Навигация
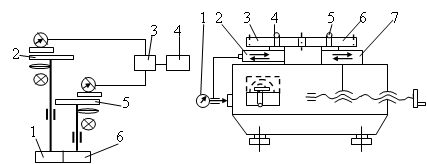
Методы бесконтактного контроля параметров вала
17353
знака
1
таблица
2
изображения
Тольяттинский государственный университет
Кафедра: Технология Машиностроения
Научно-исследовательская работа
на тему:
«Методы бесконтактного контроля параметров вала»
Студент: Константинова Е.Е.
Группа: ТМ – 502
Руководитель: Расторгуев Д.А.
Преподаватель: Бобровский А. В.
Тольятти 2006.
Введение
Современное машиностроение характерно, с одной стороны беспрерывным увеличением разнообразия машин по функциональному назначению, с другой, стремлением к повышению их надежности работы. Первая часть тенденции сопровождается увеличением мощностей, быстродействия и других характеристик, вторая обязана их поддерживать, но на более высоком уровне.
Решение этих задач возможно конструкторскими и технологическими методами. Технологические методы таят в себе огромные резервы повышения качества машин. Это, прежде всего, технологические методы повышения точности изготовления. Японские исследователи выявили тенденцию развития мирового машиностроения за последние 50 лет: повышение относительной точности на порядок каждые 20 лет!
Из теории размерных цепей вытекают три направления повышения точности. Наиболее разработанным и употребляемым в мировой практике является первое из них: повышение точности составляющих звеньев цепи. Однако его область ограничена экономическими соображениями, т.к. ведет к удорожанию продукции. Второе направление связано с отысканием принципиально иной структуры технологического метода и системы и ждет своего решения и развития. Третье направление связано с изменением передаточного отношения передачи погрешности. Возможно в осуществлении лишь при другом характере производства, других передачах и энергиях. Другими словами, представляет собой пока неясную гипотезу.
Таким образом, пока наиболее перспективно второе направление, развитию которого в основном и посвящена данная работа.
Весь окружающий человека мир и процессы развиваются по периодическим законам. Солнце, планеты, Земля имеют относительно постоянную частоту вращения. Отсюда четкая периодичность смены суток и времен года. Атомы и молекулы материального мира имеют определенную частоту собственных колебаний. Эти природные периодические процессы не зависят от человека.
В искусственном мире, созданном человеком, используются также в основном периодические процессы и закономерности. Используется электрический переменный ток постоянной частоты, например, 50 с1. Электродвигатели вращаются с примерно постоянной частотой, например, 740, 1500, 3000 с"1. Валы машин, шпиндели станков вращаются также в большинстве случаев с постоянной угловой скоростью.
Процессы, происходящие в технологической системе при металлообработке на станках, в основе своей периодичны. Это вытекает из указанном выше постоянстве частот вращения электродвигателей, передаточных механизмов, шпинделей. Кроме того, каждая деталь станка имеет вполне определенную частоту собственных колебаний, практически не изменяющуюся при смене условий технологической операции. Все это справедливо и для технологических систем с главным поступательным движением. Здесь, например, галопирование узлов происходит с определенной частотой.
Технологические процессы и системы имеют геометрическую, кинематическую, динамическую и другие анизотропии. Геометрическая анизотропия в виде периодичности характерна для большинства лезвийных инструментов. Тоже можно сказать о некоторых изготавливаемых деталях (зубчатые колеса, шлицевые валы др.). Это неизбежно приводит к первичной кинематической, а также динамической и вторичной кинематической анизотропности операции.
Развитие и влияние названных анизотропностей еще недостаточно изучено, в частности, на формирование поверхностного слоя детали.
Ее секрет, что неизвестно в данный момент, принято считать случайным. Но со временем многие неизвестные законы становятся известными и их уже нельзя назвать случайными. Тоже относится и к наложению друг на друга периодических процессов. Пока чаще характер этого наложения принимают за случайный.
Работа является продолжением и развитием монографии. При этом постоянная и переменная составляющие периодической погрешности обработки (ППО) рассмотрены в логическом единстве, но часто - при разной природе. За главный методический ключ отыскания путей уменьшения ППО принят поиск оптимальных фаз относительного расположения периодических анизотропностей при возможном уменьшении степени их интенсивности.
1. Описание ситуации
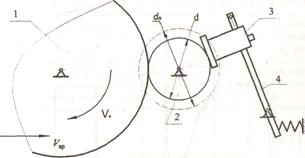
Высокая эффективность технологических процессов, в том числе обработки резанием, достигается при максимальном использовании возможностей оборудования, в частности металлорежущих станков. В связи с этим очень важно обеспечить максимальную виброустойчивость станков, что позволит повысить качество и производительность обработки.
В настоящее время особенно актуальна задача обеспечения динамической устойчивости процессов обработки резанием с учетом податливости заготовки, поскольку условия устойчивого резания варьируются в рабочем пространстве станка. Изложенное ниже основано на положениях различных работ, в частности на идее о замкнутости динамической системы станка.
