Полимеризация этилена при высоком давлении (ПЭВД)
Виды полиэтиленовой продукции
Переработка полимеров методом экструзии
Особенности переработки полиэтилена
Модификация полиэтиленовых композиций
Характеристика исходного сырья, вспомогательных материалов и готовой продукции
Описание технологического процесса
Безопасность проекта
Вредные производственные факторы и мероприятия по гигиене труда и производственной санитарии
Взрывопожаробезопасность
Экологическая экспертиза проекта
Операционная схема движения отходов
Навигация
Безопасность проекта
Совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов
100440
знаков
10
таблиц
6
изображений
2. Безопасность проекта
Производство и переработка пластмасс относится к тем отраслям промышленности, которые представляют опасность профессиональных отравлений и заболеваний работающих, а также загрязнение окружающей среды [21, 38, 39].
Полиэтилен является экологически безвредным полимером. Полиэтилен марки 277–73 и композиции на его основе при комнатной температуре не выделяют в окружающую среду токсичных веществ и при непосредственном контакте не оказывают влияния на организм человека, поэтому работа с полиэтиленом не требует особых мер предосторожности [35, 40].
Серьезные загрязнения воздушной среды наблюдаются при переработке полиэтилена. При нарушении требований регламента воздушная среда загрязняется вредными парами и газами летучих продуктов термоокислительной деструкции. Так, при нарушении регламента, при экструзии полиэтилена, в процессе переработки воздушная среда загрязняется окисью углерода, парами формальдегида и ацетальдегида [6]. Эти вещества оказывают негативное действие на организм человека.
При разгрузке полиэтилена в бункер и при резке труб воздух засоряется пылью. От охлаждающей ванны выделяются пары воды. Кроме того, выделяется большое количество тепла от нагретых поверхностей цилиндра экструзионной машины, от электродвигателя и электронагревателей.
Поэтому цех производства труб рекомендуется располагать в отдельных одноэтажных корпусах. Отделения с технологическим оборудование, в котором выделяется избыточное тепло, располагаются около наружных продольных стен с оконными проемами для обеспечения естественной вентиляции в теплый период года.
Можно выделить физические опасные и вредные факторы, которыми сопровождается технологический процесс:
– взрывоопасность и пожароопасность, которые обусловлены наличием легковоспламеняющихся и горючих жидкостей;
– опасность получения механических травм обусловлена применением подвижных частей технологического оборудования;
- повышенная загазованность воздуха рабочей зоны в результате
разгерметизации оборудования, трубопроводов;
- электроопасность – обусловлена применением электрического тока
для приведения в действие электрооборудования, возникновением зарядов
статического электричества при движении продуктов в трубопроводах и
аппаратах;
- повышенный уровень шума от действующего оборудования.
К психофизическим факторам относятся:
– физические нагрузки, связанные с ведением технологического процесса, ремонтом оборудования, монотонностью труда.
Таким образом, при разработке проекта, прежде всего, следует знать имеющееся опасные зоны, вредные и опасные факторы, уметь правильно оценить их уровень воздействия разработать мероприятия, позволяющие создать для персонала безвредные и опасные условия для работы.
2.1 Опасные производственные факторы и мероприятия по технической безопасности
Опасные производственные факторы – это факторы, которые могут оказать на работника мгновенное физическое воздействие и вызвать травму. Для данного технологического процесса характерны следующие факторы:
· травмирование движущими частями механизмов;
· ушибы и порезы острыми частями оборудования и инструмента;
· поражение электрическим током;
· ожоги о нагретые поверхности оборудования.
Полимерные материалы перерабатываются методом экструзии в диапазоне температур от 120 до 300°С. В результате цилиндр и формующая головка значительно нагреваются и при соприкосновении с ними возможны тяжелые ожоги. Поэтому нагретые части машины изолированы, корпуса машин должны быть заземлены в соответствии с действующими правилами. Поверхности электронагревательных элементов должны иметь наружную термоизоляцию и быть укрыты кожухом для исключения избыточного тепловыделения и предотвращения ожогов. Разборку и чистку машины следует проводить в перчатках, незакаленные детали чистить деревянным или латунным инструментом, следует избегать ударов, особенно при очистке червяка. Во избежание возникновения травматизма на рабочем месте предусмотрены блокировки, устраняющие возможность захвата рук и одежды машиниста выдувного агрегата [41, 42].
