Навигация
Расчет вращающейся печи для спекания боксита производительностью по спеку
54233
знака
21
таблица
6
изображений
Расчет вращающейся печи для спекания боксита производительностью по спеку
G = 16 т/час»
Исходные данные для расчета.
1. Состав обрабатываемого боксита, %:
| Al2O3 | SiO2 | Fe2O3 | CaO | TiO2 | П.П.П. | прочие |
| 51,9 | 4,2 | 23,0 | 4,0 | 1,7 | 14,4 | 0,8 |
| П.П.П. – потери при прокаливании | ||||||
2. Состав, используемого в процессе спекания известняка, %
| CaO | SiO2 | П.П.П. | прочие |
| 51,1 | 1,7 | 46,1 | 1,1 |
3. Основные технологические параметры
Влажность боксита составляет 10%;
Содержание Na2CO3 в соде составляет 98%;
Содержание Al2O3 в товарном глиноземе равно 98,8%;
Товарный выход глинозема из боксита составляет 80%.
4. Печь отапливается природным газом следующего состава, (в объемных процентах):
| CH4с.г. | C2H6с.г. | C3H8с.г. | C4H10с.г. | N2с.г. | CO2с.г. |
| 94,7 | 1,2 | 0,5 | 0,3 | 2,9 | 0,4 |
Влагосодержание 1м3 сухого газа равно gс.г.=10,3 г/м3.
5. Подогрев воздуха, подаваемого на горение, осуществляют в барабанном или рекуперативном холодильнике (выбрать самостоятельно). Температура подогрева воздуха tв и коэффициент избытка воздуха α также выбираются самостоятельно в пределах допустимых границ.
ВВЕДЕНИЕ
Для каждой алюминиевой руды существует наиболее выгодный способ переработки. Определяющей является массовая доля каждого из трех основный оксидов, содержащихся в технологическом сырье (Al2O3, Fe2O3, SiO2), Содержание CaO, H2O, CO2, TiO2 и других оксидов имеет второстепенное значение. Так для бокситов с низким содержанием кремния рекомендуется использовать гидрохимические способы, а для бокситов, содержащих значительное количество кремния и железа, наиболее приемлемо щелочное спекание.
Из термических способов производства глинозема промышленное применение имеет способ спекания, основанный на получении алюмината натрия. В отличие от гидрохимического способа спекание можно применять практически для любого вида алюминиевого сырья. Однако, в промышленном масштабе его применяют в основном для переработки двух видов сырья – высококремнистого боксита и нефелина.
Сущность способа спекания заключается в образовании алюмината натрия при высокой температуре в результате взаимодействия в смеси алюминиевой руды, соды и известняка. Полученный при этом пористый спек выщелачивают водой. Раствор алюмината натрия после выщелачивания разлагают углекислым газом с выделением в осадок гидроксида алюминия, который для получения безводного глинозема подвергают кальцинации. Цель спекания – перевести содержащийся в руде алюминий в форму водорастворимого алюмината натрия и связать кремнезем в малорастворимые кальциевые силикаты.
По способу спекания можно перерабатывать сырье с высоким содержанием кремнезема. Чем выше содержание кремнезема в сырье, тем больше известняка добавляют в шихту.
ПРОИЗВОДСТВО ГЛИНОЗЕМА ПО СПОСОБУ СПЕКАНИЯ
Сущность способа спекания заключается в образовании алюмината натрия при высокой температуре в результате взаимодействия смеси алюминиевой руды, соды и известняка. Полученный при этом пористый спек выщелачивают водой. Раствор алюмината натрия после выщелачивания разлагают углекислым газом с выделением в осадок гидроксида алюминия, который для получения безводного глинозема подвергают кальцинации.
Реакции, протекающие при спекании насыщенной боксито - содо - известковой шихты, могут быть представлены следующим образом:
Al2O3·H2O+Na2CO3=2NaAlO2+Co2+H2O
Fе2O3·H2O+Na2CO3=2NaFeO2+CO2+H2O
Кремнезем сырья способен соединяться при спекании с содержащимися в шихте оксидом алюминия и щелочью в алюмосиликат натрия (Na2O·Al2O3·SiO2), что обуславливает при гидрохимической обработки спека потери оксида алюминия и щелочи. Поэтому в шихту добавляют известняк, который связывает кремнезем в нерастворимое соединение - двухкальциевый силикат (2CaO·SiO2):
CaCO3+SiO2=2CaO·SiO2+2CO2
Кроме того, происходит частичная диссоциация СаСО3 с образованием СаО.
