Навигация
ВЫБОР ЭЛЕМЕНТОВ ПЕРЕДАЮЩИХ КРУТЯЩИЙ МОМЕНТ
24146
знаков
4
таблицы
5
изображений
9. ВЫБОР ЭЛЕМЕНТОВ ПЕРЕДАЮЩИХ КРУТЯЩИЙ МОМЕНТ
К элементам передающим крутящий момент относят детали в соединениях зубчатых колес с валами, передающие крутящий момент, и электромагнитные муфты.
В качестве сединительных элементов в соединении зубчатых колес с валами принимаем шпоночные и шлицевые соединения.
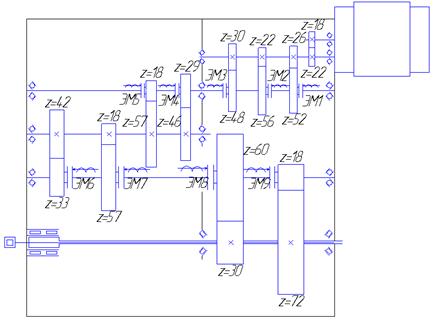
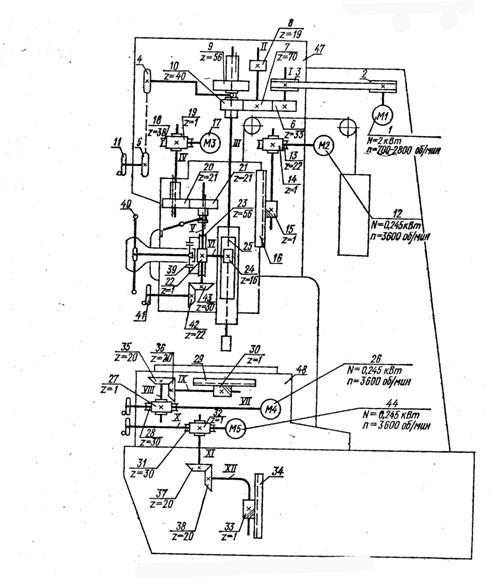
Для блока шестерен Z1 Z3 Z5 расположенного на первом валу выбираем размеры шлицев: D=6x26x32
Для блока шестерен Z17 Z19 расположенного на втором валу выбираем размеры шлицев: D=6x26x32
Для блока шестерен Z11 Z13 Z15 расположенного на пятом валу выбираем размеры шлицев: D=8x36x42
Для зубчатых шестерен Z2 Z4 Z6 на втором валу диаметром 25мм шпонки имеют следующие размеры:
bxhxl=8x7x28мм, t1=4мм, t2=3.3мм
для шестерни Z8 и Z9 на четвертом валу:
bxhxl=8x7x28мм, t1=4мм, t2=3.3мм
для шестерни Z10 на пятом валу:
bxhxl=12x8x28мм, t1=5мм, t2=3.3мм.
для крепления зубчатых колес Z12 Z14 Z16 Z18 Z20 на третьем валу:
bxhxl=14x9x36мм t1=5.5мм, t2=3.8мм
Проверяем выбранные шпонки на прочность.
Шпонки подлежат проверке на смятие, которая проводится по формуле:sсм =  £ [sсм]
£ [sсм]
где Мкр –крутящий момент на валу, принимается согласно таблицы 1.2;
d – диаметр вала; h – высота шпонки; lр – рабочая длина шпонки; [sсм] – допускаемые напряжения смятия для материала шпонки, для стали [sсм] = 150 МПа.
Рабочая длина шпонки определяется по формуле:
lр = lшп – b
где lшп – длина шпонки; b – ширина шпонки.
- для шпонки 8x7x28 ( вал 2;4)
lр = 28 – 8 = 20 мм
sсм = ![]() =16,6 £ 150 Мпа
=16,6 £ 150 Мпа
- для шпонки 12x8x36 ( вал 5)
lр = 36 – 12 = 24 мм
sсм = ![]() =116,5 £ 150 Мпа
=116,5 £ 150 Мпа
- для шпонки 14x9x36 (вал 3)
lр = 36 – 14 = 22 мм
sсм = ![]() = 133,1 £ 150 Мпа
= 133,1 £ 150 Мпа
Все выбранные шпонки соответствуют условию прочности при проверке на смятие.
Выбранное шлицевое соединение проверяется на смятие рабочих поверхностей шлицев по формуле:

