СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
5.1 Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
При исследовании процесса обжима трубчатых заготовок выполненного в разделе 4 использовалась математическая модель функционирования системы «индуктор-установка-заготовка» для варианта с одновременным разрядом всех конденсаторных батарей. При этом электрическая схема такой системы сводится к варианту одноблочной магнитно-импульсной установки, которая приведена на рис. 2.3.
Упрощенная электрическая схема многоблочной магнитно-импульсной установки имеет следующий вид (рис. 5.1).

Рис 5.1. Упрощенная электрическая схема магнитно-импульсной установки с тремя блоками конденсаторов
На схеме приняты следующие обозначения: Rи, Lи, Rз, Lз – сопротивления и собственные индуктивности индуктора и заготовки, Lиз- взаимная индуктивность индуктора и заготовки.
Буквами «И» и «З» обозначены соответственно контуры индуктора - установки и заготовки, Сi - емкость i –го блока конденсаторов.
В этом случае система дифференциальных уравнений, описывающих электродинамические процессы в системе электрических контуров, на которые разбиваются индуктор и заготовка, имеет вид (5.1):
 (5.1)
(5.1)
где ![]()
![]() .
.
При неодновременном разряде блоков конденсаторных батарей в данную систему уравнений необходимо в каждый момент времени подставлять соответствующую суммарную емкость конденсаторной батареи. Так как при включении очередного блока конденсаторов происходит перераспределение заряда во всей блоках, необходимо скорректировать текущее значение напряжения на конденсаторной батарее, при этом были приняты следующие допущения:
1) все блоки конденсаторов соединены параллельно и включаются в заданные моменты времени;
2) переходные процессы после включения очередного блока являются быстротечными, то есть включение блока конденсаторов приводит лишь к изменению емкости конденсаторной батареи и напряжения на ней.
На основе закона сохранения заряда и этих гипотез получены соотношения для эквивалентной емкости включенных на данный момент блоков конденсаторов и напряжения на них (5.2):

 , (5.2)
, (5.2)
где CQ - емкость одного блока конденсаторов, Q- количество блоков, включенных в данный момент времени t, U0 – начальное напряжение на блоке конденсаторов, ![]() - текущее напряжение на конденсаторной батарее до включения очередного блока конденсаторов,
- текущее напряжение на конденсаторной батарее до включения очередного блока конденсаторов, ![]() - суммарная емкость до включения очередного блока конденсаторных батарей,
- суммарная емкость до включения очередного блока конденсаторных батарей, ![]() - напряжение после включения очередного блока.
- напряжение после включения очередного блока.
5.2 Выбор временного интервала включения блоков конденсаторных батарей
С целью выявления возможностей по интенсификации процессов магнитно-импульсной штамповки на многоблочных магнитно-импульсных установках была проведена серия численных экспериментов по исследованию влияния неодновременного включения блоков конденсаторных батарей. При этом рассматривался процесс обжима трубчатых заготовок из алюминиевого сплава АМг2М диаметром 27 мм, 57 мм, 87 мм и толщиной 1,2 мм одновитковым, четырехвитковым цилиндрическим, индуктором-концентратором.
Рассматривалось пять типов магнитно-импульсных установок основные характеристики, которых приведены в табл.5.1.
Таблица 5.1
Параметры разрядных контуров
| Разрядные контуры | C,мкФ | L, нГн | f, Гц | R, мОм | |
| первый второй третий четвертый пятый | 4480 1120 280 72 12 | 91,7 91,7 114,7 83,17 156,7 | 6243 15923 28035 71500 117000 | 9,6 9,6 23 34 115 |
Принималось, что каждая установка состоит их трех блоков конденсаторных батарей одинаковой энергоемкостью, которые могут разряжаться в различные моменты времени.
Напряжения заряда установок были выбраны таким образом, чтобы при одновременном разряде конденсаторных батарей заготовка деформировалась до постоянной степени деформации (8%).
Рассмотрим подробно анализ подключения конденсаторных батарей при обжиме одновитковым индуктором заготовки диаметром 27мм на установке с параметрами второго разрядного контура.
В начале рассматривался вариант, когда все конденсаторные батареи включались одновременно. Характерные графики силы тока, скорости и ускорения заготовки представлены на рис.5.2.
|
|
|
|
| а | б | в |



