Введение. 2
1. Расширение технологических возможностей методов обработки зубчатых колес 4
2. Методы обработки лезвийным инструментом.. 7
Список литературы.. 19
Введение
В конструкциях многих машин, приборов и агрегатов в качестве передаточных механизмов наибольшее распространение получили зубчатые передачи. Это вызвано рядом их преимуществ по сравнению с остальными видами передач, среди которых: возможность передачи наибольших крутящих моментов, обеспечение постоянства передаточного отношения, высокий КПД передачи, небольшие габариты при передаче высоких крутящих моментов, плавность и бесшумность работы и т.д.
Преимущества зубчатых передач в значительной степени определяются точностью параметров, качеству рабочих поверхностей зубьев и механических свойств материала зубчатых колес.
В связи с современными тенденциями развития техники требования к точности параметров и механическим свойствам зубчатых колес постоянно возрастают. При разработке современных зубчатых передач стремятся увеличивать передаваемые моменты, окружные скорости, а также надежность и долговечность зубчатых колес при неизменных или меньших габаритах передач; в то же время стремятся свести к минимуму себестоимость изготовления зубчатых колес. Для этого в производстве необходимо применять высокопроизводительные автоматизированные методы обработки зубчатых колес, позволяющие производить зубчатые колеса с минимальной себестоимостью их обработки, при этом максимально сократить участие рабочего в производительном процессе.
В то же время в производстве необходимо применять прогрессивные методы обработки зубчатых колес, позволяющие значительно улучшить эксплуатационные показатели зубчатых колес. К таким прогрессивным методам обработки относится хонингование зубьев, как один из наиболее эффективных и производительных процессов отделочной обработки закаленных зубчатых колес. Этот процесс наиболее эффективен в условиях крупносерийного и массового производства, в таких, как автомобиле - и тракторостроении, приборостроении, т.е. где требуется обработка больших партий зубчатых колес с получением высоких показателей точности и качества поверхности зубьев.
1. Расширение технологических возможностей методов обработки зубчатых колес
Возрастающие требования к качеству зубчатых колес вызывают необходимость поиска новых подходов к совершенствованию методов их обработки как со снятием материала, так и без него. Исследованы протягивание базового отверстия, фрезерование, шевингование и холодное прикатывание зубьев колес из стали 18ХГТ и порошковых металлокерамических сплавов. Основное внимание уделяли расширению технологических возможностей этих методов и стабильности достигаемого качества.
Установлено, что при обработке базовых цилиндрических, шпоночных и шлицевых отверстий зубчатых колес (сырых и термообработанных) целесообразно использовать протягивание. В этом случае инструмент работает с очень малыми припусками, но и это не гарантирует отсутствия наростообразования при взаимодействии материалов заготовки и инструмента. Использование твердых сплавов для деформирующих элементов в определенной степени решает эту проблему, но удорожает инструмент и его применение во многих случаях становится нерентабельным. Цельные протяжки, например, из стали Р6М5, изготавливать значительно проще, однако возникает необходимость решения задач, связанных с действием сил межатомного сцепления, возникающих в процессе трения между двумя металлическими поверхностями.
Нанесение сетки масляных каналов и износостойких покрытий значительно упрощает и удешевляет изготовление инструмента и обеспечивает получение требуемых параметров качества базового отверстия зубчатых колес. Кроме того, с целью снижения погрешности формы обрабатываемых поверхностей увеличено число одновременно находящихся в работе выглаживающих элементов и уменьшен шаг между ними. Такое решение эффективно при обработке как цилиндрических, так и шлицевых базовых отверстий. Однако оно не снимает проблему эксцентриситета и микронеровностей в поперечном направлении шлицев. Поэтому предлагается применить также чередование зубьев, работающих по генераторной и профильной схеме, что обеспечит снижение погрешности смещения оси базового открытия относительно венца зубчатого колеса. Комбинированная схема обработки шлицевых базовых поверхностей зубчатых колес позволит за счет сочетания предлагаемых решений снизить приблизительно в 1,8 раза высоту микронеровностей и повысить в 1,4 раза точность обработки.
