Навигация
Разработка энергосберегающего технологического процесса изготовления детали машины
21558
знаков
0
таблиц
0
изображений
Министерство образования и науки Украины
Сумский государственный университет
Кафедра прикладной гидроаэромеханики
Курсовая работа
на тему» Разработка энергосберегающего технологического процесса изготовления детали машины»
Сумы‑2006
Содержание
1. Задание на курсовую работу. 3
2. Обеспечение технологичности заготовки. 4
3. Заготовительный технологический процесс. 8
3.1 Выбор способа получения заготовки. 8
3.2 Проектирование кованой заготовки. 9
3.3 Получение сварной заготовки. 12
3.4 Технико-экономический анализ спроектированных заготовок. 14
4. Технологический процесс механической обработки. 17
4.1 Токарная операция. 17
4.2 Обработка фрезами. 17
5. Список использованных источников. 19
1. Задание на курсовую работу
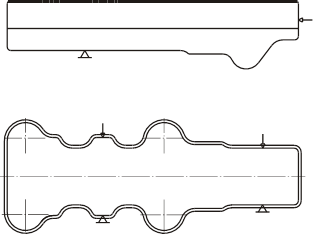
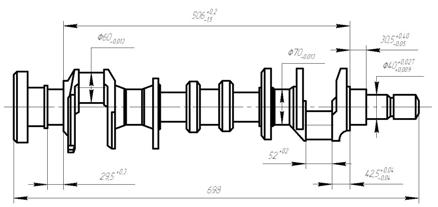
Разработать энергосберегающий технологический процесс изготовления детали, показанной на рисунке 1.
2. Обеспечение технологичности заготовки
Под технологичностью конструкции детали или машины подразумевается наибольшее её соответствие тем определённым методам обработки и производства, в условиях которых она должна изготовляться. В одинаковых условиях производства более технологична та конструкция, трудоёмкость и себестоимость которой меньше. Отработка на технологичность обязательна на всех стадиях создания изделий.
Вопросы технологичности должны решаться комплексно, начиная со стадии проектирования заготовки и выбора метода её изготовления и заканчивая процессом механической обработки и сборки всего изделия. Технологичность, как правило, закладывается на стадии проектирования, поэтому от конструктора требуется высокий уровень технологической подготовки.
Технологичность – понятие относительное. Одна конструкция заготовки может быть технологична при данном типе производства и совершенно нетехнологична при другом.
Основными требованиями с точки зрения технологичности конструкции являются наименьший вес при достаточной жёсткости детали; лёгкий доступ к обрабатываемым поверхностям; наименьшее количество глухих отверстий; постоянные или уменьшающиеся в одном направлении диаметры соосных отверстий в корпусных деталях; удобство сборки машины и т.д.
Показатели технологичности различают двух видов: качественные и количественные.
Качественную оценку получают путём сравнения двух и более вариантов заготовок. Обычно такая оценка производится на стадии эскизного проектирования и всегда предшествует количественной оценке.
Количественные показатели дают возможность объективно и достаточно точно оценить технологичность сравниваемых конструкций. Выбор показателей зависит от назначения детали, типа производства, и условий эксплуатации. Для заготовок в качестве показателей технологичности используют трудоёмкость изготовления, технологическую себестоимость и коэффициент использования металла.
Трудоемкость изготовления заготовки представляет собой суммарные затраты времени на производство заготовки по всем технологическим операциям. Составляющие нормы времени на выполнение работ по отдельным операциям приводятся в соответствующих справочниках.
На ранних стадиях проектирования применяют приближенные методы оценки трудоемкости. Например, «весовым методом» трудоемкость оценивается по трудоемкости типовой заготовки, аналогичной по форме, точности и технологии изготовления:

где Тпр, Ттип – трудоемкость соответственно проектируемой и типовой заготовок. Gпр, Gтип – масса соответственно проектируемой и типовой заготовок.