По способу спекания можно перерабатывать сырье с высоким содержанием кремнезема. Чем выше содержание SiO2 в сырье, тем больше известняка добавляют в шихту.
Для низкокремнистых бокситов может быть применено спекание боксита с содой без добавки известняка. Независимо от содержания и минералогической формы кремнезема в сырье связывание кремнезема в двухкальциевый силикат позволяет перевести оксид алюминия, содержащийся в сырье, в растворимый алюминат натрия.
Дозировка шихты для процесса спекания должна осуществляться с учетом составных частей всех компонентов: основного сырья, известняка, свежей соды, оборотного раствора, топлива, белого шлама (алюмосиликата натрия), образующегося при обескремнивании, и пульпы, получающейся при промывке в скрубберах отходящих газов печей спекания.
Оптимальные температурные условия спекания определяются минералогическим и химическим составом сырьевых материалов и соотношением компонентов шихты.
Интенсивность и полнота взаимодействия реагирующих твердых веществ шихты зависит от степени равномерности смешивания этих веществ, крупности частиц шихты и температуры спекания.
При достижении температуры начала плавления шихты образуется жидкая фаза в количестве, достаточном для связывания и окускования материала, и получается пористый спек.
Спекание проводят при температурах 1200...1300 °С, что позволяет превратить практически весь оксид алюминия в алюминат натрия. В результате образуются кусковой пористый частично оплавленный спек темно-серого цвета, а также газы, содержащие 10... 12 % СО2, которые используют для карбонизации алюминатных растворов.
Спек после охлаждения дробят до крупности 6...8 мм и направляют на выщелачивание, которое производят водой и слабым оборотным раствором соды. Цель выщелачивания - перевод твердого алюмината натрия в раствор. Нерастворимый остаток (шлам) отделяют от алюминатного раствора и отправляют в отвал. Выщелачивание спека должно осуществляться в условиях, способствующих переходу в раствор алюмината натрия и разложению феррита натрия. А также в условиях, препятствующих протеканию реакций разложения двухкальциевого силиката с дальнейшим образованием нерастворимого алюмосиликата натрия.
В результате частичного разложения двухкальциевого силиката и образования растворимого силиката натрия в алюминатном растворе после выщелачивания содержится кремнезем в количестве соответствующем отношению по массе Аl2О3 к SiO2 (кремниевому модулю) в растворе, равному 30…40.
После обескремнивания пульпа, состоящая из раствора и белого шлама, проходит стадии сгущения и фильтрации. Белый шлам возвращают на приготовление исходной шихты а осветленный алюминатный раствор направляют на карбонизацию, т.е. разложение алюминатного раствора диоксидом углерода. Карбонизацию осуществляют пропусканием через раствор топочных газов содержащих СО..
В результате каустический модуль раствора понижается, что создает условия для гидролитического разложения алюмината натрия. Образовавшаяся при этом щелочь карбонизируется новыми порциями СО2, и разложение алюмината натрия продолжатся. Процесс карбонизации должен обеспечить получение крупнокристаллического гидроксида алюминия с минимальным содержанием примеси кремнезема и щелочей.
Конструкция вращающихся печей
Вращающиеся печи широко применяют для нагрева сыпучих материалов в различных отраслях промышленности.
Корпус печи представляет собой сварной металлический барабан диаметром до 5 м и длиной до 185 м, футерованный изнутри огнеупорным кирпичом. Барабан сваривают из листовой стали. Как правило, диаметр барабана по всей длине одинаков.
