Навигация
Классификация элементов машины
15740
знаков
0
таблиц
0
изображений
2. Классификация элементов машины
Классификацию элементов машины удобнее начинать с классификации форм неделимых элементов – типовых поверхностей деталей, так как мощность их множества существенно ниже мощности множества самих деталей, а тем более множества сборочных единиц. Цель классификации – свести многообразие форм поверхностей к сочетанию ограниченного числа элементов и признаков. Наиболее экономной является система классификации с иерархическим подчинением признаков, когда каждый признак нижней ступени классификации конкретизирует признак высшей ступени. При этом действует принцип, согласно которому все члены классификационного деления на каждой его ступени исключают друг друга. Задача классификации существенно упростится, если в основу систематизации положить закономерности формообразования поверхностей.
Большинство поверхностей в деталях машин относится к числу кинематических, т.е. они могут быть получены перемещением некоторой плоской кривой (образующей) по другой, неподвижной в пространстве (направляющей). При этом направляющая и образующая имеет одну общую точку, в которой угол между касательной к образующей и плоскостью, содержащей направляющую, чаще всего является постоянным. В общем случае размеры и форма образующей в процессе движения могут изменяться.
Самая высокая ступень классификации поверхностей – класс, признаком которого является закон движения образующей (т.е. вид направляющей). По этому признаку все поверхности делятся на пять классов:
1) плоские поверхности, направляющей которых является прямая;
2) поверхности вращения, направляющей которых будет окружность;
3) винтовых поверхности, направляющая которых – винтовая линия;
4) зубчатые поверхности, направляющими которых являются периодические кривые разных типов;
5) фасонные поверхности, направляющие которых – алгебраические или трансцендентные кривые.
Подкласс отражает совокупность форм образующих, обладающих некоторым общим признаком, а группа уточняет форму образующей. Следующей ступенью классификации является вид поверхности, который определяет форму границ поверхности по длине или, другими словами, свободу выхода инструмента. В зависимости от расположения поверхности относительно материала детали на последней ступени классификации выделяются два типа поверхностей: наружные и внутренние.
Схема классификационной иерархии поверхностей деталей машин, а также подробные классификационные таблицы форм поверхностей деталей машин приведены в Приложении 2. Эти таблицы показывают, что не все группы поверхностей имеют полный набор видов и не у всех видов поверхностей могут быть реализованы оба типа. Например, окна в классе плоских поверхностей могут быть только закрытыми и внутренними, а направляющие обычно бывают только открытыми. Канавки поверхностей вращения могут быть только полуоткрытыми, а резьбы не могут быть закрытыми.
Для полного описания типовой поверхности необходимо указать еще ее геометрические и механические показатели качества. На чертеже эти показатели задаются размерами с указанием отклонений (размеров, относительного положения и формы), значениями Ra (или Rz) и твердостью.
Размеры многих типовых поверхностей (зубчатых, резьб, Т-образных канавок и т.д.) можно разделить на независимые (или определяющие) и зависимые, значения которых определены значениями независимых размеров. Так, модуль и число зубьев прямозубой шестерни определяют наружный, средний и внутренний диаметры зубчатого венца, высоту и толщину зуба, параметры его эвольвентного профиля.
Кроме того, границы типовых поверхностей «снабжаются» вспомогательными поверхностями: фасками, канавкам для выхода инструмента и (или) галтелями. Размеры этих поверхностей, которые чаще всего выполняют свою функцию только в процессе изготовления детали или машины, также являются зависимыми.
С каждой типовой поверхностью можно связать локальную систему координат с главной осью Zi. Тогда относительное расположение двух типовых поверхностей (i-й и j-й) в детали характеризуется расстоянием между началами их локальных систем координат (О-i и О-j), а также углами между главными локальными осями Zi и Zj. В приложении 3 показаны варианты относительного расположения типовых поверхностей.
Несколько типовых поверхностей детали, выполняющих одну общую функцию или некоторый набор однородных функций, назовем функциональным модулем детали. Функциональные модули детали выполняют функции ориентации (с лишением шести, пяти или четырех степеней свободы) самой детали. Кроме функциональных модулей, функциональных типовых поверхностей и вспомогательных поверхностей, деталь имеет так называемые свободные поверхности, которые выполняют функции объединения функциональных элементов в деталь.