Рис.5.2. Зависимости силы тока (а), скорости (б) и ускорения (в) заготовки от времени при обжиме одновитковым индуктором заготовки диаметром 27мм на установке с параметрами второго разрядного контура
На втором этапе рассматривался вариант подключения одновременно двух блоков конденсаторных батарей через промежуток времени равный 20мкс (момент времени соответствующий максимуму скорости при одновременном разряде трех блоков конденсаторов) после начала разряда первого блока, при этом деформация составила 6,6%. На третьем этапе рассматривался вариант подключения одновременно двух блоков конденсаторных батарей через промежуток времени равный 10 мкс (момент времени соответствующий максимуму ускорения при одновременном разряде трех блоков конденсаторов) после начала разряда первого блока, при этом деформация составила 9,7%. На четвертом этапе рассматривалось одновременное включение двух блоков конденсатора в момент времени равный 5 мкс, после разряда первого блока. В этом случае деформация составила 9,8 %. На пятом этапе рассматривался вариант, когда первый конденсатор включали в начальный момент времени, второй в момент времени равный 5 мкс, а третий в момент времени равный 10 мкс деформация составила 11,3 %. На шестом этапе рассматривался вариант, когда первый конденсатор включали в начальный момент времени, а второй во время, равное времени равный 7,5 мкс, третий в момент времени, равный 10мкс деформация составила 10,7 %.
Остальные варианты подключения блоков конденсаторных батарей показали меньшие значения относительной деформации по сравнению с вариантом, когда первый конденсатор включали в начальный момент времени, второй в момент времени равный 5 мкс, а третий в момент времени равный 10мкс. Полученные результаты расчетов на установках со всеми разрядными контурами приведены в табл. 5.2.
Для объяснения полученного результата рассмотрим кривые тока и ускорения, которые реализуются при включении одного, двух, трех конденсаторных батарей в моменты времени соответствующие наилучшему варианту порядка включения, которые приведены на рис 5.3 - 5.5.
|
|
|
| а | б |
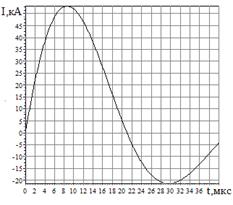

Рис.5.3. Зависимость силы тока (а) и ускорения заготовки (б) во времени при обжиме одновитковым индуктором заготовки диаметром 27мм на установке с параметрами второго разрядного контура при включении одного конденсаторного блока
Таблица 5.2.
Варианты включения батареи конденсаторов при обжиме заготовки диаметром 27мм одновитковым индуктором
| Характеристики магнитно-импульсных установок | ||||||||||
| № блока Конденсаторных батарей | U=0,83кВ; f=6243Гц | U=1,33кВ; f=15923Гц | U=3,64кВ; f=28035Гц | U=8кВ; f=71500Гц | U=33кВ; f=117000Гц | |||||
| Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов- ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | |
| 1 2 3 | 0 36 36 | 6,4 | 0 20 20 | 6,6 | 0 12 12 | 5,9 | 0 8 8 | 5,4 | 0 4 4 | 4,5 |
| 1 2 3 | 0 18 18 | 8,3 | 0 10 10 | 9,7 | 0 6 6 | 8,7 | 0 4 4 | 6,4 | 0 3 3 | 4,8 |
| 1 2 3 | 0 9 9 | 9,4 | 0 5 5 | 9,8 | 0 3 3 | 9,4 | 0 2 2 | 8.3 | 0 2 2 | 6 |
| 1 2 3 | 0 9 18 | 10 | 0 5 10 | 11,3 | 0 3 6 | 10,2 | 0 2 4 | 9,7 | 0 1 2 | 8,3 |
| 1 2 3 | 0 13,5 18 | 9,8 | 0 7,5 10 | 10,7 | 0 4,5 6 | 10 | 0 6 8 | 4,8 | 0 3 4 | 4,6 |
|
|
|
| а | б |


Рис. 5.4. Зависимость силы тока (а) и ускорения заготовки (б) во времени при обжиме одновитковым индуктором заготовки диаметром 27мм на установке с параметрами второго разрядного контура при включении первого конденсаторного блока в начальный момент времени, а второго через 5мкс
|
|
|
| а | б |


