Навигация
Оценка показателя технологичности конструкции детали
29428
знаков
4
таблицы
76
изображений
6.2 Оценка показателя технологичности конструкции детали
Технологичность - это свойство конструкции изделия, обеспечивающее возможность его выпуска с наименьшими затратами времени, труда и материальных средств при сохранении заданных потребительных качеств. Значение показателя технологичности определяется как комплексное через значения частных показателей в соответствии с ОСТ 107.15.2011-91 по формуле:
![]()
ki - нормированное значение частного показателя технологичности детали
Конструкция детали является технологичной, если рассчитанное значение показателя технологичности не меньше его нормативного значения. В противном случае конструкция детали должна быть доработана конструктором. Оценка технологичности детали 01А1К6.542110Д5.
Таблица 6.2.
| Наименование и обозначение частного показателя технологичности | Наименование классификационного признака | Код градации признака | Нормированное значение показателя технологичности |
| Показатель прогрессивности формообразования Кф | Технологический метод получения, определяющий конфигурацию (1-й разряд технологического кода) | 0 | 0,90 |
| Показатель многономенклатурности видов обработки Ко | Вид дополнительной обработки (4-й разряд технологического кода) | 1 | 0,98 |
| Показатель многономенклатурности видов контроля Кк | Вид контролируемых параметров (6-й разряд технологического кода) | 6 | 0,96 |
| Показатель унификации конструктивных элементов Ку | Количество типоразмеров конструктивных элементов (9-й разряд технологического кода) | 2 | 0,99 |
| Показатель точности обработки Кт | Точность обработки (13-й разряд технологического кода) | Д | 0,98 |
| Показатель рациональности размерных баз Кб | Система простановки размеров (14-й разряд технологического кода) | 5 | 0,97 |
Тогда
![]()
Определим достигнутый уровень выполнения требований по технологичности.
![]() ,
,
где КФАКТ – фактическое значение показателя технологичности, КБАЗ – базовое значение показателя технологичности.
![]() >1
>1![]() >1
>1![]() >1
>1
Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств.
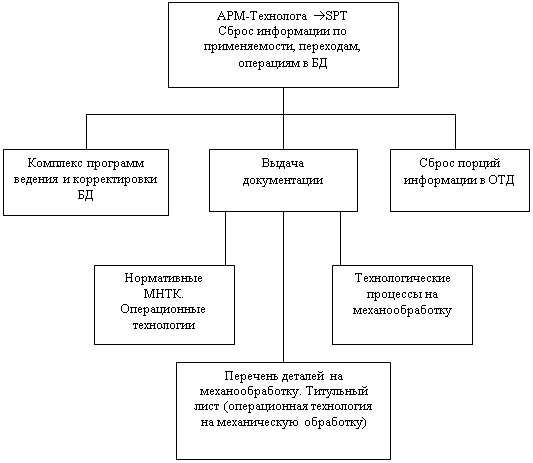
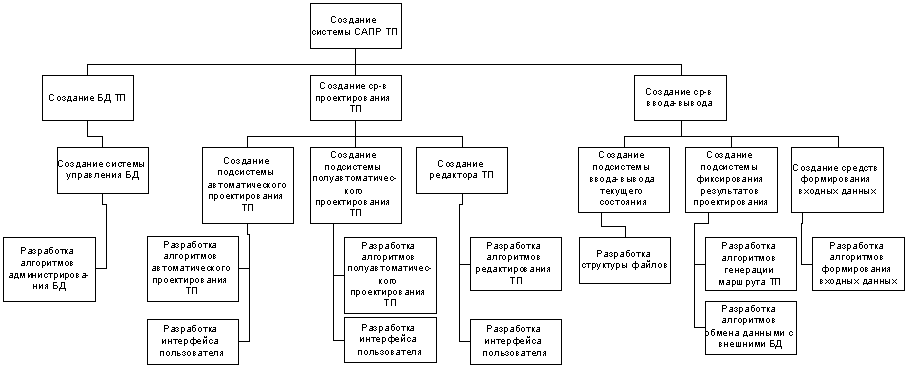
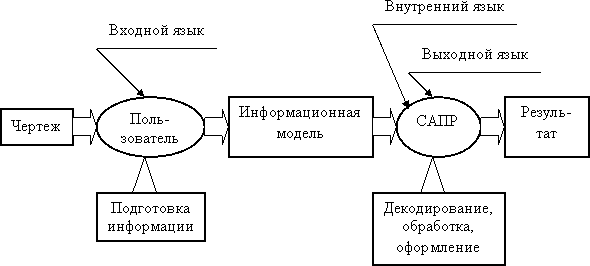
7. Разработка технологического процесса изготовления детали в САПР ТехноПро
Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных технологических процессов (ТП). Оформляемая с помощью системы документация может содержать любую информацию, имеющуюся в этих ТП. Документы могут оформляться как на каждую операцию ТП (операционные карты), так и на ТП в целом (маршрутно-операционные, маршрутные карты, ведомости оснастки, титульные листы).