де - ![]() - коэффициент, который учитывает неравномерное распределение нагрузки между шлицами (обычно принимают 0,75);
- коэффициент, который учитывает неравномерное распределение нагрузки между шлицами (обычно принимают 0,75);
D, d, z – размеры сечения соединения (внешний, внутренний диаметры и количество шлицев); f – размер фаски по длине шлица, мм; lp – рабочая длина шлицев![]() , мм; [
, мм; [![]() зм] – напряжение смятия, которое допускается, 15МПа (табл. 7.2).
зм] – напряжение смятия, которое допускается, 15МПа (табл. 7.2).
Рабочая длина шлицев определяется конструкцией соединений и чаще всего равняется длине ступицы детали, которая монтируется.
Для первого вала D=6x26x32:
![]()
Для второго вала D=6x26x32:
![]()
Для пятого вала D=8x36x42
![]()
Все выбранные шлицы соответствуют условию прочности при проверке на смятие.
10. ВЫБОР ПОДШИПНИКОВ
Для выбора подшипников опор валов определяем диаметры шипов валов, которые определяются по формуле:
dш=(0,8…0,9) dв
dшI=(0,8…0,9) 20=16…18мм
dшII=(0,8…0,9)25=20…22,5мм
dшIII=(0,8…0,9)50 =40…45мм
dшIV=(0,8…0,9)30=24…27мм
dшV=(0,8…0,9)40=32…36мм
Учитывая элементы расположенные на валах а также по полученным диаметрам шипов, выбираем подшипники, параметры которых сносим в таблицу 12.1.
Таблица 10.1 – Параметры подшипников на валах коробки подач.
| № вала | Подшипник | Внутренний диаметр d, мм | Наружый диаметр D, мм | ширина кольца B, мм | статическая грузоподъе мность C0,кН | Динамическая Грузоподъе мность C |
| 1 | 46205 | 25 | 52 | 15 | 8,34 | 15,700 |
| 2 | 46205 | 25 | 52 | 15 | 8,34 | 15,700 |
| 3 | 46209 | 45 | 85 | 19 | 23,1 | 38,700 |
| 4 | 46205 | 25 | 52 | 15 | 8,34 | 15,700 |
| 5 | 46207 | 35 | 72 | 17 | 16,4 | 29,000 |
11. ОПРЕДЕЛЕНИЕ СИСТЕМЫ СМАЗКИ
Смазочная система станка служит для подачи смазочного материала ко всем трущимся поверхностям.
Существует несколько схем подвода смазочного материала к трущимся поверхностям. Индивидуальная схема служит для подвода смазочного материала к одной смазочной точке, централизованная к нескольким точкам. В нераздельной схеме нагнетательное устройство присоединено к смазочной точке постоянно, в раздельной оно подключается только на время подачи смазочного материала. В проточной системе жидкий или пластичный материал используется один раз. В циркуляционной системе жидкий материал подается повторно. В системах дроссельного дозирования объем смазочного материала , подаваемого к смазочной точке регулируется дросселем. В системах объемного дозирования могут регулироваться не только доза, но и частота подачи. В комбинированных системах могут быть предусмотрены объемное и дроссельное регулирование одно- и двухматериальные питатели. Системы с жидким смазочным материалом в зависимости от способа его подачи к поверхностям трения могут быть разбрызгивающими, струйными, капельными, аэрозольными.
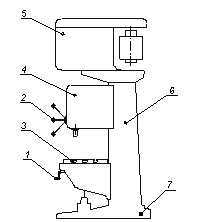
Для смазки данного станка принимаем импульсную смазочную систему, в которой смазочный материал ко всем поверхностям трения подается одновременно. Схема импульсной системы приведена на рисунке 13.1, где 1 – указатель уровня смазочного материала; 2 – приемный фильтр; 3 – насос; 4 – фильтр напорной магистрали; 5 – манометр; 6 – смазочный дроссельный блок с ротаметрическими указателями; 7 – реле расхода смазочного материала; 8 – точки смазывания; 9 – указатель потока; 10 – точки смазывания с форсункой; 11 – точки смазывания; 12 – смазочный дроссельный блок; 13 – сливной магнитосетчатый фильтр; 14 – предохранительный клапан;15 – реле уровня; 16 – фильтр; 17 – резервуар.