Рис. 5.5. Зависимость силы тока (а) и ускорения заготовки (б) во времени при обжиме одновитковым индуктором заготовки диаметром 27мм на установке с параметрами второго разрядного контура при включении первого конденсаторного блока в начальный момент времени, второго через 5мкс, третьего через 10мкс
Из (рис. 5.3) следует, что максимум ускорения после включения одного блока конденсаторов реализуется как раз в момент соответствующий 5мкс. Если в этот момент времени подключить второй блок конденсаторов, то максимальное ускорение в этом случае будет соответствовать моменту времени 10мкс (рис. 5.4). Поэтому включение третьего блока конденсаторов в этот момент времени приводит к наилучшему результату (рис. 5.5).
Таким образом, очевидно, что для достижения наилучшего результата необходимо производить очередное подключение конденсаторных батарей в момент времени, когда ускорение достигает максимального значения. Полученный результат подтверждается результатами расчетов для всех типов индукторов и разрядных контуров, которые приведены в табл. 5.3 - 5.5 .
Незначительное отклонение, возникающее при обжиме на высокочастотных установках, можно отнести к малым значениям промежутков времени, требующихся на включение очередного блока конденсаторов.
Следует отметить, что неодновременное включение блоков конденсаторов приводит к уменьшению частоты разрядного тока, что очевидно и способствует увеличению степени деформации заготовок.
Для всех типов установок и индукторов толщина заготовки не оказывает влияние на порядок включения блоков конденсаторных батарей для достижения максимальной эффективности процесса обжима.
Полученный результат свидетельствует о том, что управляя очерёдностью разряда блоков конденсаторов можно значительно повысить эффективность процессов магнитно-импульсной штамповки.
Таблица 5.3.
Наилучшие варианты включения батареи конденсаторов при обжиме заготовки диаметром 57 мм и 87 мм одновитковым индуктором
| Диа- метр заго- тов- ки, мм | № блока конд-х бата- рей | Установка с параметрами первого разрядного контура | Установка с параметрами второго разрядного контура | Установка с параметрами третьего разрядного контура | Установка с параметрами четвертого разрядного контура | Установка с параметрами пятого разрядного контура | |||||
| Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов- ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | ||
| 57 | 1 2 3 | 0 10 20 | 10,5 | 0 6 12 | 10,9 | 0 4 8 | 10,2 | 0 2 4 | 9,4 | 0 1 2 | 8,3 |
| 87 | 1 2 3 | 0 12 24 | 10 | 0 7 14 | 11 | 0 4 8 | 10,7 | 0 2 4 | 10 | 0 1 2 | 8,7 |
Таблица 5.4.
Наилучшие варианты включения батареи конденсаторов при обжиме заготовки диаметром 27 мм ,57 мм и 87 мм четырехвитковым цилиндрическим индуктором
| Диа- метр заго- тов- ки, мм | № блока конд-х бата- рей | Установка с параметрами 1-го разрядного контура | Установка с параметрами 2-го разрядного контура | Установка с параметрами 3-го разрядного контура | Установка с параметрами 4-го разрядного контура | Установка с параметрами 5-го разрядного контура | |||||
| Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов- ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | ||
| 27 | 1 2 3 | 0 13 26 | 10,2 | 0 8 16 | 10 | 0 4,5 9 | 9,8 | 0 3 6 | 9,4 | 0 1 2 | 8,7 |
| 57 | 1 2 3 | 0 16 32 | 10,7 | 0 10 20 | 10,54 | 0 6 12 | 10,2 | 0 3 6 | 10,2 | 0 1 2 | 9,3 |
| 87 | 1 2 3 | 0 20 40 | 14,3 | 0 13 26 | 11,4 | 0 7 14 | 11,3 | 0 4 8 | 10,5 | 0 2 4 | 9,3 |
Таблица 5.5.
Наилучшие варианты включения батареи конденсаторов при обжиме заготовки диаметром 27 мм, 57 мм и 87 мм индуктором -концентратором
| Диа- метр заго- тов- ки, мм | № блока конд-х бата- рей | Установка с параметрами 1-го разрядного контура | Установка с параметрами 2-го разрядного контура | Установка с параметрами 3-го разрядного контура | Установка с параметрами 4-го разрядного контура | Установка с параметрами 5-го разрядного контура | |||||
| Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов- ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | Время включ. блоков конд-х батарей, мкс | Дефор- мация заготов-ки,% | ||
| 27 | 1 2 3 | 0 15 30 | 11,36 | 0 13,5 18 | 11,15 | 0 7,5 10 | 10,4 | 0 4 4 | 9,7 | 0 1 2 | 9 |
| 57 | 1 2 3 | 0 20 40 | 11,3 | 0 13 26 | 10,9 | 0 7 14 | 10,75 | 0 4 8 | 10,7 | 0 2 3 | 9,9 |
| 87 | 1 2 3 | 0 25 50 | 12,4 | 0 15 30 | 11,8 | 0 8 16 | 10,8 | 0 4 8 | 10,8 | 0 2 4 | 10,3 |
Похожие работы
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев