Навигация
Сварка корпуса газотурбинного двигателя
29914
знаков
4
таблицы
0
изображений
Введение
Развитию и усовершенствованию производства способствует бережное отношение к материалам, экология металла, уменьшение затрат труда на основе широкого внедрения автоматизации, а также комплексной и частичной механизации производственных процессов, улучшение качества продукции.
Сварка металлов – один из наиболее прогрессивных методов обработки металлов, отвечающим многим основным задачам техники.
Свариваемые конструкции наиболее трудоемкие при изготовлении. Применение сварки позволило значительно упростить процессы производства металлоконструкций, выполненных раннее клепкой, создать новые принципы изготовления арматуры сооружений из железобетона.
Сварочные работы производятся при помощи сварочно-дуговых автоматов и различного рода механизированных приспособлений, при помощи автоматизированных процессов контактной сварки. Сварка представляет собой высокопроизводительный процесс, позволяющий непрерывно улучшать трудоемкость изготовления изделий при улучшении качества. Сварка как процесс изготовления неразъемного соединения находит широкое применение при изготовлении металлургического, кузнечнопрессового, химического и энергетического оборудования, в с/х и транспортном машиностроении, в производстве строительных и других конструкций.
Ускоренное развитие сварочного производства вызывает быстрый рост численности кадров сварщиков, работающих в различных отраслях народного хозяйства, а также постоянное повышение требований к уровню их теоретических знаний и практической подготовки.
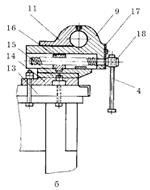
1. Описание конструкции, назначения и условия работы сварного узла
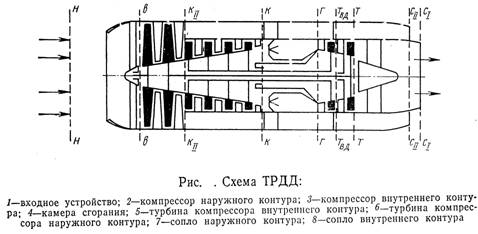
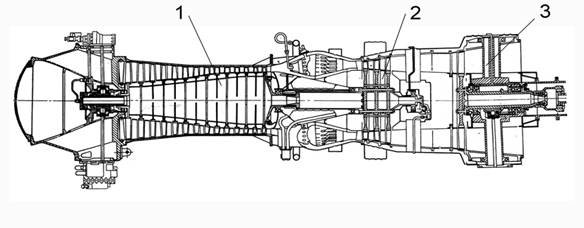
В современных газотурбинных двигателях применяются осевые газовые турбины. Число ступеней турбин зависит от величины срабатываемого теплоперепада и его распределения по ступеням. Степень совершенства турбины характеризуется ее КПД, который обычно достигает 0,9…0,92. Такое значение КПД имеют многоступенчатые турбины. Их рабочие лопатки снабжены полками и лабиринтными уплотнениями, уменьшающими перетекание газа через радиальные зазоры.
Корпус является составной частью статора газотурбинного двигателя (ГТД), он устанавливается в корпусе радиального компрессора.
Назначение корпуса:
1. Размещение в нем трех паяных металлокерамических обойм. Обоймы изготавливаются пайкой в контейнере с продувкой Аr в камерных печах типа KS-200. В качестве припоя используется припой ВПр, композиции Ni=28…30%, Mn = 28…30%, Со = 4…6%, Си остальное, с температурой пайки Тп = 1040… 1070 °С. Конструктивное назначение обоймы уплотнения – предотвращение взаимных перетечек газа и сжатого воздуха между первой ступенью турбины и компрессором.
При вращении крыльчатки в уплотнении обойм нарезаются лабиринты.
2. Размещение сильфона, который обеспечивает герметичность полости компрессора от полости турбины, при этом компенсирует возможные осевые тепловые перемещения.
3. Приваренные пластины обеспечивают в совокупности с деталью поз. 4 направленную подачу воздуха из компрессора в корневое сечение рабочих лопаток с целью снижения температуры и облегчение условий работы материала, обеспечение аропрочности равной, Г97550=200 Н/м (20 кг/см2), то есть материал лопаток: жаропрочный никелевый сплав в соответствии с ТУ должен обеспечивать при t°=975 °C; в течение 50 часов нагрузку, которая создает напряжение 200 Н/м2.
Конструкционные материалы для изготовления сварного узла выбраны исходя из условий эксплуатации:
1. Элементы узла расположенный вблизи компрессора и омываемые сжатым воздухом при давлении 2,5 – 30 атм. при температуре порядка 350 °С изготавливаются из хромистой коррозионной стали мартенситного класса 13Х11НВМФ (ЭИ-961).
2. Элементы узла (сильфон) расположенный в районе проточной (горячей части) газотурбинного двигателя, изготавливаются из жаростойкого никелевого сплава ХН78Т
3. Характеристика, структурный класс, химический состав материала деталей применяемых в сварном узле.
Сталь ЭИ-961 (13Х11НВМФ)
Вид поставки – сортовой прокат, в том числе фасонный: ГОСТ 5949–75, ГОСТ 2590 – 71, ГОСТ 2591–71. Калиброванный пруток ГОСТ 8559–75, ГОСТ 8560 – 78, ГОСТ 7417–75. Шлифованный пруток и серебрянка ГОСТ 14955 –77. Полоса ГОСТ 4405–75, ГОСТ 103 – 76. Поковки и кованые заготовки ГОСТ 1133 – 71.
