Навигация
Системы цифрового управления гибкими производственными системами (ГПС)
12136
знаков
0
таблиц
1
изображение
Системы цифрового управления гибкими производственными системами (ГПС)
Прямое цифровое управление
Систему прямого цифрового управления (ПЦУ) можно определить как такую производственную систему, в которой какое-то количество станков управляются в реальном времени ЭВМ, напрямую связанной с ними. В системах ПЦУ нет устройств считывания с перфоленты, что позволяет избавиться от наименее надежного компонента. Управляющая программа обработки детали непосредственно передается станку из памяти ЭВМ. Одну ЭВМ можно использовать для управления более чем 100 отдельными станками. ЭВМ системы ПЦУ предназначена для выдачи команд каждому станку по требованию. ПЦУ предусматривает также сбор и обработку данных, поступающих от станка обратно к ЭВМ.
Составные части системы ПЦУ
На рис. 1 представлена конфигурация типичной системы ПЦУ. В состав системы прямого цифрового управления входят четыре основных компонента:
1. Центральная ЭВМ.
2. Запоминающее устройство большой емкости, где хранятся управляющие программы обработки деталей на станках с ЧПУ.
3. Каналы дистанционной связи.
4. Станки
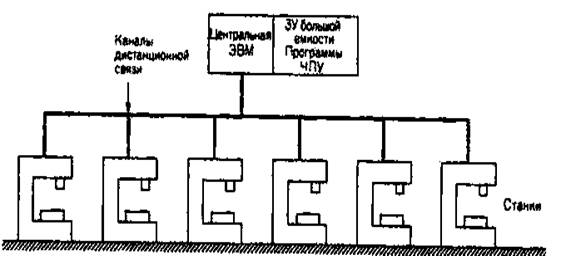
Рис. 1 - Общая конфигурация системы прямого цифрового управления (ПЦУ).
ЭВМ вызывает управляющие команды программ обработки деталей из запоминающего устройства большой емкости и по мере необходимости посылает их отдельным станкам, а также получает от них обратно нужные данные. Происходит двусторонний обмен информацией в реальном времени. Это означает, что запрос каждым станком новых управляющих команд должен быть удовлетворен почти мгновенно. Аналогично ЭВМ всегда должна быть готова принять информацию от станков и выдать соответствующий ответ. Замечательным свойством систем ПЦУ является тот факт, что ЭВМ обслуживает большое число отдельных станков, причем все в реальном времени. Существуют две альтернативные конфигурации систем, с помощью которых устанавливается связь между управляющей ЭВМ и станком. Одна из них получила название «система без считывателя перфоленты», а в другой конфигурации используется специализированное устройство управления станком.
Система без считывателя перфоленты. В этой конфигурации ЭВМ связана непосредственно со стандартным блоком ЧПУ. Замена устройства считывания перфоленты на каналы дистанционной связи с ЭВМ системы ПЦУ объясняет название этой конфигурации (behind the tape reader). Линия связи с ЭВМ проложена здесь как бы «позади» считывателя перфоленты: между ним и устройством управления станком.
За исключением источника управляющих команд, работа такой системы очень похожа на работу обычной СЧПУ. В управляющем устройстве имеются два буфера временной памяти для получения блоков управляющих команд из ЭВМ системы ПЦУ и преобразования их в действия станка. Пока один буфер принимает блок данных, второй посылает управляющие команды станку.
Специализированное устройство управления станком. Второй подход к реализации ПЦУ состоит в том, чтобы вообще убрать стандартное устройство ЧПУ и заменить его специализированным устройством управления станком (УУС). Специализированное УУС обычно предназначается для обеспечения более эффективной связи между станком и ЭВМ. Одной из задач, где эффективность канала связи важна, является круговая интерполяция траектории режущего инструмента. Конфигурация со специализированным УУС позволяет достичь более удачного компромисса между точностью интерполяции и высокой скоростью резания металла, чем это обычно возможно при использовании системы без считывателя перфоленты.
