Показатели технологичности базирования и закрепления
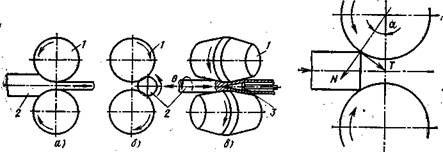
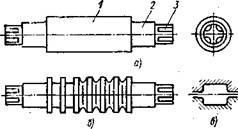
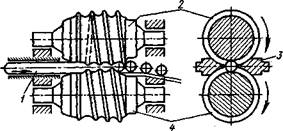
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
Расчёт операционных размеров
Проверка условий точности изготовления детали
Расчёт операционных размеров
Навигация
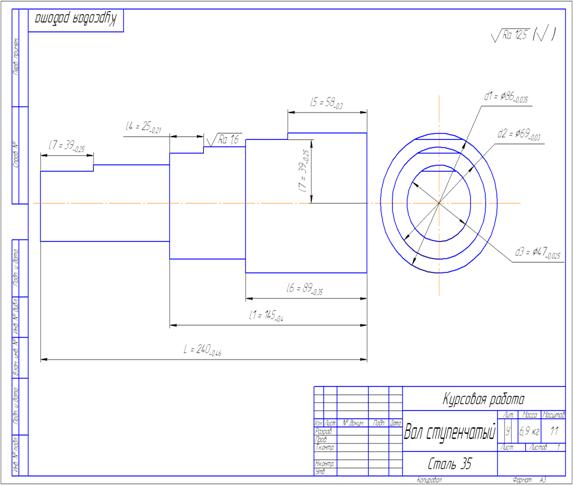
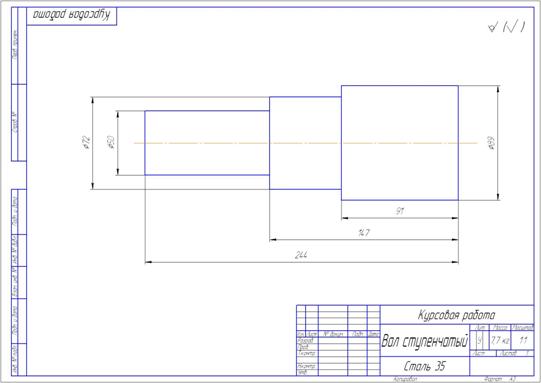
Разработка технологичного процесса изготовления вала ступенчатого
Разработка технологичного процесса изготовления вала ступенчатого
39121
знак
11
таблиц
0
изображений
1. АНАЛИЗ ИСХОДНЫХ ДАННЫХ
1.1 Анализ служебного назначения детали
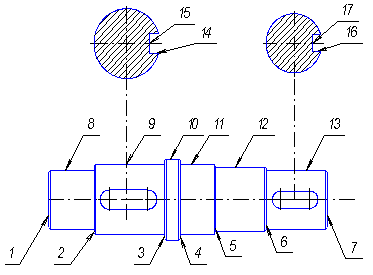
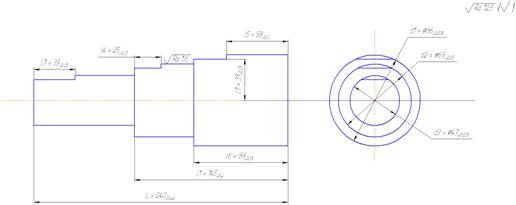
Вал ступенчатый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Данный вал работает в редукторе крана для привода лебедки.
Нагрузки – неравномерные.
Условия смазки - удовлетворительные.
Условия работы – полевые.
1.2 Физико-механические характеристики материала
Деталь изготовлена из стали 45 по ГОСТ 1050-74 и обладает следующими характеристиками
Химический состав:
| Марка стали | С | Si | Mn | Cr | Ni |
| Содержание элементов в % | |||||
| 45 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | ≤0,25 | ≤0,25 |
Такая сталь обладает следующими механическими свойствами:
- временное сопротивление при растяжении увр=598 МПа,
- предел текучести ут=363 МПа,
- относительное удлинение д=16 %,
- ударная вязкость ан=49 Дж/м2,
- среднее значение плотности: ![]()
![]()
- дельная теплопроводность: 680 Вт/(![]() )
)
- коэффициент линейного расширения б=11,649*106 1/Сє
Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для вала требуется более высокая поверхностная твердость, следовательно, после закалки его подвергают отпуску.
1.3 Классификация поверхностей детали
| Вид поверхности | № поверхности |
| Исполнительные поверхности | 14, 16 |
| Основные конструкторские базы | 2, 8, 12 |
| Вспомогательные конструкторские базы | 3, 5, 6, 9, 13, 14, 16 |
| Свободные поверхности | 1, 4, 7, 10, 11, 15, 17 |
1.4 Анализ технологичности детали
| № поверхности | Вид поверхности | JТ | Ra, мкм | ТТ Технические условия |
| 1 | Плоская | h | 12,5 | |
| 2 | Плоская | h7 | 1,25 | |
| 3 | Плоская | h8 | 2,5 | |
| 4 | Плоская | h | 12,5 | |
| 5 | Плоская | h7 | 1,25 | |
| 6 | Плоская | h8 | 2,5 | |
| 7 | Плоская | h | 12,5 | |
| 8 | Цилиндрическая | k6 | 0,63 | |
| 9 | Цилиндрическая | n7 | 1,25 | |
| 10 | Цилиндрическая | h | 12,5 | |
| 11 | Цилиндрическая | h | 12,5 | |
| 12 | Цилиндрическая | k6 | 0,63 | |
| 13 | Цилиндрическая | n7 | 1,25 | |
| 14 | Плоская | N9 | 3,2 | |
| 15, 17 | Плоская | h | 6,3 | |
| 16 | Плоская | N9 | 3,2 |
1.4.1 Качественная оценка технологичности
а) Показатель технологичности заготовки.
Коэффициент обрабатываемости материала резанием Коб=1
б) Простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при её производстве унифицированную заготовку.
в) Габаритные размеры детали и ее использование позволяет использовать рациональные методы получения заготовки, такие как: прокат, штамповка, литье.
г) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно.
д) Обеспечение нужной шероховатости возможно стандартными режимами обработки и унифицированным инструментом.
е) Данная сталь способна легко подвергается ТО.
1.4.2 Показатели технологичности конструкции детали в целом
1. Материал не является дефицитным, стоимость приемлема.
2. Конфигурация детали простая.
а) Конструкционные элементы детали универсальны
б) Размеры и качество поверхности детали имеют оптимальные требования по точности и шероховатости.
в) Конструкция детали обеспечивает возможность использования типовых ТП ее изготовления.
г) Возможность обработки нескольких поверхностей с одного установа имеется:
д) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно. Невозможна обработка на проход.
е) Конструкция обеспечивает высокую жесткость детали.
ж) Технические требования не предусматривают особых методов и средств контроля.
Похожие работы
... средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. Выбор типа производства и формы организации технологического процесса изготовления 2.1 Рассчитаем массу данной детали: q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных – масса данной детали составляет 6,170 кг.; – объем выпуска изделий 1100 дет/год; – режим работы ...
... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...

... и требующая строго поддерживаемого порядка. А также многие другие. В данной курсовой работе рассмотрен технологический процесс обработки изделия – «Вал ступенчатый». Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи, поэтому целесообразно ...
... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
0 комментариев