Навигация
Обоснование эффективности патентного изобретения "Усовершенствование режущих пластин для токарных резцов"
25999
знаков
11
таблиц
0
изображений
Содержание:
Работа №1. Исследование уровня техники
1. Обоснование необходимости проведения патентных исследований
2. Описание объекта
3. Цель исследования
4. Регламент поиска
Определение ИТР
Определение рубрики МКИ и индекса УДК
Установление ретроспективности (глубины) поиска
Выбор стан проверки
Определение источников информации
5. Патентный поиск
Отбор документации, имеющей отношение к ИТР
Анализ сущности отобранных ТР
6. Анализ результатов поиска
Определение показателей положительного эффекта
Сопоставительный анализ преимуществ и недостатков ИТР и аналогов
7. Описание усовершенствованного объекта
Работа №2. Исследование патентной чистоты усовершенствованного объекта
1. Обоснование необходимости проведения патентных исследований
2. Цель исследования
3. Регламент поиска
Определение ИТР
Установление ретроспективности поиска
Выбор стран проверки
Определение источников информации
4. Патентный поиск
5. Анализ результатов поиска
Выбор пунктов формулы изобретения для анализа
Выявление существенных признаков ИТР и аналогов
Сопоставительный анализ признаков ИТР и аналогов
Выводы
Работа №3. Исследование патентоспособности технического решения.
1. Обоснование необходимости проведения патентных исследований
2. Цель исследования
3. Регламент поиска
Определение ИТР
Выбор стран проверки
Установление глубины поиска
Определение источников информации
4. Патентный поиск
5. Анализ результатов поиска
6. Выводы
Приложения
Заявление
Описание изобретения
Работа №1. Исследование уровня вида техники
1. Обоснование необходимости проведения патентных исследований
Одним из путей совершенствования токарной операции является совершенствование режущего инструмента. На данной операции применяется борштанга с креплением резцов, ГОСТ 20872-80. Усовершенствовать борштангу можно путем использования прогрессивных технических решений (ТР), созданных в последнее время. Выявить прогрессивные ТР, которые могут лечь в основу конструкции усовершенствованного резца можно в результате патентного исследования уровня вида техники «Борштанги».
2. Описание объекта (Борштанга)
Резец предназначен для обтачивания первичного вала КПП автомобиля «Жигули». Резец может применяться для токарной обработки поверхностей вращения.
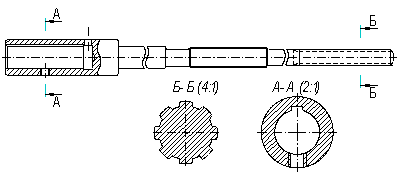
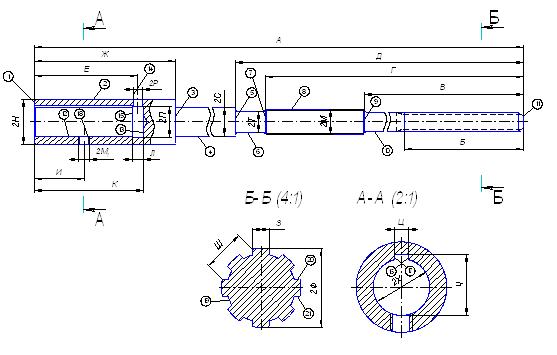
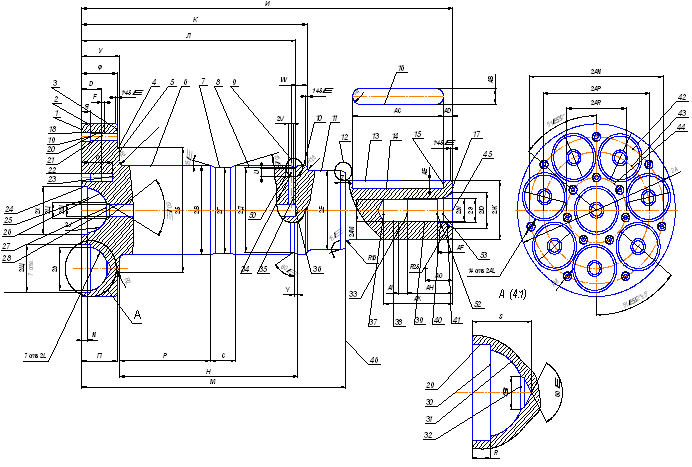
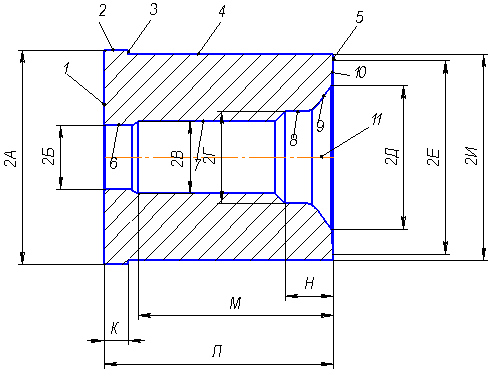
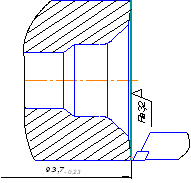
Резец, рис. 1, содержит державку 1 из конструкционной стали с опорной площадкой 2 и уступом 3. В отверстие 4 державки запрессован штифт 5, на который одета режущая пластина б с центральным отверстием 7. В клинообразном пазу, образуемом уступом 3 и режущей пластиной 6, находится клин 8 с отверстием 9, в которое вставлен зажимной винт 10. Державка 1 содержит резьбовое отверстие И, в которое завернут зажимной винт 10. Передняя поверхность 12 режущей пластины 6 имеет стружкозавивающую канавку I3, параллельную режущей кромке 14.