Важнейшим условием обеспечения работы электроустановок является своевременное проведение профилактических испытаний электрооборудования. В электроустановках напряжением до 1000 В, с изолированной нейтралью периодически в процессе эксплуатации, но не реже одного раза в месяц, проверяется звуковая сигнализация устройство постоянного контроля изоляции и целостности пробивного предохранителя.
При загрузке гранул полиэтилена могут возникать значительные заряды статического электричества, поэтому экструдеры, а также тянущие, режущие и приемные устройства экструзионных установок должны быть заземлены.
При разборке, замене частей, ремонте электрооборудования необходимо обесточить. Электрооборудование выбирают с учетом класса взрывоопасности зоны. Участок получения полиэтиленовых изделий в соответствии с ПУЭ [43] относится к помещениям класса П – IIа, то есть при нормальных условиях горючие пыли взрывоопасной концентрации не образуются, их образование возможно только при авариях или неисправностях. При возгорании электрооборудования необходимо отключить его от сети и применить для тушения углекислотный огнетушитель [44, 45].
Источником повышенной опасности поражения электрическим током для человека является тянущее устройство. На приемный барабан труба поступает после охлаждения. На барабан подается ток напряжением 25 кВ. Барабан – заземлен. В качестве заземляющих проводников, соединяющих заземляемые части электроустановок с заземлителем, применяют медные или алюминиевые проводники. Заземляющие проводники проложены в хорошо доступном для осмотра месте и имеют отличительную окраску – по зеленому фону желтые полосы шириной 15 мм на расстоянии одна от другой 150 мм. Сопротивление заземляющего устройства не должно превышать 10 Ом. Электроприжим оснащен блокировочным устройством, предназначенным для его автоматического отключения, если аппаратчик заблаговременно его не отключит.
При работе экструдера в его формующей головке развивается высокое давление расплава, а при засорении сеток давление будет увеличиваться и может произойти разгерметизация соединения головки с пластикационным цилиндром, разрушение шпилек и болтов. Для защиты обслуживающего персонала от этого явления экструдер оборудуют блокировочным устройством – реле давления [42].
Для исключения ожогов горячим расплавом в момент заправки первой заготовки в приемное устройство применяют индивидуальные средства защиты – хлопчатобумажные перчатки.
Линии для производства труб оснащены оборудованием для механизированной укладки для устранения физического труда.
Таким образом, строгое соблюдение всех инструкций и техники безопасности, предусмотренных данным производством, дает гарантии для безопасного труда рабочего персонала, а также работы технологического оборудования.
Похожие работы
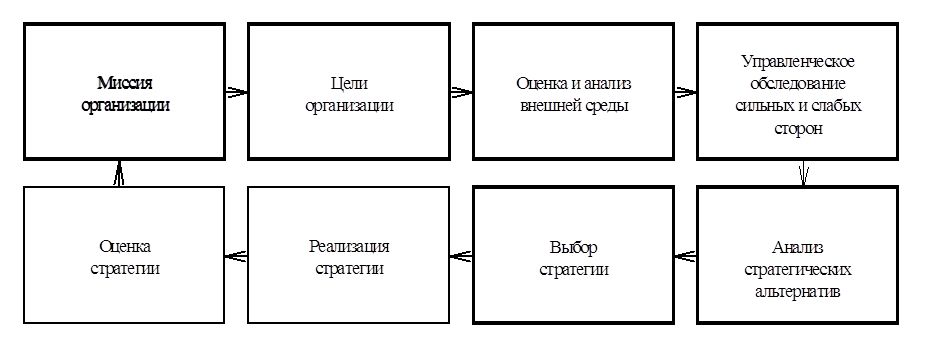
... позитивная тенденция связана скорее всего с техническим переоснащением производства и оптимизацией производственного процесса. За анализируемый период предприятие получало прибыль. Раздел 3 Разработка стратегии развития предприятия 3.1 Стратегическое планирование деятельности предприятия Стратегическое планирование - это одна из функций управления, которая представляет собой процесс ...
0 комментариев