Специализированное УУС является гибкопрограммируемым, тогда как обычные устройства ЧПУ строятся на «жестко запаянной» аппаратуре. Преимуществом программируемых систем является гибкость: в них функции управления можно сравнительно легко изменить для внесения усовершенствований. Внести изменения в стандартное устройство ЧПУ намного труднее, так как необходимо заново монтировать аппаратуру.
Основными функциями ПЦУ являются следующие:
1. ЧПУ без перфоленты.
2. Хранение управляющих программ обработки деталей.
3. Сбор, обработка и представление данных.
4. Обеспечение связей.
Хранение управляющих программ обработки деталей. Подсистема хранения программ должна иметь такую структуру, чтобы удовлетворялось несколько требований. Во-первых, необходимо, чтобы программы были доступны для пересылки их к станкам с ЧПУ. Во-вторых, подсистема должна допускать загрузку новых, удаление старых и редактирование существующих программ по мере необходимости. В-третьих, программное обеспечение системы ПЦУ должно выполнять функции программы-постпроцессора. Управляющие программы обработки деталей в системе ПЦУ, как правило, хранятся в виде массива последовательных положений режущего инструмента CLFILE. Этот массив CLFILE должен затем преобразовываться в набор команд для конкретного станка. Такое преобразование осуществляется программой-постпроцессором. В-четвертых, структура подсистемы хранения должна давать возможность выполнения определенных функций управления и обработки информации, таких, как обеспечение безопасности хранящихся массивов, выдачу программ на дисплей, манипулирование данными и т. п.
Сбор, обработка и представление данных. Эта функция ПЦУ относится к каналу обратной связи, обеспечивающей передачу данных от станка в центральную ЭВМ. Процесс ПЦУ предусматривает двусторонний обмен информацией. Обеспечение связей. Для реализации трех перечисленных функций требуется коммуникационная сеть. Обеспечение связи между различными подсистемами - центральная функция при работе любой системы ПЦУ. Для прямого цифрового управления существенны каналы связи между следующими компонентами:
· Центральной ЭВМ и станками.
· Центральной ЭВМ и терминалами технологов-программистов.
· Центральной ЭВМ и запоминающими устройствами большой емкости, где хранятся управляющие программы обработки деталей.
Кроме того, при желании можно организовать связь между системой ПЦУ и любой из следующих дополнительных систем:
· САПР.
· Цеховой системой управления.
· Информационной системой предприятия.
· Диагностической системой дистанционного контроля и технического обслуживания.
· Другими автоматизированными системами.
Эти типы связей становятся все более распространенными по мере развития технологии ПЦУ в направлении создания комплексно автоматизированных промышленных предприятий будущего.
Преимущества ПЦУ
1.Исключение перфоленты и считывающих устройств.
2.Повышенные вычислительные возможности и гибкость.
3.Удобное хранение управляющих программ обработки деталей в виде машинных файлов.
4.Хранение программ в виде массивов данных о последовательных положениях режущего инструмента.
5.Выдача сообщений о ходе производственного процесса.
6.Создание основ для перехода к автоматизированным предприятиям будущего.
Похожие работы
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
... ведения технологического процесса. Большой эффект в машиностроении дают гибкие производственные системы (ГПС), состоящие из стыков с числовып программным управлением, автоматизированных складских и транспортных систем, управляемых при помощи ЭВМ. Создание ГПЦ цеха на Днепропетровском электровозостроительном заводе позволило в 3.3 раза повысить производительность труда, высвободить 83 ...
... позволяет связывать твёрдотельные модели, сборки или чертежи, созданные с помощью SolidWorks 97, с файлами других приложений, что значительно расширяет возможности автоматизации процесса проектирования. С помощью технологии OLE можно использовать информацию, полученную в других приложениях Windows, для управления моделями и чертежами SolidWorks. Например, размеры модели могут быть рассчитаны в ...
... автоматизированных систем в рамках АСУП ведет к созданию гибкого автоматизированного производства (ГАП). Затраты на создание, приобретение, содержание и использование средств автоматизации очень велики, поэтому автоматизация производства должна иметь социально-экономическое обоснование. Для обеспечения эффективности ГПС выделяют две группы организационных задач: организацию взаимодействия ГПС со ...
0 комментариев