляные (песчано-глинистые) формы, металлические формы (кокиля), литье под давлением, литье по выплавляемым моделям, центробежное литье, вакуумное литье и т.д.
Прежде чем приступить к изготовлению отливок, производят определенные подготовительные работы, связанные с разработкой необходимой для производства документации, проектированием и изготовлением специальной технологической оснастки, приспособлений, инструмента.
Изготовление отливок начинают с разработки литейной технологии.
Ответственной задачей, которая решается при разработке литейной технологии, является отработка конструкции отливки на литейную технологичность. Конструкция отливки считается технологичной только в том случае, если она отвечает требованиям литейного производства и техническим условиям на ее изготовление.
К требованиям литейного производства относится возможность изготовления отливки высокого качества доступными и надежными приемами литейной технологии с учетом имеющегося на предприятии оборудования и действующих технологических процессов.
Разработка чертежа отливки и технологии изготовления отливки
1.Выбор расположения отливки в форме
При выборе положения отливки в форме технолог-литейщик руководст-вуется определенными правилами. В основу их положены обеспечение «управления направленным затвердеванием и питанием отливки». Положение отливки в форме должно обеспечивать минимальное количество разъемов и стержней.
2. Выбор плоскости разъема формы
После выбора положения отливки в форме технолог-литейщик должен нанести на чертеж детали или отливки плоскость разъема. В основу выбора плоскости разъема формы берутся следующие положения: удобство формовки (простота выемки модели из формы), минимальное количество отъемных частей модели и минимальное количество стержней.
3. Выбор способа изготовления форм
Способ изготовления формы определяется реальными производственными возможностями цеха, а также серийностью отливок. Малые по весу отливки могут отливаться в формы, которые изготавливаются при массовом производстве на машинах, при единичном – на плацу ручной формовкой.
4. Выбор метода формовки
Существует «формовка по-сухому» и «формовка по-сырому»:
- «Формовка по-сухому» - металл заливают в предварительно подсушенные формы (для крупногабаритных отливок, весом более 30кг).
- «Формовка по-сырому» - металл заливают в сырые формы (для мелких и средних отливок, весом менее 30кг).
5. Чертеж отливки
На чертеже детали производится разработка чертежа отливки, для которой должна быть изготовлена модельная оснастка:
- Синим цветом наносят плоскость разъема модели, которая должна соответствовать плоскости разъема полуформ;
- Красным цветом наносятся припуски на механическую обработку.
Размеры припусков на механическую обработку зависят от расположения отливки в форме при заливке. Нижние и боковые плоскости формы имеют меньшие размеры припуска, верхние большие. Величина припуска устанавливается в соответствии с классом точности изготовления отливки по ГОСТ 26645-85.
Под точностью изготовления отливок понимается степень отклонения их геометрических размеров и массы от номинального размера.
6. Выбор литниковой системы
Литниковой системой называют совокупность элементов литейной формы в виде каналов и полостей, предназначенных для подвода расплава в форму, ее заполнения и питания отливки при ее затвердевании. Литниковая система состоит из следующих элементов:
- Литниковая чаша – предназначена для приема расплавленного металла (расплава) и подачи его в полость формы;
- Стояк – вертикальный или наклонный канал, служащий для подачи расплава в другие элементы (кроме чаши) литниковой системы или непосредственно в рабочую полость формы;
- Шлакоуловитель – предназначен для задержания неметаллических включений (шлака, песчаных частиц и др.) расплава, поступающего затем в питатели;
- Питатель – канал, обеспечивающий подвод расплава в полость литейной формы;
- Выпор – вертикальный канал, служащий для вывода газов из формы, контроля заполнения рабочей полости расплавом и питания отливок при затвердевании;
- Прибыль – полость в форме, которая заполняется расплавом для питания массивных частей отливки при затвердевании.
Основные технологические переделы получения отливок в разовые песчаные формы.
| Чертеж детали | ||||||||||
| Разработка чертежа отливки | ||||||||||
| Разработка чертежей модели и стержневых ящиков | ||||||||||
| Подготовка исходных формовочных и стержневых материалов | Изготовление моделей и стержневых ящиков | |||||||||
| Приготовление формовочных и стержневых смесей | Изготовление полуформ и стержней | |||||||||
| Сборка форм | Подготовка ис-ходных шихто-вых материалов | |||||||||
| Заливка форм | Выплавка сплава | |||||||||
| Затвердевание сплава, охлаждение отливок в форме | Внепечная обработка расплава | |||||||||
| Выбивка отливок из формы | ||||||||||
| Отделение литников, прибылей, очистка поверхности, удаление стержней | ||||||||||
| Термообработка | ||||||||||
| Повторная очистка поверхности | ||||||||||
| Контроль отливки | ||||||||||
II. Расчет технологической оснастки
Согласно ГОСТ 26645-85 для стальной отливки получаемой литьем в песчаные формы в сырые и песчано-глинистые формы и габаритным размером до 630мм выбираем 9 класс точности размеров (средние значения по ГОСТ 26645-85 относятся к отливкам средней точности и условиям механизированного серийного производства).
Назначаем припуск на механическую обработку: верх-2,2мм; бок-2,0мм.
Выбираем разъем модели и формы - по середине отливки (детали).
Способ изготовления форм - машинная формовка.
Метод формовки – « формовка по-сырому».
Размер опок в свету: 350 х 600 (мм).
Высота опок: верх – 150мм; низ – 150мм.
Количество отливок в опоке – 6 шт.
Вес отливки – 1,0 кг.
Общий вес отливок – 6,0кг.
Ориентировочный вес все литниковой системы – 4,8кг.
Ориентировочный вес литниковой системы на 1 отливку –0,8кг
Схема расположения отливок и литниковой системы в форме
| Отливка № 1 | Отливка № 2 | Отливка № 3 | ||||||||||||
|
| Питатели | |||||||||||||
| Шлакоуловитель | ||||||||||||||
| Отливка № 4 | Отливка № 5 | Отливка № 6 | ||||||||||||


II.1 Расчет литниковой системы
Похожие работы
... 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17]. 11.3.2 Мероприятий по защите окружающей среды Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... нагреве опасность образования трещин отпадает, так как под действием возникающего в самом металле тепла получается более равномерный нагрев. Перед ОМД металлы и сплавы нагревают, чтобы увеличить пластичность и уменьшить сопротивление деформированию. В процессе нагрева на поверхности заготовки образуется окалина, а под ней располагается слой обезуглеродного Ме. Толщина слоя, образующейся окалины ...
... отливок из сплавов чёрных и цветных металлов, освоения новых технологических процессов, материалов и оборудования. Приведём кратко данные о перспективных направлениях развития литейных технологий в России и обеспечение их материалами и оборудованием. Совершенствование плавильных печей типа вагранок практически прекратилось после ликвидации ряда проектных и технологических организаций и школ в ...
0 комментариев