Навигация
Введение
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединёнными частями при их нагревании и или пластической деформировании /ГОСТ 2601 – 84/.
Сварка является одним из основных технологических процессов в машиностроении и строительстве. Основным видом сварки является дуговая сварка.
Основоположниками дуговой сварки является русские ученные и инженеры – В.В. Петров (1761–1834), Н.Н. Бенардос (1842–1905) и Н.Г. Славянов (1854–1897). Выдающийся в клад в разработку теоретических основ сварки внесли советские учёные: В.П. Вологдин, В.П. Никитин, К.К. Хренов, Е.О. Патон, Г.А. Николаев, Н.О. Окерблом, Н.Н. Рыколин, К.В. Любавский, Б.Е. Патон.
В 1802 году впервые в мире профессор Санкт Петербургской медикахирургической академии Василий Владимирович Петров открыл и наблюдал дуговой разряд от построенного им сверхмощного «вольтового столба», который стоял из 2100 пар разнородных кружков – элементов /медь + цинк/, проложенные бумажными кружками, смоченные водным раствором нашатыря. Этот столб, или батарея был наиболее мощным источником электрического тока в то время. Проделав большое количество опытов с этой батареей, он показал возможность использования электрической дуги для освещения и плавления металлов.
На современном этапе развития сварочного производства, в вязи с развитием научно-технической революции резко возрос диапазон свариваемых толщин, материалов, видов сварки.
В настоящее время сваривают материалы толщиной от нескольких микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроение). Наряду с конструкционными сталями сваривают специальные стали и сплавы на основе титана, циркония, молибдена, ниобия и других материалов, также разнородные материалы.
Сущность сварки заключается в сближении элементарных частиц свариваемых частей настолько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочные соединения.
Организация рабочего места
Рабочее место сварщика – это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
Сварочные посты необходимо размещать в специальных сварочных кабинах.
Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный в защищенном от атмосферных воздействий, хорошо проветриваемое помещение площадью не менее 3 м2. лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз.
В идеале рабочее место сварщика должно располагаться в специальной кабине. Такое рабочее место может быть оборудовано для сварки малогабаритных предметов. Каркас кабин, можно сделать из металла, а стены из различных огнестойких материалов. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах.
В кабинах в качестве источников питания размещается наиболее распространенные, однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются для сварки в постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постах.
Кабина сварочного поста должна иметь размеры: 2 (1.5) или 2 (2) м и высоту не менее 2 м. В кабине устанавливаются металлический стол. К верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется как источником питания, так и электродержателем. Сварочными проводами, зажимами для токопроводящего провода, сварочным щитком с защитными светофильтрами различными зачистными и материальными инструментами. Стул с подъемным винтовым сиденьем, стеллажи для сварной проволоки, электродов и других необходимых инструментов и материалов. Если сварка выполняется в среде защитного газа, то должно быть предусмотрено место для баллонов.
Правильная организация рабочего места – залог качественной сварки и высокой производительности труда. Сварочные работы на постоянных сварочных постах следует выполнять только при наличии работающей вентиляцией. В процессе работы следует применять передвижные воздухоотсосы.
Временные рабочие места сварщика применяют для работ, которые выполняются непосредственно на оборудовании или установках, которые невозможно переместить к сварочному посту.
Такие места должны быть отгорожены огнестойкими ширмами, щитами и обеспеченными средствами первичного пожаротушения и огнетушителями. Тип емкости и количество огнетушителей определяют в зависимости от их производительности, площади действия, класса помещения и т.д. Кроме огнетушителя рабочее место сварщика оборудуется ящиком с песком, ведром и другими средствами пожаротушения.
При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчит не только сварку, но и погрузочно-разгрузочные работы.
В любом случае нельзя забывать о средствах противопожарной защиты, так как сварка является пожароопасной работой, не следует загромождать рабочее место ненужными вещами и оборудованием, так как это будет не только мешать работе, но и представлять опасность.
При выполнении сварочных работ в монтажных условиях на открытом воздухе рабочее место сварщика и оборудование обязательно должно быть защищено от атмосферных воздействий. Для этих целей применяют палатки, навесы или переносные тенты и т.д.
Применение сварочного оборудования на монтажных площадках создает ряд трудностей по его хранению. Каждый раз после окончания работы нужно перемещать аппарат к месту хранения. Лучше всего, если сварочный аппарат содержится в закрытом помещении, а к рабочему месту протягивают только сварочные кабеля. Если это невозможно, то лучше всего сварочный аппарат установить на передвижную тележку, что значительно облегчит его транспортировку.