Столь пристальное внимание к качеству базовых поверхностей зубчатых колес связано с достижением требуемых показателей при последующей обработке, в частности, зубофрезеровании и шевинговании. Например, при фрезеровании зубчатых колес неперпендикулярность базового отверстия к торцу вызывает дополнительные погрешности, связанные с ориентацией заготовок относительно режущих кромок инструмента.
Для решения этой задачи предложена технологическая оснастка, обеспечивающая ориентирование пакета заготовок зубчатых колес за счет кинематической связи заготовки и инструмента. При установке пакета фиксатор зажимного и контрольного приспособления создает дополнительную коррекцию режущей кромки червячной фрезы относительно зубьев заготовок.
Для стабильного базирования зубчатых колес при шевинговании предложена оправка с упругими сферическими элементами на основе полиуретана, компенсирующими погрешность расположения торцевых поверхностей заготовок и базового отверстия. Точность зубошевингования цилиндрических зубчатых колес повысилась на 20%.
Результаты исследования процесса шевингования показали, что на стабильность показателей качества существенно влияет стойкость инструмента. Для ее повышения предложено устанавливать заготовку перед обработкой со смещением 0,5-0,6 мм относительно инструмента. В этом случае в конце каждого рабочего хода заготовке сообщается одновременно с радиальной поперечная подача, которая выполняется ступенчато с постепенным уменьшением величины. При последнем рабочем ходе обеспечивается совмещение осей шевера и обрабатываемого колеса.
Равномерность съема металла на ведомых и ведущих сторонах зубьев достигается первоначальным смещением заготовки относительно зубчатого колеса. Затем угол зацепления инструмента с заготовкой уменьшается, а коэффициент перекрытия увеличивается, что позволяет уравновесить съем металла с обеих сторон зубьев. По мере уменьшения снимаемого припуска увеличивается площадь контакта зубьев шевера с заготовкой, вызывая увеличение сил резания. Поэтому поперечная подача уменьшается до момента совпадения осей шевера и обрабатываемого колеса. Затем при калибрующих ходах окончательно формируется заданный профиль зубьев.
Для обеспечения равномерного износа инструмента с обеих сторон целесообразно периодически менять направление вращения шевера, а следовательно, подвода и отвода заготовки. Отсутствие резких остановок шевера, возникающих при реверсировании, позволяет повысить стойкость шеверов на 15-20%.
При исследовании холодного прикатывания зубьев накатники модулем 4,75 мм изготавливали по групповой схеме обработки с шагом спирали 1,75 мм. Припуск на сторону составлял 0,02-0,04 мм. Экспериментами установлено, что по сравнению с шевингованием прикатка обеспечивает снижение на 20-25% погрешности колебания измерительного межцентрового расстояния за один оборот колеса, на 30-35% - профиля, на 10-15% - направления зуба, на 30-35% - микронеровностей (Ra). Производительность обработки повышается в 1,2 раза, а стойкость инструмента - в 5 раз.
Изготовление зубчатых колес из порошковых металлокерамических сплавов позволяет снизить припуск и трудоемкость обработки, получить значительную экономию металла и высвободить оборудование. Однако возможности этих технологических процессов недостаточно изучены.
Исследования протягивания базового отверстия зубчатых колес из металлокерамики проводили прошивками различных конструкций с износостойким покрытием и без него. Прошивки изготавливали из быстрорежущей стали Р6М5 с режущими зубьями (передний угол 7-10°) и деформирующими элементами. С увеличением переднего угла усилия резания не уменьшались, но становились более плавными и стабильными. На снижение усилий оказали влияние конструкция режущей и деформирующей частей инструмента, а также наличие на них покрытия из нитрида хрома, обеспечивающего в 1,5-2 раза более высокую стойкость. При испытании прошивок наростообразования на их рабочих поверхностях не было. Однако стойкость прошивок при переточках резко снижалась. Доводка зубьев алмазными кругами повысила стойкость прошивок в 1,3 раза. Скругление режущих кромок радиусом 0,007 мм нецелесообразно, достаточно обеспечить радиус 0,02 мм.