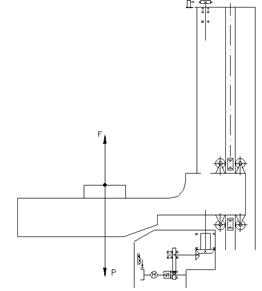
При обработке нежестких заготовок их динамическая податливость зависит от частоты вращения шпинделя и от положения инструмента в рабочем пространстве станка, что существенно влияет на устойчивость процесса резания, Это особенно важно для станков с ЧПУ и станков-автоматов с точки зрения выбора режимов резания, обеспечивающих наивысшую производительность и вместе с тем — требуемое качество обработанной поверхности.
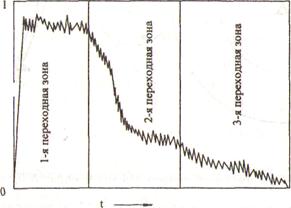
Основными видами колебаний при резании являются вынужденные колебания и автоколебания. Причина вынужденных колебаний — наличие возмущающей, т. е. центробежной силы из-за неуравновешенности заготовки и вращающихся звеньев привода станка. Это низкочастотные колебания с частотой менее 30 Гц. Уровень вынужденных колебаний можно свести до минимума (вибрационного шума) за счет балансировки вращающихся звеньев привода станка. Таким образом, вынужденные колебания при токарной обработке можно считать второстепенными, амплитуда которых мала.
Значительно более опасными являются резонансные режимы, наступающие при совпадении частоты собственных колебаний заготовки с частотой колебаний других звеньев технологической системы. Резонансные режимы при точении нежестких валов могут наблюдаться при L/D= 20 и D > 50 мм (D, L - диаметр и длина заготовки соответственно). В этом случае возможно совпадение частоты собственных колебаний заготовки с частотой собственных колебаний резцедержателя в направлении оси Y. Для токарных станков средних размеров эта частота составляет 60—90 Гц. Для исключения резонансных режимов необходима частотная отстройка. Автоколебания относятся к главным составляющим колебаний технологической системы, амплитуды которых значительны. Автоколебания происходят при отсутствии возмущающей силы с частотой собственных колебаний заготовки.
На основании всего вышеизложенного мы можем сделать вывод о необходимости проведения научных исследований для повышения виброустойчивости станков.
Похожие работы
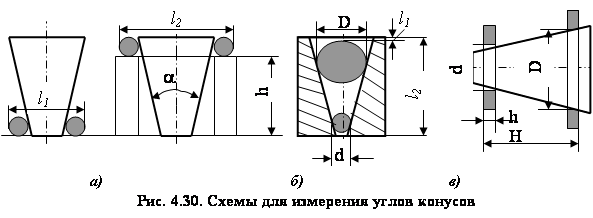
... угла от эталонов к образцовым и рабочим угловым мерам, поверки и градуировки угломерных приборов и специальных угловых мер (шаблонов), а также для непосредственного измерения угловых изделий. По ГОСТу 2875 - 88 "Меры плоского угла призматические. Общие технические условия" предусмотрено пять типов угловых мер (рис. 4.20): меры типа 1 выполнены со срезанной вершиной угла и имеют малые (до 9о) ...
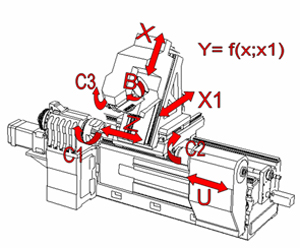
... суппорта, наибольшее перемещение суппорта, шаг нарезаемой резьбы. Для токарной операции выбираем токарно-фрезерный обрабатывающий центр с ЧПУ мод. 1730Ф6, предназначенный для комплексной обработки деталей типа тел вращения На станке возможно выполнение следующих операций: - наружного точения цилиндрических и фасонных поверхностей; - растачивания, сверления, развертывание отверстий соосных ...
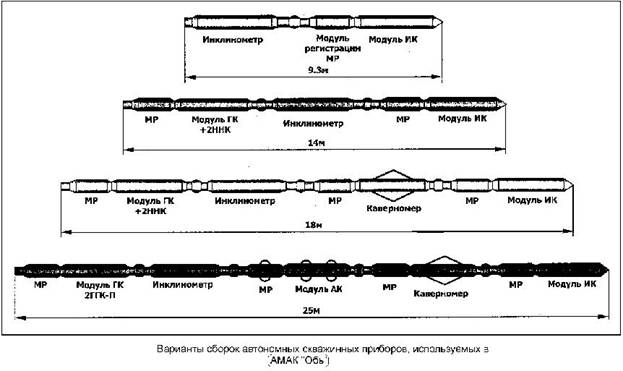




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...

... генерального директора — главный инженер ОАО «Научно-исследовательский институт технологии, контроля и диагностики железнодорожного транспорта», кандидат технических наук В.Л. ЛАЗАРЕВ, главный конструктор Проектно-конструкторского бюро локомотивного хозяйства ОАО «РЖД» Н.Ю. ИЛЬЮЩЕНКОВА, начальник сектора неразрушающего контроля Проектно-конструкторского бюро вагонного хозяйства ОАО «РЖД» На ...
0 комментариев