Документы могут содержать сводную информацию по нескольким ТП, входящим в определенное изделие, узел или сборочную единицу (ведомости материалов, расцеховки). В документы может добавляться графическая информация. Например, операционные эскизы.
Комплекс T-FLEX/ТехноПро охватывает все аспекты технологического проектирования, что делает его наилучшим выбором среди средств автоматизации проектирования и производства.
7.1 Добавление операции
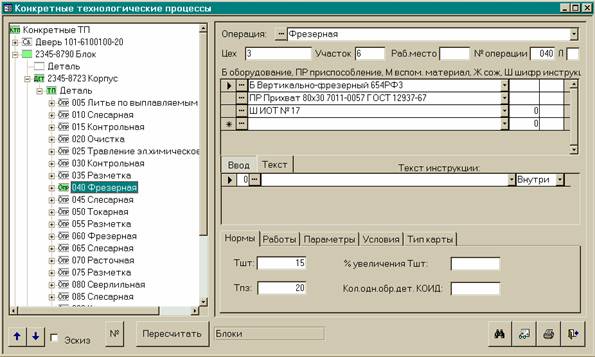
Для добавления операции в ТП необходимо выбрать подгруппу "Деталь", затем правой кнопкой мыши вызвать контекстное меню и выбрать пункт "Добавить". В открывшемся окне ввести наименование операции, например, фрезерование.
Номер операции присваивается автоматически c шагом, задаваемым в пункте
"Настройка" основного меню системы. Перевод курсора в поле "Б оборудование, ПР приспособление, М вспом. материал…" вызывает появление пункта "005 Фрезерование" в дереве классификации КТП.

Рис. 7.1. Добавление фрезерной операции.
Для назначения оборудования можно выбрать кнопку ![]() . Появится окно Информационной базы. Используя дерево классификации ИБ, необходимо найти требуемую подгруппу, например, отрезные.
. Появится окно Информационной базы. Используя дерево классификации ИБ, необходимо найти требуемую подгруппу, например, отрезные.
Для передачи оборудования в проектируемый ТП необходимо выбрать кнопку [Добавить в ТП], расположенную справа внизу окна ИБ.
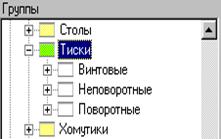
После выбора кнопки [Добавить в ТП] в дереве классификации ИБ открывается группа "Приспособления". В ней необходимо для данного примера выбрать подгруппу "Тиски". Выбор требуемой модели тисков осуществляется выбором кнопки "Поиск" ![]() . Например, необходимо найти тиски с величиной рабочего хода не менее 100 мм. Введите критерий ">100" в поле параметра "Рабочий ход". Запуск поиска производится выбором кнопки
. Например, необходимо найти тиски с величиной рабочего хода не менее 100 мм. Введите критерий ">100" в поле параметра "Рабочий ход". Запуск поиска производится выбором кнопки ![]() "Применить фильтр". Установив курсор в требуемую строку, необходимо выбрать кнопку [Добавить в ТП] для передачи строки в ТП. После в дереве классификации ИБ открывается группа "Вспомогательные материалы", затем "Шифры инструкций", "СОЖ" и "Дополнительные материалы". Закрыть окно ИБ можно выбором кнопки
"Применить фильтр". Установив курсор в требуемую строку, необходимо выбрать кнопку [Добавить в ТП] для передачи строки в ТП. После в дереве классификации ИБ открывается группа "Вспомогательные материалы", затем "Шифры инструкций", "СОЖ" и "Дополнительные материалы". Закрыть окно ИБ можно выбором кнопки ![]() в правом нижнем углу окна.