Предлагаемые решения значительно расширяют технологические возможности методов обработки зубчатых колес.
2. Методы обработки лезвийным инструментомКинематика процесса резания реализуется в конкретных видах обработки, подразделяемых на лезвийную и абразивную обработку. Лезвийная обработка - обработка резанием, осуществляемая лезвийным инструментом; абразивная обработка - обработка абразивным инструментом, работающим по любой кинематической схеме резания.
По назначению можно выделить следующие основные виды обработки: отрезание - обработка резанием заключающаяся в отделении заготовки в качестве части от целого вдоль одной ее стороны; вырезание - обработка резанием, заключающаяся в отделении заготовки в качестве части целого вдоль двух или нескольких ее сторон; разрезание - обработка резанием, заключающаяся в разделении заготовки на части; снятие фаски - обработка резанием, заключающаяся в образовании фаски; резьбонарезание - обработка резанием, заключающаяся в образовании резьбы; зубонарезание - обработка резанием, заключающаяся в образовании зубьев; зубозакругление - обработка резанием концов зубьев вблизи торца зубчатого колеса, заключающаяся в придании им формы, облегчающей ввод колеса в зубчатое зацепление; затылование - обработка резанием, заключающаяся в образовании задних поверхностей затылованных зубьев.
К обработке резанием также относится слесарная обработка: опиливание, резка, рубка, шабрение.
Вид лезвийной обработки определяется видом и направлением главного движения резания, сообщением его инструменту или заготовке, видом и направлением движения подачи, формой получаемой поверхности, видом и типом режущего инструмента. С учетом перечисленных признаков существующие виды обработки резанием условно можно подразделить на поступательные, токарные, осевые, фрезерные и т.д. Условность такого подразделения обусловлена многообразием и сложностью видов обработки резанием, затрудняющих их включение в ту или иную группу. В настоящее время применяются виды обработки, представляющие собой комбинации признаков из вышеперечисленных групп, например, фрезеточение, резьбофрезерование, резьбопротягивание и т.п.
К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки.
Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением резания (см. рис.2.3, а, б, в). Строгание и долбление обычно применяются при обработке несложных профильных поверхностей с прямолинейными образующими, а также для обработки вертикальных и горизонтальных плоскостей в единичном и массовом производствах. Для этого процесса характерно действие на инструмент ударных нагрузок, небольшие скорости резания (1…1,5 м/c) и низкая производительность обработки вследствие инерционности движущихся частей станков и наличия холостого хода стола или инструмента.
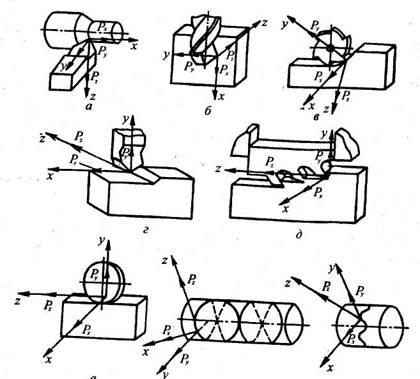
Точение - лезвийная обработка с вращательным главным движением резания и возможностью изменения радиуса его траектории. Это наиболее универсальный и широко применяемый вид обработки резанием, позволяющий получать детали практически любой формы с высокой точностью и качеством. Разновидности точения: обтачивание - точение наружной поверхности с движением подачи вдоль образующей линии обработанной поверхности (см. рис.2.3, г); растачивание - точение внутренней поверхности с движением подачи вдоль образующей линии обработанной поверхности (см. рис.2.3, д); подрезание - точение торцовой поверхности (см. рис.2.3, е). При точении, как и при строгании и долблении, возможна обработка фасонным резцом и обработка по копиру (см. рис.2.3, б).
Осевая обработка - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории и движением подачи только вдоль оси главного движения резания. Основные виды осевой обработки - это сверление, зенкерование и развертывание.
