Навигация
Ультразвукове зварювання
36778
знаков
2
таблицы
6
изображений
1.5 Ультразвукове зварювання
Ультразвукова зварка здійснюється при підведенні до зварюваних деталей енергії механічних коливань ультразвукової частоти з одночасним додатком навантаження (рис. 1.7).
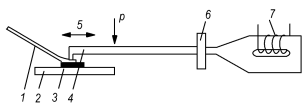
Рис. 1.7. Схема пристрою для ультразвукової зварки: 1 – зволікання виводу; 2 – підкладка; 3 – контактний майданчик; 4 – голка; 5 – напрям вібрацій; 6 – підшипник ковзання; 7 – магнитостриктор [3].
Суть методу ультразвукової зварки полягає у виникненні тертя на поверхні розділу між тілами, що сполучаються. Передача енергії від магнітострикційного перетворювача здійснюється за допомогою зварювальної голки, яка притискує провідник до контактного майданчика.
Ультразвукову зварку можна порівняти з явищем захоплення і заїдання між двома притиснутими один до одного незмащеними поверхнями. Магнітострикційний перетворювач передає вібрацію на голку так, щоб вона вібрувала паралельно поверхні.
Ультразвукова зварка застосовується в тих випадках, коли небажане плавлення часток, що сполучаються, а також при зварці металів, що істотно відрізняються електро і теплопровідністю, при зварці металів з керамікою і стеклам. [5]
Для виконання монтажних з'єднань в мікросхемах застосовують ультразвукові генератори потужністю близько 100 вт на частоту 20 кГц з амплітудою коливання інструменту 10 мкм. Амплітуда коливань має бути направлена уздовж осі зварюваного дроту для зниження ефекту прослизання.
УЗ зварка застосовна і для виконання з'єднань із стеклометаллическими емалевими плівками.
Результатом дії ультразвукових коливань є три процеси: зростання майдану контакту, руйнування окисних плівок і нагрів металу в зоні зварки, сприяють зварюванню. Розгледимо ці процеси докладніше.
З додатком тангенціального навантаження зачинається збільшення майдану контакту. У перетинах, паралельних плоскості контакту, з'являється напруга зрушення. В результаті кожен контактуючий елемент (мікровиступ поверхні) знаходиться в складному напруженому стані під дією нормального і тангенціального навантажень. Майдан контакту, коли прикладено ультразвукове тангенціальне навантаження, зростає у декілька разів. Знакозмінна деформація, що викликається механічними коливаннями, приводить до появи великого числа плям торкання і до розростання їх у вузли схоплювання. [2]
Механічні коливання ультразвукової частоти викликають тертя на поверхнях металів, що приводить до руйнування окисних плівок. Шматочки плівок виштовхуються в зазори між мікровиступами.
Тертя приводить також до інтенсивного виділення тепла в зоні контакту. Під впливом цього тепла метал мікровиступів переходить в пластичний стан, що за наявності нормальних і тангенціальних зусиль викликає його течію. Утворюється область схоплювання за всією площею під голкою зварювального інструменту.
Частота ультразвукових коливань при зварці контактної тяганини з плівкою мікросхеми не вище 50 кгц. Амплітуда коливань голки складає не більше декількох мікрон, щоб не зруйнувати плівку контактного майданчика. Проте для цього потрібно ретельно підтримувати вибраний режим, що у виробничих умовах скрутно. Ультразвукову зварку найчастіше застосовують в лабораторних умовах. [4]
Ультразвукова зварка придатна для м'яких і пластичних металів: золото, алюмінію і мідно-марганцевого сплаву, але не для нихрома і танталу.
Основна трудність ультразвукової зварки полягає в регулюванні тиску, що притискує голку до контактного майданчика. Надмірний тиск роздавлює зволікання виводу або викликає стирання плівки. Малий тиск не приводить до зварки. Тому зручно використовувати для точного регулювання тиску пневматичну систему.
Дефекти з'єднань при термокомпрессионной, контактній і ультразвуковій зварці можна розділити на три групи:
1) хімічне руйнування із-за неправильно вибраної пари металів виводу і контактного майданчика;
2) розтріскування металевої плівки при переході на потовщений контактний майданчик з подальшим перегоранням із-за перегріву в цьому місці при протіканні струму під час експлуатації мікросхеми;
3) попадання забруднень в зону контакту і фіксація їх там, що з часом приводить до місцевих перегрівів і руйнування контактного шва.
