Навигация
Способы изготовления стальных отливок
38519
знаков
0
таблиц
0
изображений
3. Способы изготовления стальных отливок
Жидкая сталь может быть использована:
− для получения фасонных штучных отливок любых габаритов и массы как в единичном, крупносерийном так и массовом производстве
− для заливки в изложницы с целью дальнейшей обработки получено слитка давлением (прокатка, ковка) и как завершающая стадия этого процесса – получение сортового проката.
− для непрерывной разливки на специальном оборудовании с целью получения сортового проката минуя стадии получения слитка, его охлаждение, дополнительный нагрев и последующую обработку давлением.
3.1 Получение штучных фасонных отливок
Эти отливки являются заготовками деталей любой машиностроительной отрасли. Приблизительно 23% по объему всего выпускаемого сталелитейной промышленностью ассортимента составляют фасонные отливки с выходом годного металла немногим более 60%. Для получения стальных фасонных отливок из углеродистой стали используются в основном литейные стали марок 15Л, 20Л, 25Л, 30Л, 35Л, 40Л, 45Л, 50Л и 55Л. В пределах одной и той же группы сложности и массы отливки могут быть изготовлены различными способами.
К основным способам изготовления отливок относятся:
А. Обычный способ литья: − литье в разовые сырые и сухие песчаные формы вне зависимости от способа формовки.
Б. Специальные способы литья:
− в металлические формы (кокили),
− литье в оболочковые формы,
− литье по выплавляемым моделям,
− центробежное литье.
Способ изготовления отливки выбирается с учетом последующей механической обработки готовой отливки, на основе сравнительного технико – экономического анализа.
Самый простой способ, известный с древнейших времен – изготовление формы в почве (на плацу). Форма в почве открытая применяется при единичном (индивидуальном) производстве. Более ответственные отливки и с повышенной весовой характеристикой получают при формовке различными способами: нижняя часть отливки в почве, верхняя – в опоке. В этом случае заливка жидкого металла производится через питатель.
Отливки могут быть получены при формовке модели в двух опоках, как одинаковых по высоте, так и разновысоких. Процесс формовки осуществляется вручную, а заливка жидкой стали производится через питатель и литниковую систему. В форме, при необходимости, могут быть расположены прибыли.
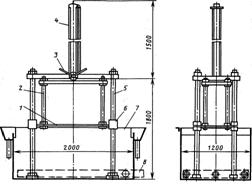
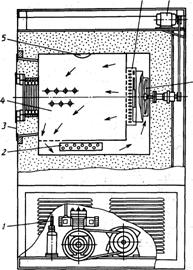
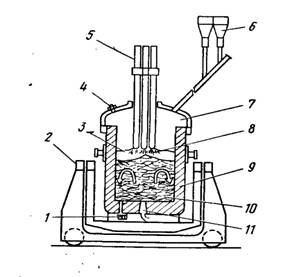
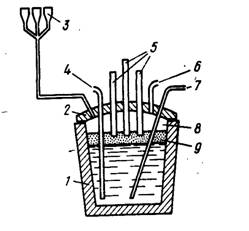
При машинной формовке формы изготавливаются за редким исключением в двух опоках. Этот способ применяется в серийном и массовом производствах. При использовании форм, представленных на рис. 4. заливка жидкой стали производится в сырую форму, а при использовании форм, представленных на рис. 5, заливка жидкой стали производится в сухую форму или форму с поверхностной подсушкой.
Весовые группы отливок для данного способа заливки способ формовки не ограничены.
Кроме обычных способов получения стальных отливок методом литья в разовые песчаные формы достаточно широко распространены специальные способы литья.
Литье в металлические формы (кокили), Эти формы многократного использования, изготовлены из стали или чугуна. Применяются формы с горизонтальной, вертикальной и комбинированной плоскостью разъема. По плоскости разъема изготавливают полость конфигурации отливки и литниковой системы. Для получения внутренних полостей в отливке применяют песчаные стержни.
Заливка жидкой стали в кокиль производится через питатель, после затвердевания отливки выбивают.
Применяется литье в кокиль для получения стальных отливок, при этом номенклатура отливок очень разнообразна.