Сверление - осевая обработка сверлом (см. рис.2.4, а, б). Сверление применяется для получения отверстий в сплошном материале, а также для рассверливания на больший диаметр уже имеющихся отверстий и получения центровочных отверстий. Сверлением обеспечивается 11…12-й квалитеты точности и шероховатость обработанной поверхности Rz=80…20 мкм. Процесс резания при сверлении во многом аналогичен точению, но имеет ряд особенностей, обусловленных: 1) переменностью переднего угла, принимающего малые и даже отрицательные значения у поперечной кромки, что приводит к повышению деформации срезаемого слоя, силы и температуры резания; 2) изменением скорости резания по длине режущей кромки, сказывающимся на изменении деформации в смежных элементах; 3) ухудшением отвода стружки и затруднением проникновения СОЖ в зону резания; 4) отсутствием задних углов на вспомогательных режущих кромках, что повышает силы трения.
Зенкерование и развертывание - осевая обработка соответственно зенкером и разверткой (см. рис.2.4, в, г). Зенкерование применяется для обработки предварительно просверленных, прошитых или отлитых отверстий с целью повышения их точности (11…9-й квалитеты) и снижения шероховатости до Ra=2 мкм. Развертывание предназначено для окончательной (чистовой) обработки предварительно просверленных или расточенных резцом или зенкером цилиндрических и конических отверстий с точностью до 7-го квалитета и шероховатостью до Ra=0,6 мкм. Процессы зенкерования и развертывания протекают в более благоприятных условиях, чем сверление, так как у зенкера и развертки нет поперечной режущей кромки; глубина резания сравнительно небольшая и скорость резания вдоль режущих кромок постоянна. Вместе с тем, наблюдаются большие силы трения на ленточках и неудовлетворительные условия размещения и отвода стружки.
Зенкование и цекование - осевая обработка соответственно зенковкой и цековкой (см. рис.2.4, д, е).
Фрезерование - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории, сообщаемым инструменту, и хотя бы одним движением подачи, направленным перпендикулярно оси главного движения резания.
Фрезерование применяется при обработке плоскостей, пазов с прямолинейным и винтовым направлением, шлицев, тел вращения, разрезки заготовок, образования резьбы, а также для получения фасонных поверхностей. Фрезерованием обеспечивается 11…9-ый квалитеты точности и шероховатость обработанной поверхности с Rz=40…3,2мкм. К особенностям процесса фрезерования относятся: 1) периодически повторяющееся чередование рабочего и холостого циклов движения зуба фрезы; 2) переменность толщины срезаемого слоя и рабочей длины лезвия. На практике используются: периферийное и торцевое фрезерование - фрезерование соответственно периферийным и торцевым лезвийным инструментом (см. рис.2.5, а, б); круговое фрезерование - фрезерование поверхности вращения (см. рис.2.5, в); охватывающее фрезерование - фрезерование инструментом, зубья которого расположены на внутренней поверхности его корпуса. В зависимости от направления векторов скоростей главного движения и подачи различают попутное и встречное фрезерование. Если векторы скоростей главного движения резания и движения подачи в месте контакта инструмента и заготовкой направлены в одну сторону, то это попутное фрезерование, а если - в противоположные стороны, то встречное фрезерование. Встречное и попутное фрезерование различаются целым рядом физических и технологических особенностей. Например, попутное фрезерование более спокойный процесс в смысле вибраций, более благоприятно с точки зрения действующих на заготовку сил и уменьшения температуры резания, а также устранения явления наклепа.
Протягивание - обработка многолезвийным инструментом с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи. Срезание припуска осуществляется за счет превышения (подъема) последующего зуба над предыдущим. Производительность этого процесса, несмотря на низкие скорости резания (до 0,2…0,3м/с), в 5…10 раз выше фрезерования и в 10…15 раз - зенкерования и развертывания. Применяется в массовом и серийном производствах при получении отверстий, обработке плоских и цилиндрических наружных поверхностей с точностью до 7…9 квалитетов и шероховатостью Rz=6,3…0,8 мкм. К особенностям протягивания относится прерывистый характер работы лезвий инструмента, ударные нагрузки на зуб, срезание припуска большим количеством зубьев.