Рабочий инструмент сварщика должен комплектоваться, учитывая специфику работы. Но существует определенный перечень инструмента, без которого обойтись не возможно. Каждый электросварщик должен иметь защитный щиток или маску, рукавицы, молоток, зубило или крейцмесель для отбивки шлака, стальную щетку. Сварщик, работающий с неплавящимся электродом, должен иметь набор запасных вольфрамовых электродов. Комплект гаечных ключей. пассатижи или кусачки.
На стационарном рабочем месте инструмент хранится в специальном ящике, а для работ на монтажной площадке у сварщика должна быть специальная сумка, предназначенная для хранения инструмента. Правильно подобранный и исправный инструмент экономит время и способствует производительному труду.
Технологическая часть
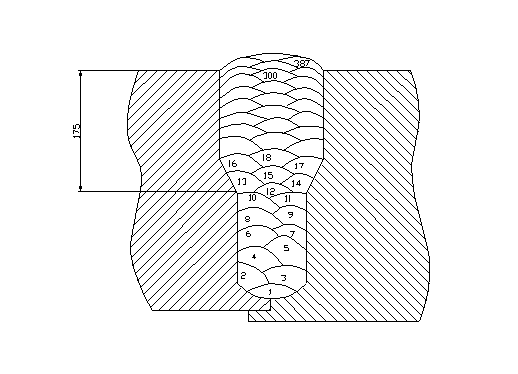
Балки и колонны – это конструктивные элементы, работающие в основном на поперечный изгиб или сжатие.
Они состоят в основном из листовых элементов, свариваемых, как правило, автоматической сваркой под флюсом.
Они представляют собой пространственную конструкцию из плоских или изогнутых листовых элементов.
Большое число пересекающихся элементов усложняет технологию сварки.
А) Выбор материалов.
Для изготовления строительных конструкций применяют низкоуглеродистые стали, а также низколегированные стали повышенной и высокой прочности.
Похожие работы
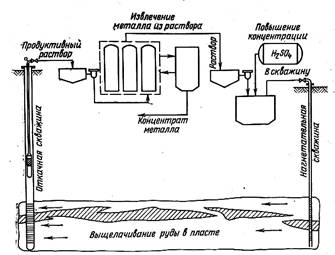
... рудных тел и отдельных залежей для предотвращения растекаемости выщелачивающих и продуктивных растворов в отдельных блоках при подземном выщелачивании металлов путем закачки в специально оборудованные трещины гидроразрыва цементных и других растворов; 7) упрочнения стенок скважин при сооружении эксплуатационных скважин ПВ в раздробленных породах и в подготовительных скальных блоках; 8) ...
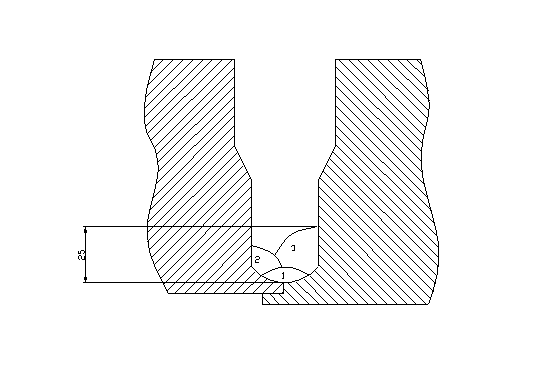
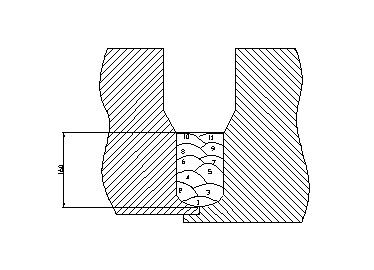
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...
... грузоподъемные средства (вертолеты, дирижабли и др.). В настоящее время в монтажной практике наиболее широко распространены два способа монтажа вертикальных аппаратов: подъем аппаратов способом скольжения с отрывом от земли; подъем аппаратов способом поворота вокруг шарнира. С точки зрения безопасности существенным недостатком способа подъема аппаратов методом скольжения с отрывом от земли в ...
... с металлическим каркасом является «Либерти Мьючиал Иншуренс билдинг» (1908 г.). Начало каркасного строительства в Европе — во Франции, Бельгии, Западной Швейцарии (1890—1930гг.) Франция и Бельгия были первыми европейскими странами, в которых получили применение конструкции стального каркаса многоэтажных зданий. Это не случайно — материальные и психологические предпосылки были здесь ...
0 комментариев