ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
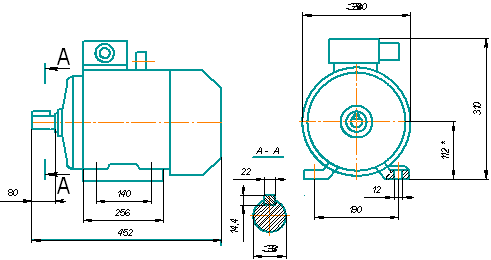
Определение предварительной мощности двигателя и тягового усилия
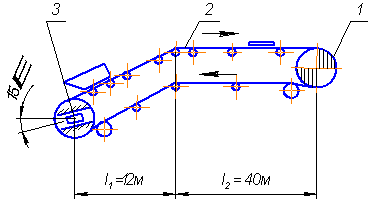
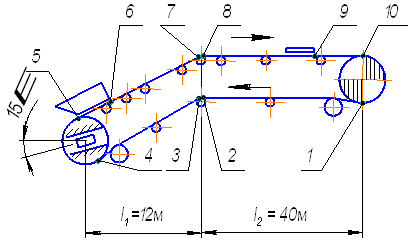
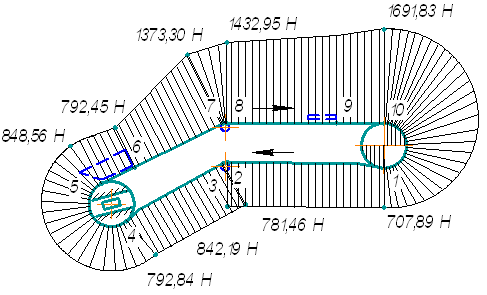
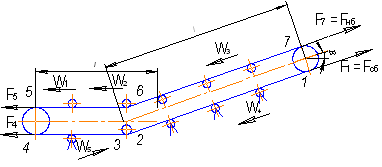
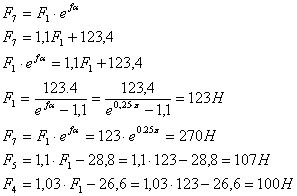
Определение натяжения ленты конвейера методом обхода контура по точкам
Определение вращающих моментов
МПа
Проверочный расчет
Проверка прочности шпоночных соединений
Структура ремонтно-механической службы цеха
Организация и методы ремонта на предприятии
Технические требования на дефекацию и ремонт деталей
Контроль качества ремонта
СМАЗКА ОБОРУДОВАНИЯ
Расчет косвенных затрат
Навигация
Организация и методы ремонта на предприятии
Ленточный конвейер
77466
знаков
4
таблицы
15
изображений
3.4 Организация и методы ремонта на предприятии
Ремонтная служба на предприятии возлагается на отдел главного механика. Основная задача этого отдела и его цехов – поддержание оборудования предприятия в работоспособном состоянии на основе планово – предупредительного ремонта.
Главный механик, возглавляющий отдел, несет ответственность перед дирекцией завода за состояние всего заводского оборудования.
Существует три вида организации выполнения ремонтных работ.
На промышленных предприятиях: централизованное, децентрализованное и смешанная.
Централизованная организация предусматривает выполнение всех ремонтных работ на заводе силами и средствами отдела главного- механика цеха. Такая организация типично для предприятий с небольшим количеством оборудования.
Децентрализованная организация – выполнение ремонтных работ состоит в том, что все виды ремонтных работ – межремонтное обслуживание, периодические ремонты, в том числе и капитальный ремонт, - производят под руководствам механиков цехов так называемыми цеховыми ремонтными базами. В состав цеховых ремонтных баз входят ремонтные бригады. Ремонтно-механический цех подчиняется главному механику, осуществляет только капитальный ремонт сложных агрегатов. Кроме того, он изготовляет и восстанавливает для цеховых ремонтных баз детали и сборочные единицы оборудования, изготовление которых требует применения оборудования, отсутствующего на ремонтной базе.
Смешенная организация – выполнение ремонтных работ характерна тем, что все виды ремонта, кроме капитального, выполняют цеховые ремонтные базы, а капитальный ремонт – ремонтно-механический цех.
Ремонтно-механический цех также занимается модернизацией действующего парка оборудования в процессе выполнения капитального ремонта и изготовлением запасных деталей для оборудования завода.
В соответствии с работами, поручаемыми ремонтно-механическому цеху, в его состав входят станочное, слесарное и электрогазосварочное отделения.
Цеховые ремонтные базы на крупных заводах входят обычно в состав основных производственных цехов, а на небольших заводах часто подчиняются начальнику ремонтно-механического цеха. Их назначение – проводить техническое обслуживание оборудования и выполнять работы по ремонту оборудования. Объём и характер ремонтных работ, выполняемых ремонтной базой, зависит от того, какой вид организации их принят на заводе.
Узловая организация – выполнения ремонтных работ. При более высоком уровне организации производства применяется узловой метод ремонта. При этом методе узлы агрегата, требующие ремонта, снимают и заменяют запасными, заранее отремонтированными, приобретенными или изготовленными.
Узловой метод ремонта сокращает время простоя оборудования, применяется для оборудования, состоящего из конструктивно обособленных узлов. Наиболее целесообразно его применять для следующих видов оборудования: одноименных моделей агрегатов, имеющихся на предприятии в большом количестве, агрегатов, являющихся основными для данного производства, кранового оборудования независимо от его количества.