Резец работает следующим образом. Для закрепления режущей пластины 6 в рабочем положении завертывают зажимной винт 10, в результате чего клин 8 прижимает режущую пластину б стенкой отверстия 7 к штифту 5. Обрабатываемой заготовке сообщают вращательное движение, а резцу - поступательное перемещение параллельно оси вращения. В результате режущая кромка 14 снимает с заготовки слой материала в виде стружки, которая сходит по передней поверхности 12, завиваясь в стружкозавивающей канавке 13 в спираль. При затуплении режущей кромки вывертывают зажимной винт 10, ослабляют клин 8 и, повернув или заменив режущую пластину б, вновь приводят резец в работоспособное состояние.
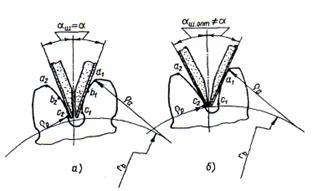
Недостатком резца является неудовлетворительный отвод стружки из зоны резания вследствие неоптимальной формы передней поверхности
3. Цель исследования
Целью исследования является обеспечение стружкоотвода из зоны резания путем оптимизации формы передней поверхности резцов борштанги.
4. Регламент поиска
Задача этапа - определить перечень исследуемых ТР (ИГР), их классификационных индексов, минимальные ретроспективность и широту патентного поиска, а также перечень источников информации, обеспечивающие достаточную полноту и достоверность исследования.
Определение ИТР
Резцы борштанги содержат следующие ТР: а) резец, общая компоновка; б) режущая пластина; в) материал режущей части; г) токарная обработка - техпроцесс, положенный в основу работы; д) способ изготовления резца;
Для достижения цели исследования - обеспечения стружкоотвода путем оптимизации формы передней поверхности будем исследовать ТР «Борштанга».
Определение рубрики МКИ и индекса УДК
Для определения рубрики международной классификации изобретений (МКИ) ИТР определяем ключевое слово «Борштанга». По алфавитно-предметному указателю, т.2, определяем предполагаемую рубрику МКИ: В23В29/02 Борштанги токарных станков.
Индекс Универсальной десятичной классификации (УДК) определяем по Указателю к УДК:
621.9 Обработка резанием
621.9.02 Режущие инструменты
621.9.941 Токарная обработка
Установление ретроспективности (глубины) поиска
Предполагая, что прогрессивные ТР были созданы последнее десятилетие, устанавливаем глубину поиска 5лет (1987-1992).
Выбор стран проверки
Исследования проводим в отношении ведущих стран в области машиностроения - РФ (СССР), Великобритании, Германии, США, Франции и Японии, Учитывая учебный характер исследований, согласно заданию в качестве стран проверки принимаем РФ (СССР), Германию и Японию.
Определение источников информации
В качестве источников информации принимаем следующую патентную документацию:
описания изобретений к авторским свидетельствам и патентам;
бюллетень изобретений РФ;
реферативный сборник ВНИИПИ «Изобретения стран мира»;
реферативный журнал ВИНИТИ 14А - «Резание металлов. Станки и инструменты» (14 «Технология машиностроения);
книги и работы в области токарной обработки, обработки резанием, режущего инструмента.
Данные п.п. 4.1-4.5 заносим в табл.1 «Регламент поиска», п.1).
Похожие работы
... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
0 комментариев