Конструкторско-технологическая классификация деталей машин является задачей намного более сложной, чем классификация их компонентов. Решение этой задачи было начато в 1937 г. А.П. Соколовским и затем продолжено в работах Ф.С. Демьянюка и Е.И. Глущенко. Однако разработать детальный общемашиностроительный классификатор, который мог был служить рабочим документом технологу-машиностроителю, пожалуй, невозможно. Задача становится реальной, если проводить классификацию в пределах отрасли машиностроения, а еще лучше – в пределах предприятия[[2]].
Классификацию деталей следует проводить по следующим четырем признакам:
1) функционально-геометрическому;
2) размерному;
3) точностному;
4) по применяемому материалу.
Геометрическая форма детали предопределяется ее функцией и вместе с габаритными размерами, показателями точности, материалом и его твердостью предопределяет технологию ее изготовления для конкретного типа производства.
В основу иерархической системы конструкторско-технологической классификации конструкторско-технологической классификации (Приложение 4) положены и геометрическая форма, и служебное назначение (функция) детали, тесно связанные между собой. На следующих уровнях классификации форма деталей уточняется. Например, подкласс «валы» делится на группы:
1) ступенчатые валы;
2) шпиндели;
3) валы шестерни;
4) ходовые винты;
5) валы-червяки;
6) кулачковые валы.
Затем, в зависимости от наличия осевого и радиального отверстий, шпоночных пазов, шлицевых поверхностей, резьб и комбинаций указанных функциональных поверхностей, группа ступенчатых валов делится на подгруппы и т.д.
Следует отметить, что в каждой отрасли машиностроения применяется набор деталей оригинальной формы, которые редко или совсем не встречаются в машинах других отраслей (например, станины и шпиндели металлорежущих станков; цилиндры, линотипные матрицы, шпационные клинья и рамы полиграфических машин; иглы и цилиндры трикотажных машин и т.д. С другой стороны, очень многие детали являются универсальными, т.е. применяются в самых разных машинах.
По второму признаку (габаритным размерам) все детали подразделяются на четыре группы: мелкие, средние, крупные и особо крупные. Границы между группами условны и нечетки. В некоторых случаях предпочитают относить деталь к той или иной габаритной группе по ее массе.
По третьему признаку (наиболее высокому квалитету точности, установленному на какой-либо размер детали) все детали также делятся на четыре группы: высокоточные (если максимальная точность линейных размеров соответствует 4-му и 5-му квалитетам), точные (6-й, 7-й квалитеты), средней точности (8…10 квалитеты), неточные (11…14-й квалитеты)[3].
По четвертому признаку (применяемому материалу) детали разделены на семь групп:
1) из сталей конструкционных;
2) из сталей легированных;
3) из чугунов;
4) из алюминиевых сплавов;
5) из медных сплавов;
6) из пластмасс;
7) из прочих материалов.
Механические свойства и обрабатываемость резанием стали существенно изменяются в результате термической обработки. Поэтому в первой и второй группах выделяются следующие подгруппы деталей: 0) из стали в состоянии поставки;
1) из улучшаемой стали;
2) из цементируемой стали;
3) из закаливаемой стали.
Множество деталей становится системой (функциональной единицей и (или) машиной), когда между ними с помощью различных соединений устанавливаются размерные связи.
ЗАКЛЮЧЕНИЕ
Машина – это техническая система, которая создается для выполнения определенных функций. Основные элементы машины – это те элементы, которые непосредственно взаимодействуют с объектами от исходного состояния до конечного результата и функция которых совпадает с функцией машины. Кроме основных, в машине обычно имеются вспомогательные элементы. Несущие элементы обеспечивают определенность взаиморасположения и (или) относительного движения других элементов машины.
Функции машины и ее элементов отражены в технических требованиях. Все технические требования можно разбить на следующие группы: функциональные требования; требования к взаимодействию машины и человека; требования к взаимодействию машины и окружающей технической среды; требования к взаимодействию машины и окружающей физической среды.
Цель классификации – свести многообразие форм поверхностей к сочетанию ограниченного числа элементов и признаков. Наиболее экономной является система классификации с иерархическим подчинением признаков, когда каждый признак нижней ступени классификации конкретизирует признак высшей ступени.
Самая высокая ступень классификации поверхностей – класс, признаком которого является закон движения образующей. По этому признаку все поверхности делятся на пять классов: плоские поверхности; поверхности вращения; винтовые поверхности; зубчатые поверхности; фасонные поверхности.