Футеровка барабана работает в тяжелых условиях, что связанно с периодическими перепадами температур на поверхности кладки, обусловленными вращением печи и пересыпанием находящегося в ней материала. Перепад температур при входе и выходе из-под слоя шихты составляют 150...200°С. В зоне спекания на футеровку сильное химическое и абразивное воздействие оказывает материал. В зоне сушки кладка подвержена значительному истиранию цепями или отбойными устройствами. Основным материалом для футеровки печей глиноземного производства служит шамот. Высокотемпературные зоны печи выкладывают из хромомагнезитового, магнезитового и периклазошпинелидного огнеупорного кирпича. Толщина футеровки составляет 230... 350 мм. Чтобы предотвратить разрушение футеровки при остановках печи, барабан должен вращаться до ее полного охлаждения. На наружной поверхности барабана закрепляют стальные опорные бандажи в виде неразрывных колец шириной 400... 800 мм. Каждый бандаж опирается на два ролика, вращающиеся во время работы печи. Ширина роликов обычно на 50...100 мм больше ширины бандажа. Опорные ролики установлены на массивных стальных плитах, укрепленных на железобетонных фундаментах таким образом, что барабан печи имеет небольшой уклон к горизонту, составляющий 1...3 град. Как правило, уклон задают в процентах от общей длины печи (2...4 %).
Барабан вращается вокруг своей оси со скоростью 0,6...2,0 об/мин, регулирование числа оборотов барабана производят специальным устройством.
Для остановки вращения печи в любом положении служит электромагнитный фрикционный тормоз, через обмотку которого во время работы печи постоянно пропускается ток. Когда подача тока прекращается, электромагнит выключается и отпускает колодки тормоза, которые и зажимают приводной вал.
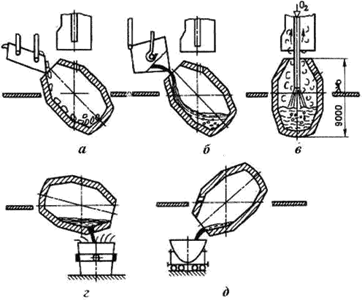
Верхний торец печи входит в загрузочную камеру. Сухую шихту загружают в печь с помощью шнекового питателя через патрубок, расположенный в загрузочной камере. Пульпу подают в печь через пульповую трубку ковшом-дозатором или с помощью специальной форсунки. Уловленную пыль возвращают в печь вместе с шихтой, подавая ее либо через дозатор, либо в специальный смеситель.
Нижний конец печи входит в загрузочную (или топочную) камеру. Между ней и барабаном ставят специальное кольцевое уплотнение, перекрывающее щель между вращающимся барабаном и неподвижной камерой.
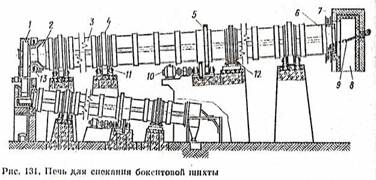
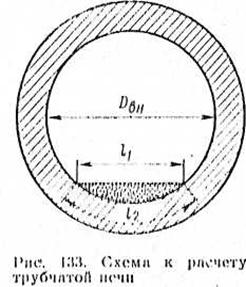
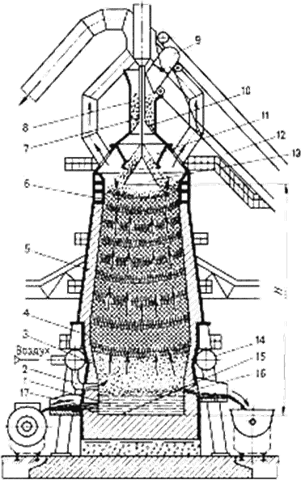
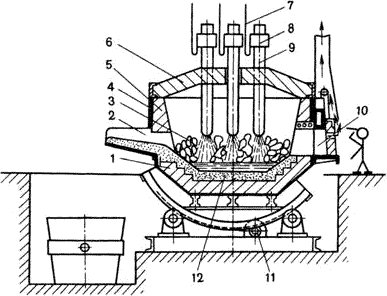
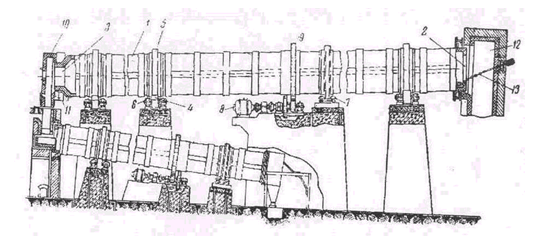 Рис. 1. Печь для спекания бокситов
Рис. 1. Печь для спекания бокситов
1- железный барабан, 2- холодный конец, 3 - горячий конец, 4 - ролики, 5 - бандажи, 6 - подшипники, 7 - приспособление, препятствующее сходу барабана с опор, 8 - двигатель, 9 - венцовая шестерня, 10 - топливная головка. 11 - кольцо с кромкой, 12 - загрузочная коробка, 13 - отбойное приспособление (стальная болванка)
Тепловая работа вращающихся печей
Тепловая работа любой печи характеризуется рядом показателей, важнейшими из которых являются тепловой и температурный режимы, производительность печи, удельный расход топлива и коэффициент полезного действия. Тепловой режим характеризует изменение во времени тепловой нагрузки, т.е. количества теплоты, подаваемой в печь в каждый момент времени, а температурный режим представляет собой изменение температуры печи во времени или по длине печи.