Назначение – ответственные нагруженные детали, работающие при температуре 600 °С. Сталь жаропрочная мартенситного класса.
В большинстве случаев высокохромистые мартенситные стали, имеют повышенное содержание углерода, некоторые из них дополнительно легированы никелем. Углерод, никель и другие аустенитообразующие элементы расширяют область ![]() и способствуют практически полному
и способствуют практически полному ![]() (М) – превращению в процессе охлаждения. Применение для закаленной стали отжига при температурах ниже точки А3 способствует отпуску структур закалки и возможности получения весьма благоприятного сочетания механических свойств – одновременно высоких значений прочности, пластичности и ударной вязкости. Ферритообразующие элементы (Mo, W, V) вводят для повышения жаропрочности сталей. Если обычные 12%-ные хромистые стали имеют достаточно высокие механические свойства при температурах до 500 °С, то сложнолегированные на этой основе стали обладают высокими характеристиками до 650 °С и используются для изготовления рабочих и направляющих лопаток, дисков паровых турбин и газотурбинных установок различного назначения.
(М) – превращению в процессе охлаждения. Применение для закаленной стали отжига при температурах ниже точки А3 способствует отпуску структур закалки и возможности получения весьма благоприятного сочетания механических свойств – одновременно высоких значений прочности, пластичности и ударной вязкости. Ферритообразующие элементы (Mo, W, V) вводят для повышения жаропрочности сталей. Если обычные 12%-ные хромистые стали имеют достаточно высокие механические свойства при температурах до 500 °С, то сложнолегированные на этой основе стали обладают высокими характеристиками до 650 °С и используются для изготовления рабочих и направляющих лопаток, дисков паровых турбин и газотурбинных установок различного назначения.
Химический состав, % (ГОСТ 5632 – 72)
| С | Si | Мn | Сr | Ni | W | Mo | V | Сu | S | Р |
| не более | не более | |||||||||
| 0,10–0,16 | 0,6 | 0,6 | 10,5–12,0 | 1,50–1,80 | 1,6–2,0 | 0,35–0,50 | 0,18–0,30 | 0,3 0 | 0,02 5 | 0,03 0 |
Механические свойства высокохромистых мартенситных сталей и их сварных соединений определяются фактическим химическим составом и режимом термической обработки, с помощью которой можно регулировать как свойства самой мартенситной матрицы, так и конечный фазовый состав и структуру сталей. Существенное влияние на механические свойства оказывают также количество, величина и геометрическая форма ![]() -феррита, в общем случае способствующего снижению пластичности и ударной вязкости без существенного влияния на пределы прочности и текучести.
-феррита, в общем случае способствующего снижению пластичности и ударной вязкости без существенного влияния на пределы прочности и текучести.
Механические свойства (ГОСТ5949 – 75)
| Режимы термической обработки |
|
|
|
| KCU, Дж/см2 |
| МПа | % | ||||
| не менее | |||||
| Закалка 1000–1020 °С, масло или воздух. Отпуск: 660–710 °С, воздух 540–590 °С, воздух | 735 930 | 880 1080 | 15 13 | 55 55 | 88 88 |
Сплав ХН78Т
Заменитель – стали: ХН38ВТ, 12Х25Н16Г7АР, 20Х23Н18.
Вид поставки – лист тонкий: ГОСТ 24982 -81.
Поковки и кованые заготовки: ГОСТ 25054 – 81.
Назначение – сортовые детали, трубы, работающие до температуры 1100 °С.
Химический состав
| С | Si | Мп | Сr | Ti | А1 | Fe | S | Р | Сu |
| не более | не более | ||||||||
| 0,12 | 0,8 | 0,7 | 19,0–22,0 | 0,15–0,35 | 0,15 | 1,0 | 0,1 | 0,015 | 0,07 |
Похожие работы
... завышен, так как помимо статических нагрузок на перо лопатки действуют и динамические нагрузки. Расчет на прочность диска компрессора Диски компрессора – это наиболее ответственные элементы конструкций газотурбинных двигателей. От совершенства конструкций дисков зависит надежность, легкость конструкций авиационных двигателей в целом. Нагрузки, действующие на диски Диски находятся под ...



... то, что детали подбираются только по одному размеру. Этот метод связан с дополнительными затратами на контроль и сортировак деталей, что оправдывается в серийном и крупносерийном производстве. Метод компенсации - сборка с регулировкой Методкомпенсации или регулировки состоит в том, что заданное значение допуска замыкающего звена при изготовлении остальных деталей достигается регулированием размера ...

... имитируемых эксплуатационных условиях и должны обеспечивать проведение всех видов и категорий контрольных и ресурсных испытаний, предусматриваемых общими техническими условиями (ОТУ) для серийного производства, а также после их ремонта. Испытательные стенды авиационных опытных ГТД, их систем и сборочных единиц (в составе ГТД) предназначены для проведения испытаний, исследований и доводки опытных ...
... его конструкции, а также рядом эксплуатационных факторов. К числу конструктивных особенностей объекта относятся: - доступность - легкосъемность - удобство работ - взаимозаменяемость - контролепригодность и другие. Заданные свойства ЭТ объектов обеспечиваются в процессе создания и изготовления двигателей. В условиях эксплуатации эти свойства реализуются и ...
0 комментариев