Классификацию деталей следует проводить по следующим четырем признакам: функционально-геометрическому; размерному; точностному; по применяемому материалу.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ И ЛИТЕРАТУРЫ
1. Егоров М.Е. Технология машиностроения. Учебник для втузов. Изд. 2-е, доп. М., «Высш. школа», 1986.
2. Махаринский Е.И., Горохов В.А. Основы технологии машиностроения: Учебник. – Мн: Выш. шк.,1997.
3. Технология машиностроения: В 2-х книгах. Кн. 1. Производство деталей машин: Учеб. пособие для вузов / Э.Л. Жуков, И.И. Козырь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина. – Под ред. С.Л. Мурашкина. – М.: Высш. шк., 2003.
[1] Махаринский Е.И., Горохов В.А. Основы технологии машиностроения: Учебник. – Мн: Выш. шк.,1997. – 17.
[2] Егоров М.Е. Технология машиностроения. Учебник для втузов. Изд. 2-е, доп. М., «Высш. школа», 1976. – с. 18.
[3] Технология машиностроения: В 2-х книгах. Кн. 1. Производство деталей машин: Учеб. пособие для вузов / Э.Л. Жуков, И.И. Козырь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина. – Под ред. С.Л. Мурашкина. – М.: Высш. шк., 2003. – с. 23.
Похожие работы



... толстостенной дежой из нержавеющей стали емкостью 375 л предназначена для эксплуатации в 1-3 - сменных режимах в условиях промышленного производства хлеба, хлебобулочных и кондитерских изделий. Тестомесильная машина в отличии от традиционных спиральных тестомесильных машин интенсивного замеса оснащена двумя месильными органами с индивидуальными приводами. Данная схема замеса позволяет увеличить ...



... удельный вес, всего 5-7% (ГПС распространены в Японии, США, Швеции и др.) Основным конструктивным элементом ГПС является ГПМ - гибкий производственный модуль - единица технолог. Оборудования, функционирующая автоматически, обладающая свойством автоматизированной переналадки и имеющая возможность встраивания в ГПС. Разновидностью ГПМ является РТК - роботизированный технологический комплекс ( ...
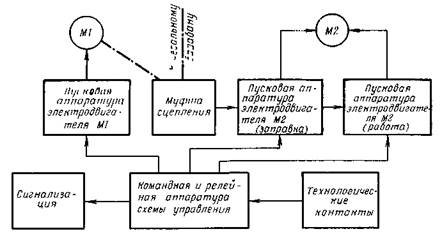
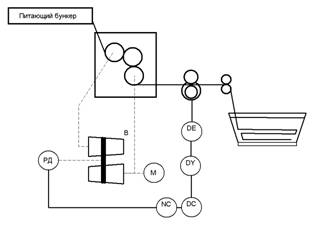
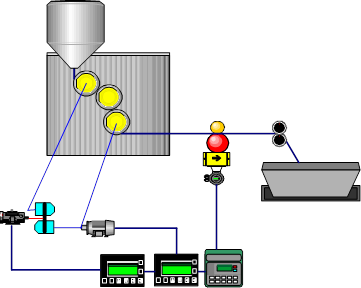
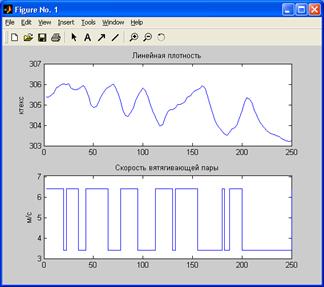
... М2 и зажигается сигнализация. После устранения технологических неполадок пуск электродвигателя М2 производится в приведенной выше последовательности. Фрагмент функциональной схемы автоматизации чесальной машины показан на рисунке 2. Мнемосхема выполненная в GENESIS на рисунке 3. Рисунок 2. Фрагмент функциональной схемы автоматизации чесальной машины. Регулятор ЛПЛ на чесальной машине ЧМД ...



... Заготовка h14 30 Черновое точение h14 1,5 Т40 1,4 28,6 Чистовое точение h12 1,2 Т40 1,2 27,4 шлифование 0,40 Т40 0,40 27 5. Разработка технологического процесса изготовления заданной детали 005 Заготовительная Рассчитать припуски 010 Фрезерно-центровальная 1 Фрезеровать торцы 2 Засверлить ...
0 комментариев