В рабочем пространстве вращающейся печи протекают процессы выделения теплоты при сжигании топлива, движения газовой среды и материала, внешнего и внутреннего теплообмена. Эффективность тепловой работы печи зависит от того, насколько совершенно осуществляются в ней эти процессы. От организации тепловой работы вращающихся печей зависят не только производительность и экономичность процесса производства глинозема, но и срок службы печи и качество конечного продукта. Процесс спекания осуществляют при достаточно высоких температурах. По мере изменения температуры по длине рабочего пространства вращающихся печей происходят процессы с образованием различных неустойчивых соединений.
В пламенных печах одним из основных и наиболее эффективных способов улучшения их тепловой работы является интенсификация теплообменных процессов за счет совершенствования процессов горения. Рациональное сжигание топлива позволяет создать в рабочем пространстве вращающихся печей необходимые температурный и газовый режимы, предусмотренные технологией глиноземного производства.
При нагреве сыпучих материалов во вращающихся печах теплота поступает в зону технологического процесса за счет одновременного протекания всех трех видов теплообмена. На участках, где температура продуктов сгорания достигает 1200...1600°С, осуществляется радиационный режим работы печи. По мере продвижения продуктов сгорания топлива по длине печи они охлаждаются до нескольких сот градусов и режим тепловой работы печи постепенно становится конвективньм. Конкретное распределение в печи зон с конвективным и радиационным режимами работы зависит от вида и параметров технологического процессов. С точки зрения внешнего (по отношению к нагреваемому материалу) теплообмена вращающаяся печи может быть условно разделена на энергетически однородные участки - тепловые зоны, в пределах которых температуру, радиационные характеристики и коэффициент теплоотдачи от газов к материалу можно считать постоянными величинами. Кроме того, в рабочем пространстве происходит и так называемый внутренний теплообмен: поступившая в слой материала теплота распределяется в нем путем теплопроводности. При вращении барабана печи происходит энергичное перемешивание сыпучего материала, температура по высоте слоя практически выравнивается и его можно считать тонким в тепловом отношении телом, нагрев которого может сопровождаться эндо- и экзотермическими реакциями. Перенос теплоты в кладке печи происходит также вследствие теплопроводности. Изменение температуры внутренней поверхности футеровки во времени носит циклический характер. Время цикла равно времени полного оборота печи. Условно его делят на два периода. В первом периоде поверхность кладки находится в контакте с греющими газами и постепенно нагревается, получая от нее теплоту излучением и конвекцией. Ко второму периоду относят время ее контакта с нагреваемым материалом, в течение которого температура поверхности кладки снижается. Анализ данных расчета поля температур кладки, полученных при решении уравнения теплопроводности с использованием численных методов, показал, что колебания температуры во времени происходят на определенном расстоянии от поверхности футеровки, получившим название глубины проникновения тепловой волны. Колебания температуры, достигающие на внутренней поверхности барабана при входе и выходе ее из-под слоя шихты нескольких сотен градусов, распространяются на глубину 1...5 см., чем ближе к поверхности, тем выше термические напряжения, возникающие в кладке, и тем больше вероятность ее разрушения (трещины, сколы и т.д.).
Вращающиеся печи глиноземного производства работают в режиме противотока. Максимальную температуру и газы, и материал имеют со стороны топливной камеры, а минимальную - со стороны загрузочной камеры.
Температурный режим работы вращающихся печей не изменяется во времени, индивидуален для каждого вида технологического процесса и в значительной мере определяется химическим и фракционным составом перерабатываемых материалов. Обычно его устанавливают опытным путем и организуют таким образом, чтобы в печи строго соблюдался график нагрева шихты, соответствующий технологии данного процесса.
Рассмотрим температурный режим процесса спекания бокситов. Все рабочее пространство вращающейся печи можно условно разделить на четыре зоны, в которых происходят определенные изменения обрабатываемой шихты.
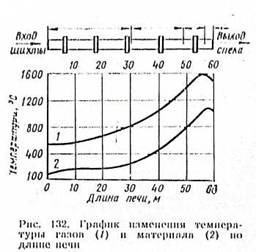
Первая зона, которую называют зоной сушки и обезвоживания, находится в верхней части печи со стороны загрузки шихты. Вначале из шихты испаряется внешняя влага, и температура материала при этом остается практически неизменной близкой к 100 °С. Затем температура высушенной шихты возрастает до 600 °С. Движущиеся навстречу ей газы охлаждаются от 1100 до 240 °С.
Во второй зоне, называемой зоны кальцинации, температура шихты продолжает расти и достигает 1000 °С. В этой зоне происходит полное разложение карбоната кальция, требующее затрат теплоты, поэтому температура газов снижается с 1300 до 1100 °С.
Третья зона - зона спекания - характеризуется максимальными значениями температур как шихты (1000...1200 °С), так и газов (1350...1450 °С), так как именно здесь происходит горение факела. В третьей зоне полностью разлагается Na2CО3 и завершается процесс спекания.
Четвертая зона - зона охлаждения - располагается за срезом заглубленного в печь топливосжигающего устройства, т.е. за горящим факелом. Благодаря потоку идущего из холодильника воздуха, имеющего температуру 150...300°С, обеспечивается охлаждение спека до температуры 1000°С, что резко увеличивает его механическую прочность (по сравнению с размягченным состоянием), необходимую для перегрузки в расположенный в низу холодильник.
Нужно учитывать, что качество готового продукта, получаемого во вращающихся печах, определяется не только кинетикой, но и движением материала, т.е. временем его пребывания в печи. В зависимости от того, насколько мгновенные скорости отдельных частиц отличаются от средней скорости движения материала (при постоянном распределении температуры по длине печи), изменяется степень превращения каждой частицы и, следовательно, фазовый состав глинозема. Наличие в печи частиц с различными скоростями движения и неопределенность соотношения таких частиц из-за технологических возмущений, нарушающий установившийся режим, затрудняют надежный контроль и регулирование тепловой работы печей. В то же время одной из главных задач оперативного управления является поддержание всех параметров на заданном уровне, что возможно только при своевременной и непрерывной информации о качестве целевого продукта.
Похожие работы
... тепловой изоляцией печи. 2 Тепловой и температурный режимы работы вращающихся печей При нагреве нейтральных в энергетическом отношении сыпучих материалов тепло в зону технологического процесса трубчатых вращающихся печей поступает за счет одновременного протекания всех трех видов теплообмена: излучением от факела и раскаленной футеровки, конвекцией и теплопроводностью от поверхности ...
... (сидерит, кальцит, доломит) и от дисперсности. В результате обжига степень разложения карбонатов составила 55 %, а извлечение глинозема из обожженного боксита находилось на уровне 7072 %. В условиях Павлодарского алюминиевого завода при переработке высокожелезистых бокситов возникла проблема в процессе спекания красных шламов, обогащенных оксидами железа. Как известно, в процессе Байера минералы ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
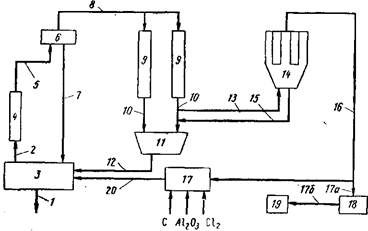
... хлорирования сплава при 13000С хлоридом алюминия получают AlCl, из которого диспропорционированием при 700°С выделяют AlCl3 и металлический алюминий. 2. Получение хлора при электролизе хлорида алюминия Получение алюминия путем электролиза хлорида алюминия в расплаве или в присутствии электролита представляет большой интерес и теоретически вполне возможно. Однако этот экономически выгодный ...
0 комментариев