Навигация
Выбор способа регулирования координат
31595
знаков
1
таблица
12
изображений
3.3 Выбор способа регулирования координат
В электроприводе существует два способа регулирования координат:
А) полноценное;
Б) не полноценное.
В данном случае применяем полноценное регулирования координат, то есть при изменении скорости вращения вала электродвигателя изменяется ![]() . Необходимо получить стабильную скорость привода для обеспечения необходимого качества прокатки. Различают также автоматическое и ручное регулирование координат. Ручное регулирование предполагает изменение скорости привода с участием оператора. В данном случае применяем автоматическое регулирование координат. Оператор необходим только для запуска привода.
. Необходимо получить стабильную скорость привода для обеспечения необходимого качества прокатки. Различают также автоматическое и ручное регулирование координат. Ручное регулирование предполагает изменение скорости привода с участием оператора. В данном случае применяем автоматическое регулирование координат. Оператор необходим только для запуска привода.
3.4 Оценка и сравнение выбранных вариантов
На данном этапе необходимо добиться выбора наиболее приемлемого варианта решения задачи, т.е. построения оптимального электропривода для механизма прокатного стана.
При выборе желаемых вариантов систем ЭП проведение строгих техника – экономических расчётов не представляется возможным из-за отсутствия требуемых исходных данных. Поэтому здесь можно воспользоваться так называемым «методом экспертных оценок» /6/ . Сравнение предварительных результатов или вариантов решения производиться относительно n – характеристик системы, важных с точки зрения цели проектирования, путём сравнения определённых значения соответствующих показателей качества qi.
При выборе будем учитывать следующие условия:
– Продолжительный режим работы установки;
– Ударная нагрузка;
– Соответствие двигателя найденному эквивалентному моменту;
– Значительная мощность привода.
Принципиальные варианты решений следующие:
а) АД с частотным управлением;
б) система Г-Д;
в) ДПТ – УВ;
г) каскадная система.
Оценку системы будем проводить по следующим характеристикам:
–масса;
–надёжность;
–расход энергии за цикл;
–габариты;
–к.п.д. системы;
–стоимость;
– эксплуатационная стоимость;
– ремонтопригодность
– перспективность
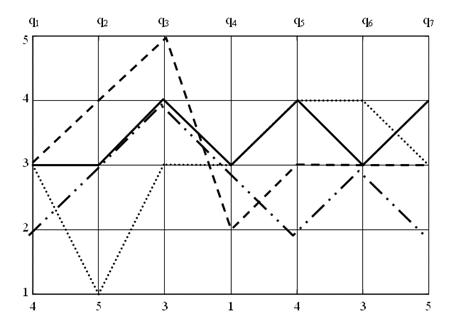
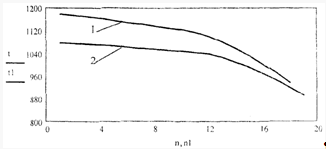
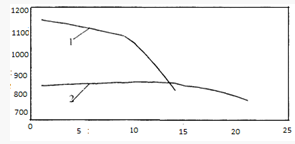
Рисунок 5 - Оценочная диаграмма
Выбор наилучшего решения производится определением взвешенной суммы (лучший вариант имеет большую сумму) :
![]() (3.1)
(3.1)
где ![]() − суммарная оценка;
− суммарная оценка;
![]() − весовой коэффициент;
− весовой коэффициент;
![]() − показателей качества.
− показателей качества.
Показатели качества ![]() служат для количественной характеристики степени выполнения требований задания на проектирование ЭП, а также других требований рабочей машины (технологические, эксплуатационные и т.д.) и определяется например, следующим образом:
служат для количественной характеристики степени выполнения требований задания на проектирование ЭП, а также других требований рабочей машины (технологические, эксплуатационные и т.д.) и определяется например, следующим образом:
![]() 5 – требования к i-ой характеристике системы выполнены очень хорошо;
5 – требования к i-ой характеристике системы выполнены очень хорошо;
qi= 4 -требования к i-ой характеристике системы выполнены хорошо;
3 - требования выполнены удовлетворительно;
2 - требования выполнены неудовлетворительно
Определение лучшего варианта решения, зависит от того, являются ли все характеристики системы равноправными или их значимость для достижения цели проектирования различна. Для этого вводиться весовой коэффициент l, который можно определить следующим образом:
![]() 5 – i-я характеристика системы имеет определяющее значение для цели разработки;
5 – i-я характеристика системы имеет определяющее значение для цели разработки;
li= 4 - i-я характеристика системы имеет очень большое, но не определяющее значение;
3 - i-я характеристика системы имеет важное значение;
2 - данную характеристику желательно учесть;
Полученные оценки приведены ниже:
1. S1= 75 (пунктирная линия);
2. S2 = 77 (сплошная линия);
3. S3= 71 (точечная линия);
4. S1= 65 (штрих-пунктирная линия).
Исходя из результатов расчета, выбираем вариант S2, т.е. управляемый выпрямитель - двигатель постоянного тока.
4. Расчет силового электропривода
4.1 Расчет параметров и выбор электродвигателя
Расчет мощности двигателя производят, как правило, по следующим критериям:
- по нагреву;
- по перегрузочной способности;
Расчет мощности двигателя по нагреву должен производится путем определения наибольшей температуры перегрева его изоляции tmax и сравнение ее с допустимой tдоп :
![]() (4.1)
(4.1)
где: τ = Θ - Θохл
Θ – температура нагрева обмоток, ˚С;
Θохл – температура окружающей среды ( по ГОСТ8865-87 принято унифицировать значение, равное 40˚С).