в правом нижнем углу окна.
Выбранное оснащение появится в форме операции. В форму операции из ИБ можно добавить тексты инструкций. Для этого необходимо нажать кнопку [Ввод] и затем выбрать кнопку ![]() в поле "Текст инструкции":
в поле "Текст инструкции":
Для добавления и заполнения следующей операции необходимо повторить действия, описанные выше.
Для изменения положения операций в ТП можно воспользоваться кнопками со стрелками вверх, вниз ![]() , расположенными слева внизу окна КТП, при этом номера операций пересчитываются автоматически.
, расположенными слева внизу окна КТП, при этом номера операций пересчитываются автоматически.
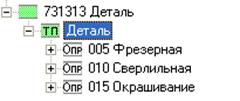
В данном технологическом процессе необходимо создать 3 операции: фрезерование, сверление и лакирование. Фрезерование применяем для обработки профиля детали из отливки, а также для вырезки прямоугольного отверстия на боковой поверхности детали Необходимые отверстия (на боковой стенке, в основании, в задней стенке и внутри конусной поверхности детали) будем изготавливать сверлением. После этого производится окрашивание детали.
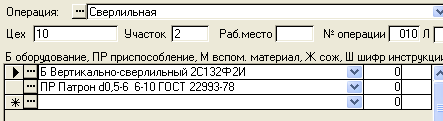
Рис. 7.2. Добавление сверлильной операции.

Рис. 7.3. Добавление операции Окрашивание.
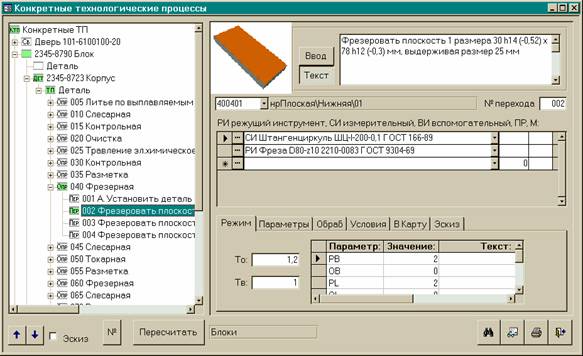
Для добавления перехода в операцию необходимо в дереве классификации КТП поставить курсор на операцию, например, "005 Фрезерование" и нажать правую кнопку мыши. Ввод текста перехода производится при нажатой кнопке [Ввод]. Текст перехода можно добавить выбором из Информационной базы. Для этого можно воспользоваться выпадающим списком текстов переходов, появляющимся при выборе кнопки ![]() на правом краю поля.
на правом краю поля.

Другим способом ввода текста перехода является его выбор в окне Информационной базы. Это окно открывается выбором кнопки ![]() на левом краю поля. В открывшемся окне необходимо найти требуемую группу текстов переходов и выбрать кнопку [Добавить в ТП].
на левом краю поля. В открывшемся окне необходимо найти требуемую группу текстов переходов и выбрать кнопку [Добавить в ТП].

Рис. 7.4. Создание текста перехода
Если в ИБ нет требуемого текста перехода, то его можно добавить в последнюю, пустую строку списка и затем передать в ТП.
Для заполнения текста необходимо перейти в режим его редактирования, для этого надо выбрать кнопку [Текст]. Заполнить текст перехода конкретными размерами можно двумя способами.
Похожие работы
... недостаточно). Возможно включение комплекса в план учебного процесса, для обучения студентов. 2. Специальная часть разработка программного обеспечения для организации интерфейса программно-методического комплекса 2.1 Разработка технического задания на реализацию специальной части дипломного проекта Наименование программного изделия - "Интерфейс программно - методического комплекса для ...
... являются Лоцман:PLM компании Аскон, PDM STEP Suite, разработанная под НПО "Прикладная логистика", Party Plus компании Лоция-Софт и т.д. Итак, термин САПР (система автоматизации проектирования) подразумевает комплексный подход к разработке изделия и включает совокупность систем CAD/CAM/CAE. Развитие систем геометрического моделирования, анализа и расчета характеристик изделия сопровождается ...
0 комментариев