Литье в оболочковые формы применяется преимущественно с целью сокращения большого объема механической обработки отливки и изготовления отливок 4…6 квалитетов точности, а также тогда, когда способ получения отливки по выплавляемым моделям экономически не оправдан.
Заливка жидкой стали, чаще всего, осуществляется сифонным способом.
Литье в оболочковые формы применяется в серийном и массовом производстве.
Литье по выплавляемым моделям применяется для сокращения большого объема механической обработки, вплоть до полного ее исключения, главным образом тогда, когда стальное литье трудно поддается резанию.
Применяется в серийном и массовом производстве.
Центробежное литье применяется главным образом для обеспечения высокой плотности материала отливки и исключения центровых стержней.
Получение стальных отливок методом центробежного литья производится на специальных машинах с горизонтальной, вертикальной или наклонной осью вращения отливки.
Заливка стали во вращающуюся форму производится по специальному открытому лотку непосредственно из ковша. Стержни для получения внутренней полости отливки не нужны.
Проводя анализ способов получения отливок можно сказать, что разливка жидкой стали в формы в единичном или мелкосерийном производстве производится без применения средств автоматизации непосредственно из ковша в питатель формы.
В условиях серийного и массового производства применяется метод разливки жидкой стали в разовые в основном сырые песчаные формы, изготавливаемые в двух равновысоких опоках методом машинной формовки с давлением допрессовки 20 – 30 МПа. Такой способ получения форм является предпосылкой для создания механизированного или автоматизированного участка заливки форм жидкой сталью, т. к. такие формы в опоках допускают их транспортировку.
Ускорение темпа изготовления форм в потоке (12 с. и менее) в условиях массового и крупносерийного производства делает необходимой автоматическую заливку жидкой стали. Промышленностью (как отечественной так и зарубежной) выпускаются установки для автоматической разливки жидкой стали – это установки с применением магнитного насоса, дозирующего разливочного ковша с индукционным подогревом, промежуточного стопорного барабанного ковша с дозированием массы металла и др. Для механизированной или автоматизированной разливки жидкой стали используют электрофицированные тележки типа ТМЛ – 100 и ТМЛ – 200, выпускаемые отечественной промышленностью. Эти тележки снабжены кабиной оператора и одновременно имеют возможность дистанционного управления передвижением и манипуляциями ковша (подъем, опускание, поворот и т.п.). Тележка перемещается по монорельсовому пути.
При использовании метода разливки жидкой стали непосредственно из ковша в форму необходимо соблюдать время отбора жидкой углеродистой стали из ковшей, которое рекомендуется принимать по приведенным материалам:
Емкость ковша, т 4 6 – 8 16
Время отбора, мин 12 17 23
Похожие работы
... виды этого процесса: отжиг, закалка, отпуск, а также есть химико-термическая и термомеханическая обработка. В данном реферате будут рассмотрены, основные виды термической обработки стали. Выбор темы Тема «Основные виды термической обработки стали» была выбрана, потому, что термообработка сталей применяется очень давно, является интересной, ёмкой и наиболее практичной (можно, что-то ...
... дополнительное охлаждение детали в области отрицательных температур, до температуры ниже т. Мк (- 80oС). Обычно для этого используют сухой лед. Такая обработка называется обработкой стали холодом. Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом обычно составляет 1…4 HRC. Обработке холодом ...

... тех же структур эвтектоидной стали в зависимости от содержания углерода, однако характер изменения свойств структур от перлита до мартенсита тот же, что и у эвтектоидной стали. Изучив вопросы теории термической обработки стали, познакомимся с ее видами: отжигом и нормализацией, закалкой и отпуском. 2. Отжиг и нормализация. После отливки, прокатки и ковки стальные заготовки охлаждаются ...
... электродуговой нагрев. Установка доводки стали в ковше с нагревом металла появилась более 40 лет назад и получила название печь-ковш. В данной работе будут рассмотрены устройство и назначение агрегата внепечной обработки стали типа печь-ковш. 1. Устройство агрегата печь-ковш Типичная конструкция установки LF (печь-ковш) показана на рисунке 1. В ковше наводится рафинировочный шлак, и в ...
0 комментариев