Внутреннее протягивание - протягивание внутренней замкнутой поверхности и ее элемента (см. рис.2.5, г). Наружное протягивание - протягивание наружной или незамкнутой внутренней поверхности (см. рис.2.5, д).
Ротационная обработка - обработка лезвийным инструментом с касательным движением режущей кромки (см. рис.2.5, е). Этот вид резания применяется для обработки плоскостей, наружных и внутренних цилиндрических поверхностей. За счет периодической смены участков режущей кромки в процессе резания стойкость ротационного инструмента в десятки раз выше стойкости, например, токарного резца. При этом обеспечивается высокая производительность и качество обработки.
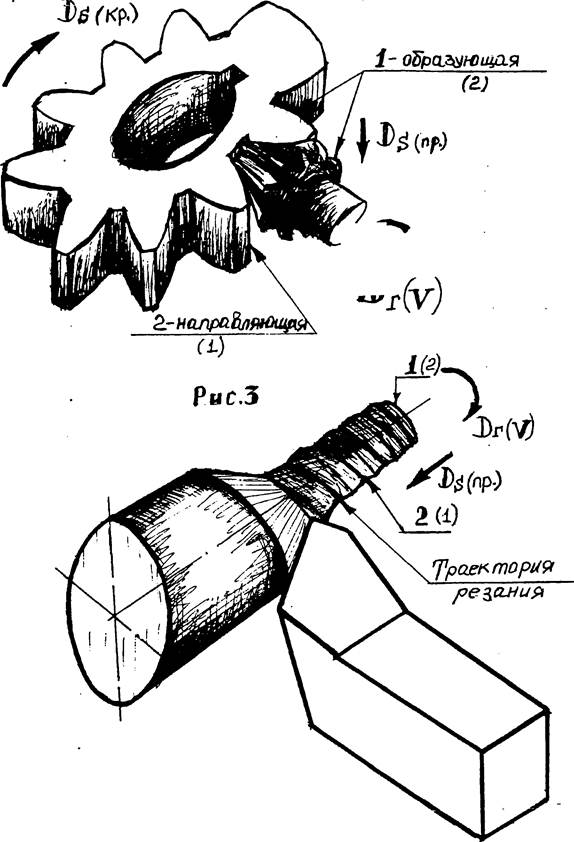
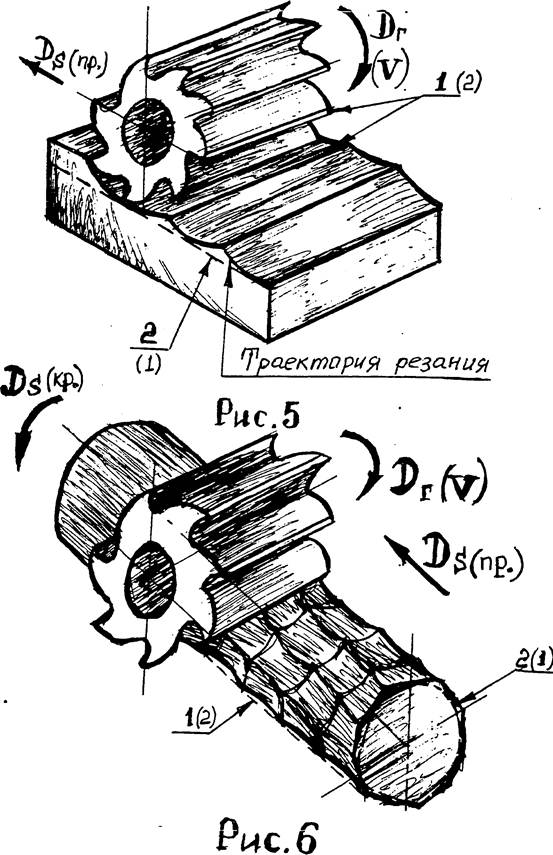
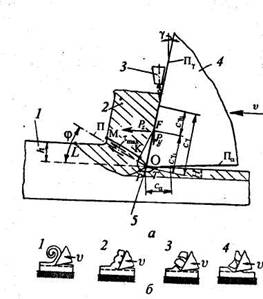
Зубонарезание может осуществляться по методу копирования и методу обкатки. При первом способе обработки профиль инструмента (см. рис.2.6, а, б) определяется профилем впадины нарезаемого колеса. Нарезание зубчатых колес по методу обкатки производится червячными модульными фрезами, долбяками, строгальными резцами и другими инструментами по определенной кинематической схеме (см. рис.2.6, в…е). Особенности зубонарезания: изменяется сечение срезаемого слоя за время обработки одним зубом; одновременно участвуют в резании несколько зубьев; различные участки лезвия неодинаково нагружаются из-за различного среза и имеют различную скорость резания; трудности обеспечения оптимальной геометрии лезвия из-за его сложной формы и сложного движения резания.
Резьбонарезание осуществляется по любой кинематической схеме лезвийным инструментом (резцом, метчиком, плашкой, фрезой, гребенкой и т.д.), абразивным инструментом (одно - и многониточными кругами), пластическим деформированием (накатыванием плашками, роликами, раскатками). К особенностям резьбонарезания относятся: 1) срезание стружки тонкими слоями; 2) участие в работе двух и более лезвий.
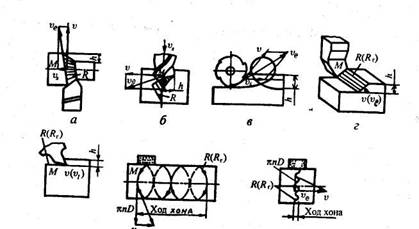
К видам абразивной обработки относятся: круглое и внутреннее шлифование (см. рис.2.7, а, б), плоское шлифование периферией и торцом круга (см. рис.2.7, в, г), бесцентровое шлифование (см. рис.2.7, д), зубошлифование, сферошлифование, заточка лезвия инструмента (см. рис.2.7, е), отрезное шлифование, ленточное шлифование, хонингование, суперфиниширование, доводка.
Шлифование - это процесс резания материалов, осуществляемый зернами абразивного, алмазного или эльборового материалов. Обеспечивает 6…9 квалитеты точности и шероховатость обработанной поверхности Ra=0,63…0,64 мкм. Особенности: многопроходность, высокие скорость резания (30…70 м/c) и температура резания.
Ленточное шлифование - обработка абразивными лентами. Абразивные ленты применяются для формообразования деталей при круглом, внутреннем и бесцентровом шлифовании, для обработки поверхностей деталей сложной формы, для обдирки, доводки и полировки.
Хонингование - обработка абразивными брусками, которым сообщают, как правило, три движения по отношению к заготовке: вращение, возвратно-поступательное перемещение и радиальную подачу.
Суперфиниширование - отделочная обработка поверхностей деталей мелкозернистыми абразивными брусками. Особенностью процесса является колебательное движение брусков с частотой 500…5000 дв. ход/мин. и амплитудой 2…5 мм. Получают поверхность шероховатостью до Ra=0,08…0,16 мкм с минимальной огранкой (0,5 мкм).
Доводка - резание-царапанье обрабатываемой поверхности большим количеством мельчайших абразивных частиц. Применяют для финишной обработки высокоточных плоских и фасонных поверхностей, отверстий малого диаметра, шариков для подшипников, деталей топливной аппаратуры и др. Достигается шероховатость поверхности Ra = 0,01…0,16 мкм и погрешность формы не более 0,5…0,1 мм. Для доводки используют абразивные порошки и пасты, а также притиры, например, чугунные.
Несмотря на многообразие видов обработки резанием все они могут быть сведены к сравнительно небольшому числу основных случаев работы лезвий инструмента:
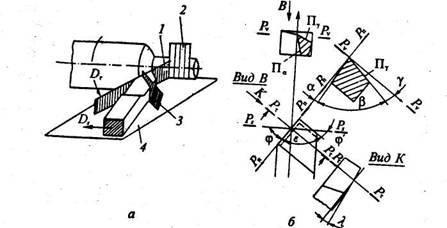
1. По форме рабочих участков режущих кромок, участвующих в резании (рис.2.8, а, б) - свободное резание, если в работе участвует только одна прямолинейная режущая кромка и несвободное резание, если в работе участвуют две и более режущих кромок.
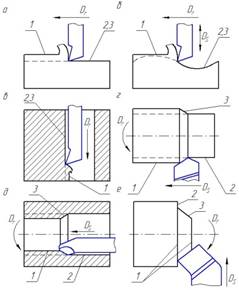
Рис.2.3. Схемы видов лезвийной обработки: а - строгание; б - строгание по копиру; в - долбление; г - обтачивание; д - растачивание; в - подрезание; 1 - обрабатываемая поверхность; 2 - обработанная поверхность; 3 - поверхность резания; Dr - главное движение; Ds - движение подачи.
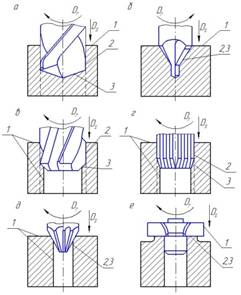
Рис.2.4. Схемы видов лезвийной обработки:
а - сверление; б - центрование; в - зенкерование; г - развертывание; д - зенкование; е - цекование; 1,2,3, Dr, Ds - по рис.2.3.
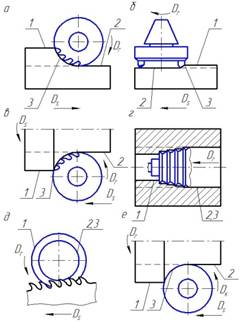
Рис.2.5. Схемы видов лезвийной обработки: а - периферийное (цилиндрическое, дисковое и т.п.) фрезерование; б - торцовое фрезерование; в - круговое фрезерование; г - внутреннее протягивание; д - наружное протягивание; е - ротационное точение; 1, 2, 3, Dr, Ds - по рис.2.3; Dk - касательное движение.
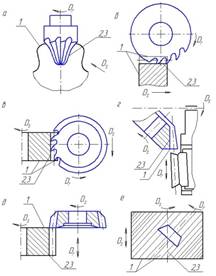
Рис.2.6. Схемы зубонарезания: а - модульной пальцевой фрезой; б - модульной дисковой фрезой; в - зубофрезерование модульной червячной фрезой; г - зубострогание; д - зубодолбление; е - зуботочение долбяком; 1, 2, 3, Dr, Ds - по рис.2.3.
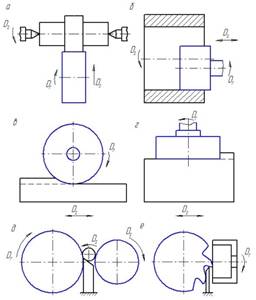
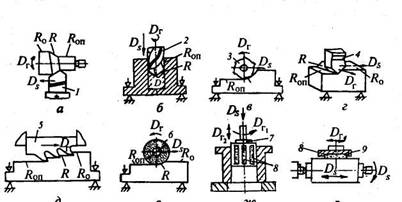
Рис.2.7. Схемы абразивной обработки: а - круглое наружное шлифование; б - внутреннее шлифование; в и г - плоское шлифование соответственно периферией и торцом круга; д - бесцентровое шлифование; е - заточка лезвия фрезы; Dr, Ds - по рис.2.3.
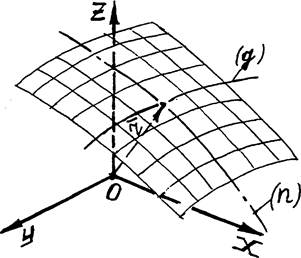
Движение резания количественно характеризуется скоростью. Скоростью резания называется скорость перемещения точек режущей кромки в движении резания. Скорость главного движения r - скорость перемещения инструмента или заготовки в главном движении.
