Навигация
3. Конструктивная часть
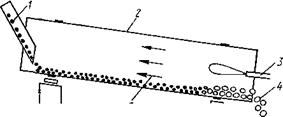
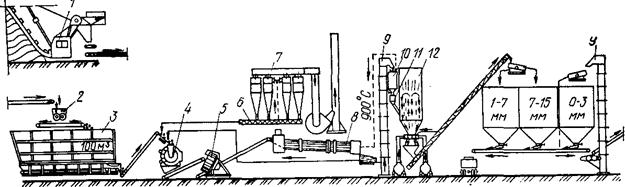
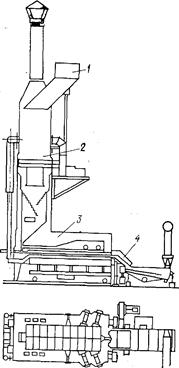
3.1 Устройство и принцип действия вращающейся печи
Вращающаяся печь 2,5×40.
Применяется на заводах производительностью 100 тыс.м3 керамзита в год.
Корпус 7 печи сварен из листового металла толщиной 18 и 30 мм. Каркас печи состоит из секций, сваренных между собой встык. Секции корпуса, расположенные около опор на длине 2000мм имеют стальные листы толщиной 30 мм с учетом того, что максимальное напряжение корпус испытывает в этих сечениях.
Бандажи 4 крепятся в усиленной части корпуса специальными башмаками, привираемыми к обечайке. Между башмаками бандажи лежат свободно с компенсационным зазором. Положение опорной поверхности бандажа по отношению к корпусу печи регулируются башмаками.
Внутренняя часть печи футерована. Футеровка положена ровно по всей длине внутренней поверхности корпуса за исключением входной его части. На входе футеровка имеет бурт, который уменьшает входное отверстие корпуса и предупреждает просыпание материала и пылеосадительную камеру во время его загрузки в печь.
При работе печи борт, а также часть футеровки при разгрузочном конце печи подвергаются наибольшему изнашиванию. Чтобы предохранить эту часть футеровки от разрушения, на входном конце печи приварена торцовая шайба. Эта шайба используется также для устройства уплотнения между торцом пылеосадительной камеры. Уплотнение создается лабиринтом, образующимся между концентрически расположенными обечайками, приваренными к пылеосадительной камере. Выходной конец печи заканчивается торцевой конической шайбой. Внутренний диаметр шайбы соответствует выходному диаметру печи. Благодаря этому материал, движущейся по футеровке, выходя из печи, истирает металлическую шайбу, срок службы которой значительно выше, чем футеровки.
На концах корпуса печи установлены уплотнения, предохраняющие окружающую атмосферу от загрязнений газами и улучшающие тепловой процесс внутри печи. Уплотнение между печью и пылеосадительной камерой состоит из двух частей. Одна из них по устройству аналогична, описанной конструкции торцовой шайбы, другая представляет собой резиновую прокладку, прижатую к корпусу печи по всей окружности. Уплотнение 3 между корпусом и откатной головкой состоит из четырех концентрически расположенных цилиндрических обечаек. Две обечайки приварены к корпусу печи, две другие к корпусу откатной головки.
Обечайки отличаются одна от другой диаметром, что позволяет как бы вдвинуть одну в другую. Вдвинутые обечайки образуют лабиринт, препятствующий прохождению газов.
Печь опирается на две опоры, состоящие из двух опорных роликов 11. Кроме опорных роликов, на одной из опор установлены два упорных ролика,
удерживающих печь от осевого перемещения. Каждый ролик опирается на два спаренных конических роликовых подшипника, установленных в корпусе.
Корпуса подшипников крепятся на раме, лежащей на фундаментной опоре. Для фиксации правильного положения опорных роликов на раме имеются регулировочные винты. Ролики регулируются во время монтажа печи вплоть до пуска ее в горячем состоянии.
В средней части печи, около упорно-опорной роликовой опоры смонтирована венцовая шестерня 6 и привод печи 10. Основным элементом крепления венцовой шестерни является опора, представляющая собой сварной кронштейн, нижняя плоскость которого приварена к корпусу печи, а верхняя служит для крепления пластины венцовой шестерни. Опоры устанавливаются на печи в два ряда по окружности, а пластины лежат на опорах параллельно продольной оси корпуса. Между опорой и пластиной устанавливаются регулировочные прокладки, которыми выверяется положение венцовой шестерни по отношению к оси вращения барабана. Биение венцовой шестерни не должно превышать 3 мм. Венцовая шестерня закрывается кожухом 5.
Печь вращается от специального привода 10, установленного под венцовой шестерней. Привод состоит из двух самостоятельных систем: пусковой и рабочий. Пусковая или вспомогательная система привода имеет двигатель 1,7 кВт или да редуктора, соединенных муфтами. Общее передаточное число пусковой системы составляет 1020 без учета передаточного числа открытой паря шестерен, а с учетом последней – примерно 14000. Такое устройство пусковой системы позволяет развить достаточно большой крутящий момент, необходимый при пуске печи. После того как печь получила от пускового электродвигателя первоначальное вращение, включается электродвигатель рабочей системы. Этот электродвигатель ускоряет вращение печи и обеспечивает рабочий режим скоростей. Пусковой электродвигатель в это время отключается. При включении электродвигателя рабочей системы частота вращения редуктора будет постепенно увеличиваться, и превышать скорость, которую сообщил ему пусковой электродвигатель. При этом редуктор с электродвигателем пусковой системы будут тормозить разгон рабочей системы привода. чтобы этого не произошло, между редукторами установлено храповое устройство, обеспечивающее рабочей системе свободу вращения независимо от пусковой. Храповое устройство смонтировано заодно целое с тормозным шкивом. В нем применен колодочный тормоз.
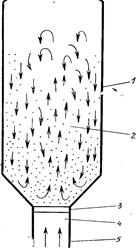
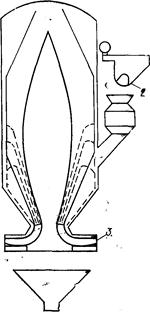
По концам печи установлены загрузочные и разгрузочные устройства. Загружается печь гранулами керамзита через загрузочный лоток 9. Загрузочный лоток монтируется на корпусе осадительной камеры вместе с механизмом очистки 8. Материал поступает на обжиг через цилиндрическую воронку и по течке направляется в обжиговую печь. В средней части течки, несколько выше воронки, приварен кронштейн, которым загрузочное устройство крепится к пылеосадительной камере. Воронка приварена к лотку так, чтобы по всей длине лоток можно было просматривать и прочищать.
Выгрузочный конец вращающейся печи оканчивается специальной откатной головкой 2, служащей для уплотнения выходного торца печи, а также для установки форсунок и приемки готового материала. Корпус головки сварен из листовой стали и имеет округлую форму, переходящую внизу в прямоугольную. Стенка, обращенная к печи, имеет округлое окно, диаметр которого равен наружному диаметру печи. На наружней поверхности этой стенки крепится лабиринтное уплотнение 3. Каркас головки установлен на тележке. В средней части тележки предусмотрен люк, через который выгружается готовый материал из печи. Головка установлена на четырех колесах.
На передней стенке головки имеется несколько люков. Через них оператор наблюдает за работой форсунки. В отверстие, расположенное по оси печи, устанавливается форсунка 1. Для обслуживания выгрузочного отверстия имеется специальный люк. При необходимости этот люк можно открыть и разбить спекшийся материал или протолкнуть его, если он застрял на стенке люка. Откатная головка обеспечивает периодическое обслуживание печи в перерывах его работы. С помощью откатной головки обслуживающий персонал осуществляет работы по ремонту и восстановление футеровки, проверяет и чистит топливную форсунку.
Технологическая характеристика вращающейся печи 2,5×40
Производительность, м3/год………….100000
Размеры длина……………………….. 40
Диаметр …………………..2,5
частота вращения, об/мин………….. 0,6…3
угол наклона, % …………………..….3,5
мощность электродвигателя
основного привода, кВт …………..… 45
Похожие работы
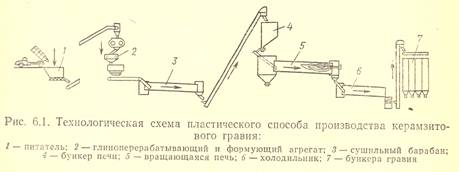
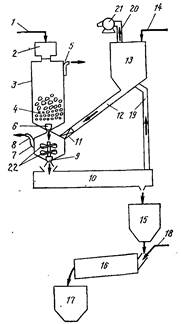
... знать расход материалов (м3/ч), поэтому полученные значения расхода материалов (т/ч) целесообразно выразить в м3/ч, разделив каждый результат (т/ч) на насыпную плотность данного материала. Глина=1500 кг/м3=1,5 т/м3; Керамзит =500 кг/м3 =0,5т/м3; Добавка (лигносульфанаты)=0,7 т/м3; Вода=1000 кг/м3=1,0 т/м3. Для получения керамзита 11360,96 т/год (22721,92 м3/год) требуется: По массе: глины – ...
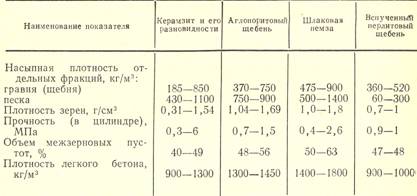

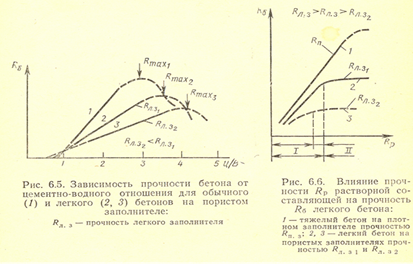
... песков. Для легких бетонов пригоден перлитовый песок с минимальной насыпной плотностью 200. Содержание пылевидных фракций в нем не должно превышать 10%. 5. Основные технологические процессы и оборудование Технология производства легких бетонов и изделий из них незначительно отличается от технологии изготовления изделий из обычных тяжелых бетонов. Для получения бетона высокого качества ...
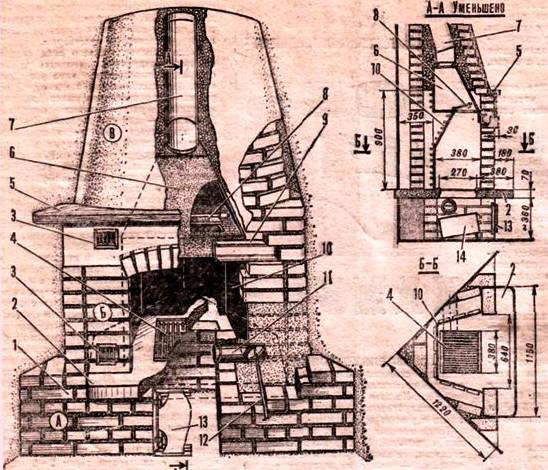
... к уроку. 2. Повторение пройденного материала – (7 мин.): 2.1. Проверка знания материала прошлого занятия. 3. Изучение нового материала – (15 мин.) 3.1. Краткие сведения по технологии изготовления каминов. 3.2. Закрепление материала. 4. Вводный инструктаж – (15 мин.): 4.1. Показ трудовых приемов. 4.3. Демонстрация. 5. Этап применения нового материала (20 мин.): 5.1. Проверить организацию ...
... основных минерала и небольшое количество стеклообразного вещества. Как видно из таблицы, портландцементный клинкер в основном (на 60...80%) состоит из силикатов кальция, из-за чего портландцемент также называют силикатным цементом. Для получения портландцемента клинкер размалывают в трубных или шаровых мельницах с гипсом и другими добавками. Свойства портландцемента зависят от его минерального ...
0 комментариев