Рисунок 11.1 – Схема импульсной централизованной смазочной системы
ЗАКЛЮЧЕНИЕ
В результате проделанной работы был произведен расчет коробки подач, выбор и расчет параметров отдельных ее элементов: подшипников качения, служащих опорами валов; системы смазки и смазочного материала, обеспечивающих непрерывный подвод смазочного материала ко всем механизмам станка. Был произведен расчет критической скорости скольжения по характеристикам трения и по жесткости привода, значения которой меньше скорости движения суппорта, что обеспечивает равномерность его движения. Были разработаны компоновочная схема и чертеж коробки подач с указанием ее основных элементов.
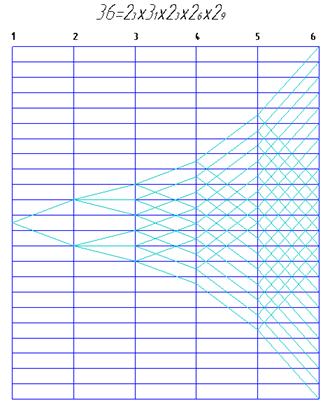
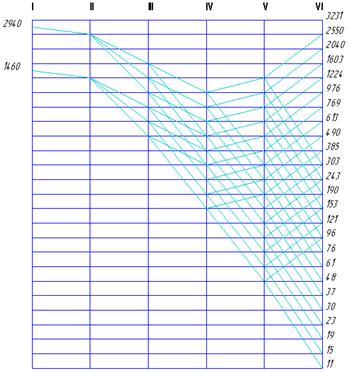
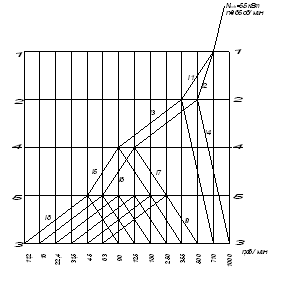
В приложении А пояснительной записки выполнен чертеж общего вида горизонтально-расточного станка где указаны его основные элементы и габаритные размеры, а также схематически показаны структурная сетка и график подач данного станка.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Справочник технолога-машиностроителя. 2 том. Под редакцией А. Г. Косиловой и Р.К. Мещерякова. 4-е издание, переработанное и дополненное. – М.: Машиностроение 1985. – 496 с.
2. Методические указания к курсовому проекту по курсу "Металлорежущие станки и промышленные роботы" Составили: Ю.А. Сапронов, В.Г. Кочергин, Н.В. Вяльцев,
А. Е. Гаркуша. – Донецк. ДПИ, 1987г. – 48 с.
3. А. С. Пронников. Расчет и конструирование металлорежущих станков. Изд. 2-е.М.: "Высшая школа", 1968. 431 с.
4. Методические указания по курсовому проектированию деталей машин. Раздел 3: расчет и конструирование валов. Сост. Симонов А.Л., Ващенко В.Ф., Матеко П.М. – Донецк ДПИ, 1981. – 51с.
5. Решетов Д. Н. Атлас деталей и узлов машин. М: "Машиностроение"
6.Подшипники качения: Расчет, проектирование и обслуживание опор: Справочник. Л.Я. Перель. – М.: Машиностроение, 1983. – 543 с., ил.
7 В.И. Анурьев. Справочник конструктора машиностроителя: В 3-х т. Т.1, Т.2, Т.3. – 5-е изд., перераб. и доп. – М.: машиностроение, 1978.
8.Методические указания к самостоятельной работе над курсовым проектом по деталям машин. Раздел 3. Этапы "Эскизный проект" и "Технический проект". Проектирование зубчатых и червячных передач (для студентов всех специальностей) / Сост.: В.С. Горелик, В.С. Исадченко, В.И. Проскурин и др. – Донецк: ДПИ, 1992. – 84 с.
Похожие работы
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...

... СМАЗКИ 7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ ЗАКЛЮЧЕНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Приводы металлорежущих станков выполняют широкий спектр движений: рабочих, вспомогательных, установочных и т.д. При этом перемещается инструмент или заготовка. Кинематические и силовые характеристики коробки скоростей должны обеспечить требуемые значения величины скоростей при обработке на ...
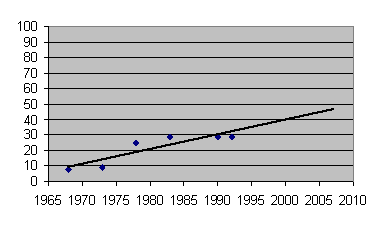


... находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 30 м2/м. 3. Перспективы дальнейшего развития координатно-расточных станков Модернизация КРС В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450 и их ...

... ограничения max давления в системе либо для подержания постоянного давления. Делят на: - предохранительные - переливные Коммуникационная часть и группа управления сигналами В станках с программным управлением, копировальными устройствами и электрогидравлическими сидящими системами, а так же в промышленных работах применяются дросселирующие распределители, гидроаппаратура с пропорциональным ...
0 комментариев