Последовательно-поузловая организация ремонтных работ. Этот метод используют при капитальном ремонте узлов машин. Их ремонтируют не одновременно, а последовательно, используя кратковременные плановые остановки на малые ремонты, а также выходные дни и не рабочие смены. Метод рекомендуется для ремонта уникальных установок и ряда конструктивно-обособленных узлов подъемно-транспортного, крупного литейного оборудования, агрегатных станков. Агрегат разделяют на узлы, которые ремонтируют поочередно. [10]
3.5 Сдача ленточного конвейера в ремонт
Отвечают за подготовку оборудования для передачи в ремонт начальник производственного цеха или начальники участков (старшие мастера). Перед остановкой на ремонт оборудование (станки и др.) должно быть очищено от стружки, грязи, пыли и охлаждающей жидкости.
Передача конвейера в капитальный ремонт оформляется специальным актом, составленным инспектором отдела главного механика совместно с механиком производственного цеха. В акт заносят результаты внешнего осмотра, испытания на ходу, а также замечания работающего на оборудование. Внешним осмотром устанавливают комплектность всех механизмов агрегата, определяют имеющиеся неисправности, нет ли на деталях механизмов задиров, вмятин, трещин, изломов и других дефектов, видимых без разборки механизмов, кроме того, оценивают состояние смазочных и защитных устройств.
Путем опроса работающего на оборудовании устанавливают, какие недостатки свойственны ему на разных режимах работы, состояние механизмов и даже отдельных деталей. Допустим, токарь сообщает, что в работающем станке происходит на определенной ступени скоростей самовыключение зубчатых передачи. Это означает, что в соответствующей паре колес изношены зубья и при составлении ведомости дефектов следует обратить на эти детали особое внимание.
Прослушиванием действующей машины определяют, нет ли шумов и стуков, не испытывает ли она вибраций.
Все неисправности, зафиксированные в акте, учитывают при составлении окончательной ведомости дефектов на ремонт. [9]
Похожие работы
... 956;=0,25 – коэффициент сцепления между прорезиненной лентой и стальным барабаном α=200º=3,49 рад – принятый угол обхвата барабана лентой. 4. Проверочный расчет ленточного конвейера По уточненному значению проверяем прочность ленты. Требуемое число прокладок: (3.1) Диаметр приводного барабана по давлению ленты на барабан: (3.2) где – ...
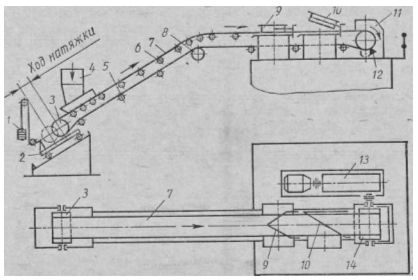
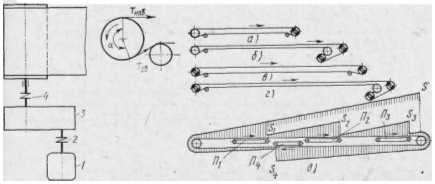
... направлении, конец стопорной ленты будет захвачен лентой и затянут между лентой и барабаном, чем обеспечивается торможение барабана и остановка ленты конвейера. 1.2. Установка и монтаж ленточных конвейеров. Передвижные конвейеры перед транспортированием с одного объекта эксплуатации на другой частично демонтируют. Для перевода машины в транспортное положение снимают ленту и, разбирая ...
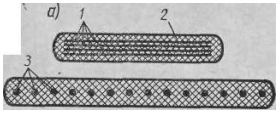
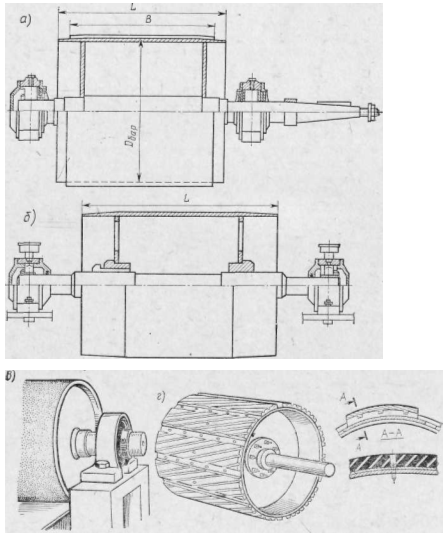
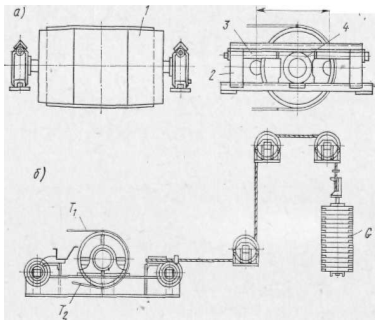
... температур окружающей среды. Рис.2 Резинотканевая и резинотросовая конвейерная ленты Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др. 1.1.2 Барабаны В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем ...
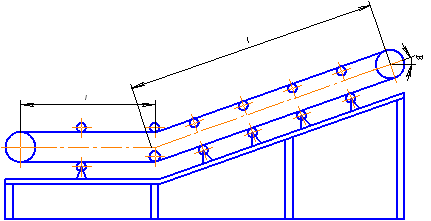
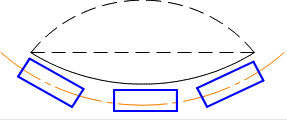

... целью увеличения производительности конвейера и уменьшения потерь транспортирующего груза. Рисунок 2. Желобчатая роликовая опора. ОПРЕДЕЛЕНИЕ ШИРИНЫ ЛЕНТЫ В ИЗ УСЛОВИЯ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ПРОИЗВОДИТЕЛЬНОСТИ (ПРОЕКТНЫЙ РАСЧЕТ) Для конвейера с желобчатой формой роликооопор с углом наклона боковых роликов 20 0 ширины ленты по формуле: , (1.1) где Q – массовая производительность, т/ч; ...
0 комментариев