Для оценки технологичности используют также отношение трудоемкости механической обработки к трудоемкости получения заготовки Тмех / Тзаг. Чем меньше это отношение, тем технологичнее заготовка. Отношение Тмех/ТЗаг зависит также от типа производства (для единичного производства оно максимально).
Технологическая себестоимость изготовления применяется для выбора наилучшего варианта заготовки в условиях одного способа производства (цеха, завода). В общем виде для одной детали она состоит из следующих элементов:
Ст.д = М + З + Ин.о + Соб,
где М – стоимость расходуемых основных материалов, грн./шт.;
З – заработная плата производственных рабочих, грн./шт.
Ин.о – возмещение износа оснастки, грн./шт.
Соб – расходы, связанные с содержанием и эксплуатацией оборудования за время изготовления одной детали, грн./шт.
Все элементы себестоимости взаимосвязаны. Например, изменение вида заготовки вызывает изменение затрат на механическую обработку. Изменение конструкционного материала может вызвать изменение номенклатуры технологического оборудования. Из сравниваемых вариантов выбирают тот, для которого технологическая себестоимость минимальна независимо от отдельных составляющих.
Коэффициент использования металла – это безразмерная величина, определяемая отношением массы изделия к массе израсходованного металла:
Ки.м= Gд/ Gр
где Gд – масса готовой детали
Gр – масса всего израсходованного металла, включая массу литников, облоя, окалины, брака и т.п.
Различают коэффициент Кв.г выхода металла, годного в заготовительных цехах, и коэффициент весовой точности Кв.т:
Кв.г = G3/Gр
где G3 – масса заготовки
Кв.т=Gд/Gз
При прочих равных условиях более выгодны высокие значения Ки.м. Для оценки влияния технологичности заготовки на коэффициент использования металла необходимо помнить, что Ки.м= Кв.г· Кв.т.
3. Заготовительный технологический процесс 3.1 Выбор способа получения заготовки
Одну и ту же деталь можно изготовить из заготовок, полученных различными способами. Одним из основополагающих принципов выбора заготовки является ориентация на такой способ изготовления, который обеспечит ей максимальное приближение к готовой детали. В этом случае существенно сокращается расход металла, объем механической обработки и производственный цикл изготовления детали. Однако при этом в заготовительном производстве увеличиваются расходы на технологическое оборудование и оснастку, их ремонт и обслуживание. Поэтому при выборе способа получения заготовки следует проводить технико-экономический анализ двух этапов производства – заготовительного и механообрабатывающего.
Разработка технологических процессов изготовления заготовок должна осуществляться на основе технического и экономического принципов. В соответствии с техническим принципом выбранный технологический процесс должен полностью обеспечить выполнение всех требований чертежа и технических условий на заготовку. В соответствии с экономическим принципом изготовление заготовки должно вестись с минимальными производственными затратами.
Из нескольких возможных вариантов технологического процесса при прочих равных условиях выбирают наиболее экономичный, при равной экономичности – наиболее производительный. Если ставятся специальные задачи, например срочный выпуск какой-нибудь важной продукции, решающими могут оказаться другие факторы (более высокая производительность, минимальное время подготовки производства и др.).
Похожие работы

... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
... , перечислим регенерацию растворов в гальванических производствах; очистку хлор- и медьсодержащих сточных вод, очистку сточных вод в производстве аммиачной селитры. 5. Прогрессивные химико-технологические процессы В ряду прогрессивных химико-технологических процессов рассмотрим в первую очередь радиационно-химическую технологию и фотохимические процессы. За последние два десятилетия ...
... характеристикой. Министерство образования Российской Федерации Регистрационный № 06-0613-ВР ГОСУДАРСТВЕННЫЙ ОБРАЗОВАТЕЛЬНЫЙ СТАНДАРТ СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ГОСУДАРСТВЕННЫЕ ТРЕБОВАНИЯк минимуму содержания и уровню подготовки выпускников по специальности 0613 Государственное и муниципальное управление (базовый уровень среднего профессионального образования) Квалификация - ...
0 комментариев