Навигация
Прокатный цех (основное и вспомогательное оборудование)
22615
знаков
0
таблиц
0
изображений
Реферат выполнил Гундоров В.В.
Специальность 1806 “техническая эксплуатация , обслуживание и ремонт электрического и электромеханического оборудования”, группа 05 – 1
Нижнетагильский горно-металлургический колледж имени Е.А. и М.Е Черепановых
2003 г.
1. Агрегаты и механизмы главной линии прокатного стана
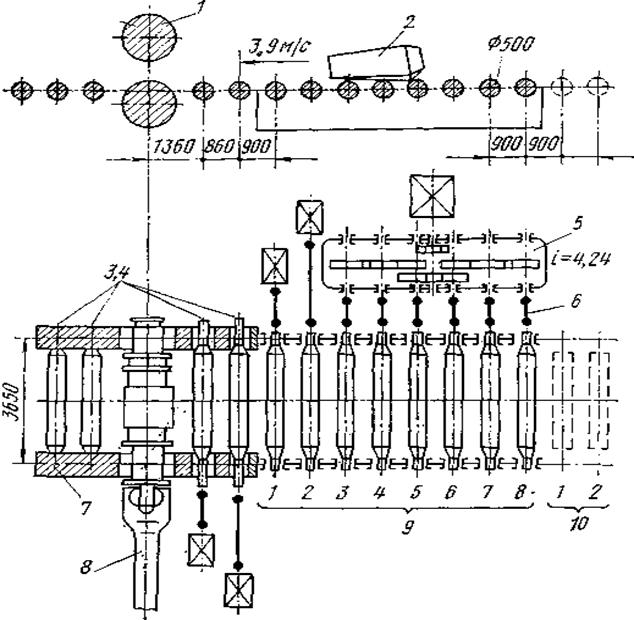
Основой прокатного стана является рабочая клеть, в которой осуществляется собственно прокатка металла. Конструкция, размеры и масса рабочих клетей зависят от назначения и специализации прокатных станов, условий процесса прокатки металла, числа рабочих валков в самой клети, уровня технического прогресса в прокатном производстве.
Основными элементами рабочих клетей являются станина, валки, подшипники, подушки, механизмы для установки и уравновешивания валков.
Станины рабочей клети относятся к самым ответственным деталям рабочей клети. Две станины, соединенные стяжными болтами или траверсой, образуют основу рабочей клети. Каждая станина состоит из двух стоек, а также верхней и нижней поперечин. Рабочая клеть крепится к плитовине либо болтами, либо специальными гидравлическими зажимами, которые позволяют быстро производить замену станины.
Валки являются основным рабочим инструментом прокатного стана, в них непосредственно осуществляется деформация металла. Прокатные валки классифицируют по назначению, форме бочки валка, конструкции, материалу. По назначению валки бывают сортовые и листовые, кантующие, разрезные, правильные и т.д. По форме бочки валки бывают гладкие или цилиндрические, с калибрами. По конструкции различают валки бывают стальные, чугунные и из твердых сплавов.
Подшипники. Валки прокатных станов устанавливаются в подшипниках, которые размещаются на шейках прокатных валков. Через подшипники передаются усилия, возникающие при прокатке, от валков на станину. Также подшипники удерживают валки в заданном положении. В настоящее время используют открытые подшипники скольжения; подшипники жидкостного трения; подшипники качения.
Подушки. Подшипники прокатных станов размещаются в подушках, представляющих собой специальные стальные отливки. Подушки предназначены для сохранения точного положения валков и передачи усилия прокатки от валков к станине рабочей клети. Они перемещаются по направляющим, прикрепленным к станинам. Для предотвращения перемещения подушек в направлении горизонтальных осей валков применяются регулирующие планки и зажимы, которые скользят в пазах подушки и станины. Чтобы скомпенсировать термическое расширение валков подушки закрепляют только со стороны, противоположной приводу, что позволяет им несколько перемещаться в осевом направлении.
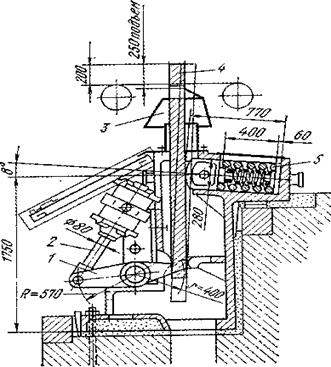
Механизм вертикальной и осевой установки валков. В процессе прокатки валки должны занимать определенное положение в рабочей клети. С этой целью используются механизмы вертикальной и осевой установки валков. Установочные механизмы представляют собой совокупность нажимного и уравновешивающего механизмов. Нажимной механизм выполняет перемещение, а уравновешивающий механизм предназначен для выбора зазора в системе нажимной механизм-подушки верхнего валка с целью исключения ударов. Установочные механизмы обеспечивают возможность раздельной регулировки положения каждой подушки валка.
Нажимные винты. На толстолистовых, тонколистовых и полосовых четырехвалковых станах горячей и холодной прокатки, где скорость перемещения валков невелика, применяются тихоходные нажимные механизмы с приводом от электродвигателя через глобоидные червячные передачи. В последнее время на листовых и обжимных станах применяются гидравлические и комбинированные нажимные устройства, которые обладают значительно меньшей инерционностью и имеют высокую точность установки и способность воспринимать большие усилия прокатки. В гидравлических нажимных устройствах усилие прокатки воспринимают гидравлические цилиндры, под поршни которых подается рабочая жидкость (масло) под постоянным давлением, поэтому перед прокаткой валки прижаты друг к другу с постоянным усилием. В комбинированных устройствах грубое регулирование производится электромеханическим устройством, а тонкое - - гидравлическим.
Уравновешивающее устройство. Для уравновешивания верхнего валка применяют грузовое, пружинное и гидравлическое устройства. Грузовое уравновешивающее применяют при перемещении верхнего валка на большую высоту. Пружинное уравновешивающее устройство применяется на заготовочных, сортовых, проволочных, листовых двух- и трехвалковых и ленточных четырехвалковых станах, там где перемещение валков и масса уравновешиваемых деталей невелики.
2. Агрегаты и механизмы поточных технологических линий прокатных цехов
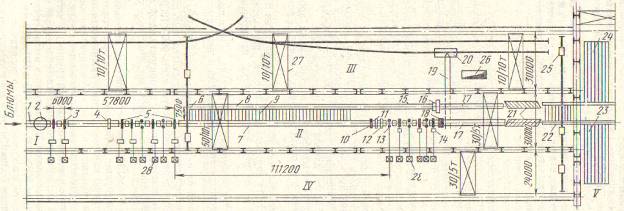
Вспомогательное оборудование – агрегаты и механизмы поточных технологических линий прокатных цехов подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку и обрабатывающую, работа которой связана с операциями по отделке проката.
Похожие работы


... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...

... . Таким образом, учитывая выход годных изделий и коэффициент использования стана, практическая часовая производительность при прокатке может быть найдена по такой формуле: A = (3600/T) G R1 R2 Любой прокатный стан в течение определенного времени прокатывает разные профили, поэтому его производительность не может быть подсчитана по одному профилю. Для каждого профиля стан имеет свою ...



... по категориям, профессиям, квалификации и образованию, перейдем к анализу использования рабочего времени и уровня производительности труда в цехе и его оплате. 2.4 Анализ результатов использования трудовых ресурсов цеха 2.4.1 Анализ использования рабочего времени Наиболее универсальным показателем использования трудовых ресурсов на предприятии является рабочее время, т. е. количество ...

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
0 комментариев