Этот метод для практических расчетов затруднен поскольку возникают определенные сложности построения кривой нагрева двигателя.
Для предварительных расчётов мощности обычно используется метод эквивалентного момента, а проверку двигателя по нагреву осуществляют методом средних потерь или методом эквивалентного тока.
Выражение метода эквивалентного момента:
 ; (4.3)
; (4.3)
Интеграл можно заменить суммой:
 ; (4.4)
; (4.4)
Воспользовавшись рисунком 1.4, запишем выражение для ![]() :
:
 (Н*м)
(Н*м)
Поскольку двигатель работает в длительном режиме с переменной нагрузкой (колебания момента на вагу двигателя более 8% от его среднего значения), мощность двигателя выбираем по формуле
Рн.дв³Мэ *wн. ; (4.6)
![]() Вт
Вт
При расчете эквивалентного момента не учитывалось ухудшение охлаждения двигателя при работе на пониженных скоростях в связи с тем, что двигатели такой мощности оснащаются независимым вентилятором типа «наездник».
Для прокатного стана с мощностью двигателя более 200 кВт можно выбрать двигатели серии: МП,2МП,П,2П,ПП,ПБК,2ПБ.
Исходя из вышесказанного, принимаем двух двигательный привод. Двигатели работают на общий вал, и включены в цепь последовательно для обтекания одним током и, соответственно, для одинаковой загрузки.
Выбираем двигатели постоянного тока МПЭ 450-900 У3. Основные требуемые для расчета данные электродвигателя следующие:
– Номинальная мощность электродвигателя:
![]() Вт;
Вт;
– Номинальное напряжение питания якоря:
– ![]() В;
В;
– Коэффициент перегрузки по току: ![]() ;
;
– Номинальная скорость вращения: ![]() об/мин; тогда соответственно:
об/мин; тогда соответственно:
![]() рад/с.
рад/с.
– Номинальный ток якоря: ![]() А;
А;
– Сопротивления обмотки якоря (все сопротивления даны для температуры 150 С):
![]() Ом;
Ом;
– Сопротивление обмотки дополнительных полюсов:
![]() Ом;
Ом;
– Сопротивление компенсационной обмотки: ![]() Ом;
Ом;
– Сопротивление обмотки возбуждения: ![]() Ом;
Ом;
– Напряжение обмотки возбуждения: ![]() В;
В;
– Количество пар полюсов: ![]() ;
;
– Момент инерции якоря ![]() кг*м2;
кг*м2;
– Падение напряжения на щетках одного двигателя:![]() В;
В;
По перегрузочной способности двигатель подходит.
Похожие работы
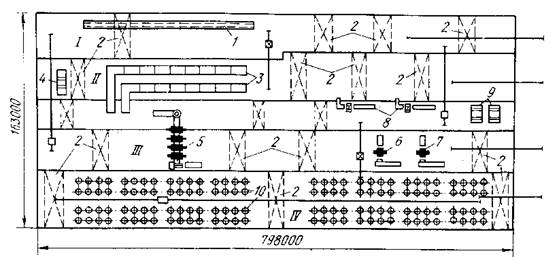
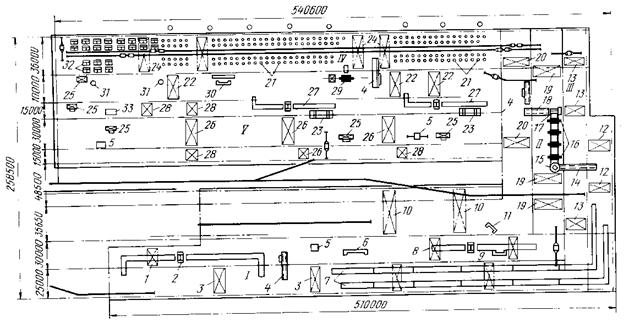
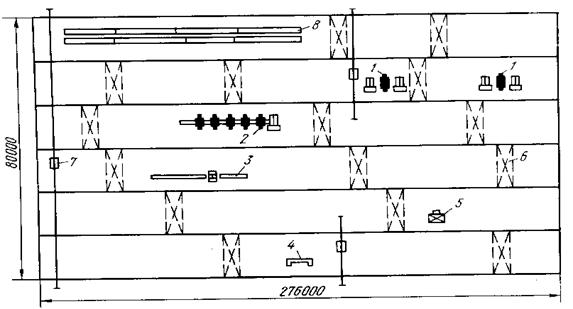
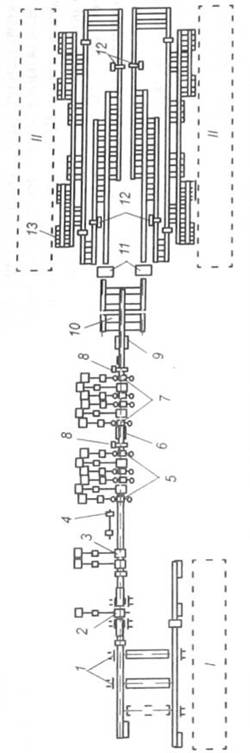
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...
... повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, ...
0 комментариев