Скорость резания r измеряется в м/мин или м/с, применяются также такие характеристики как частота вращения n, мин-1 и число двойных ходов k, дв. х/мин:
![]() (2.1)
(2.1)
где D - диаметр инструмента или заготовки;
L - длина пути инструмента или заготовки.
Скорость движения подачи s - скорость перемещения инструмента или заготовки в движении подачи за каждый цикл главного движения или его часть. Различают подачу на один оборот главного движения So, мм/об или на один двойной ход Sx, мм/дв. х, подачу на один зуб Sz, мм/зуб, минутную подачу Sм, мм/мин. Математическая связь между этими подачами следующая:
![]() (2.2)
(2.2)
где Z - число зубьев инструмента.
Движение подачи не следует путать с установочным движением, предназначенным для установки инструмента в новое рабочее положение вне процесса резания.
Скорость касательного движения k - это скорость рассматриваемой точки режущей кромки или заготовки в касательном движении. Она не является режимной характеристикой и задается в виде соотношения k/ r.
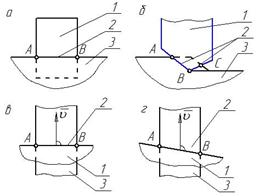
Рис.2.8. Основные случаи работы режущего лезвия инструмента: а и б - свободное и несвободное резание; в и г - прямоугольное и косоугольное резание; 1 - лезвие инструмента; 2 - режущая кромка; 3 – заготовка.
2. По ориентации режущей кромки относительно вектора скорости резания (рис.2.8, в, г) - прямоугольное резание, если вектор скорости резания перпендикулярен режущей кромке, и косоугольное резание, если вектор скорости резания не перпендикулярен режущей кромке.
3. По количеству одновременно участвующих в работе лезвий - однолезвийное (см. рис.2.3) и многолезвийное (см. рис.2.4. … 2.6).
4. По протеканию процесса резания во времени - непрерывное (см. рис.2.3, 2.4) и прерывистое резание (см. рис.2.5, 2.6).
5. По форме сечения срезаемого слоя - с постоянным (см. рис.2.3, 2.4) и переменным (см. рис.2.5, 2.6) сечениями.
Каждый из видов обработки резанием характеризуется конкретной кинематической схемой резания.
Список литературы
1. Маталин А.А. Технология машиностроения: Учеб. для вузов по спец. "Технология машиностроения, металлорежущие станки и инструменты". - Л.: Машиностроение, 1985. - 512с.
2. Технология машиностроения (спец. часть): Учебник/А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. -М.: Машиностроение, 1986.
3. Технология автоматизированного машиностроения. Специальная часть / Под ред.А. А. Жолобова. -Мн.: ДизайнПРО, 1997. -384с.: ил.
4. Проектирование технологии: Учебник/ И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др., Под ред. Ю.М. Соломенцева. - М.: Машиностроение, 1990. -416 с.
5. Жолобов А.А. Технология автоматизированного производства: Учебник для вузов. – Мн.: ДизайнПРО, 2000. – 623 с.
Похожие работы
... с учетом силовых и температурных ограничений, а также ограничений по параметрам шероховатости поверхностного слоя с использованием метода линейного программирования [2]. Графики зависимости оптимальной подачи Sопт от шероховатости поверхности Ra при комбинированной лезвийной и отделочно-упрочняющей обработке конструкционной стали для различных значений радиуса при вершине резца r приведены на ...

... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...
... из числа принципиально, - возможных. Алгоритм существенно облегчает работу в области повышения эффективности операций механической обработки, позволяет решить эту задачу на уровне изобретений. Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин. Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и ...
... при сохранении требуемого качества поверхности и стойкости инструмента[5]. Глава 2. Технологические методы лезвийной обработки 2.1. Поступательная обработка К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки. Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением ...
0 комментариев