Для контактного майданчика кремнієвою ІС переважно алюмінієва плівка, чим золота, оскільки алюміній в контактній зоні під час осадження відбирає кисень від кремнію на себе, що забезпечує отримання хорошого омічного контакту. Із золотом це не відбувається. Крім того, золото має погану адгезію до кремнію, що вимагає введення прошарку з іншого металу. Це небезпечно з точки зору можливого розвитку корозійних процесів. Нарешті, золото має дуже високу міграційну рухливість.
Встановлена можливість вживання вольфраму для контактних майданчиків на кремнієвих і скляних підкладках. Вольфрамовий контактний майданчик має приблизно такий же електричний опір, як і алюмінієва, оскільки отриманий методом вакуумного осадження вольфрам має вищу щільність, ніж алюміній. Поважно, що термічне розширення вольфраму близьке до кремнію і до скла, але головна перевага – в його хімічній стійкості. [7]
Для успішного отримання низкоомных контактів до напівпровідникової підкладки необхідно, щоб:
1) область контакту напівпровідника мала низький питомий опір (менше 1 ом·см);
2) напівпровідник нагрівався до температури приблизно на 20° З менше температури евтектики сплавів дроту і напівпровідника;
3) до контакту додавався тиск 10 кг/мм2.
Бажано, щоб місце зварки було захищене атмосферою інертного газу для попередження окислення або забруднення.
Нізкоомниє контактні майданчики на кремнієвій підкладці можуть бути отримані або за допомогою неглибокої дифузії (для отримання високої концентрації домішок на поверхні), або за допомогою мікросплаву з поверхнею тонких алюмінієвих і золотих плівок.
Можна використовувати обидва методи одночасно. Матеріали мають бути вибрані з таким розрахунком, щоб усунути отримання випрямляючого контакту, для чого корисно застосовувати золото, леговане домішками n, - або р-типу.
При виборі матеріалу зволікання і контактного майданчика слід брати до уваги небезпеку появи «пурпурної чуми», що виникає при зварці золота з алюмінієм. Пурпурна чума є пористими интерметаллические з'єднаннями типа Аuхаlу, збагаченими або алюмінієм (AuAly), або золотом (Au2Al) і що виникають при безпосередньому контакті алюмінію і золота. Вона видно зовні у вигляді облямівки довкола контактної зони і утворюється в результаті дифузії золота, яка протікає повільно при кімнатній температурі і швидко, коли метали нагріті. Збагачене алюмінієм міцне з'єднання АuAl2 яскраво пурпурного кольору, по фізичних властивостях нагадує метал з хорошою електропровідністю, утворюється тільки у відсутності кремнію у складі підкладки. З'єднання AuAl і збагачені золотом з'єднання Au2Al Au4Al сріблястий-блакитного і жовтого кольору, пористі і крихкі, з поганою електропровідністю, швидко утворюються в каталітичній присутності кремнію. За участю кремнію виходять майже чорні пористі з'єднання AuxAlySiz. [1]
Зазвичай вся поверхня кремнієвої підкладки мікросхеми покрита шаром окислу кремнію. Проте в тих випадках, коли окисний шар нанесений недоброякісно, біля контактних майданчиків може бути присутнім вільний кремній. Крім того, оскільки Аl2O3 стабільніший окисел, ніж SiO2 (теплота утворення Аl2O3 значно вища, ніж SiO2), алюміній відновлює окисел кремнію, вивільняючи кремній, який взаємодіє із золотом і алюмінієм.
Швидкість утворення цих інтерметалічних з'єднань збільшується з температурою по експоненціальному закону.
Утворення інтерметалічного з'єднання між золотим дротом і алюмінієвим контактним майданчиком викликає появу в цій зоні механічної напруги і мікротріщин.
Поверхня розділу металів служить тим шляхом, по якому відбувається міграція золота від країв интерметаллического зварного контакту в сусідні ділянки алюмінієвої плівки. Серія фотографій, зроблених через певні інтервали часу, показує, як золото проникає в алюмінієві смужки. Під час міграції золота його кількість довкола контактної зони поступово зменшується, внаслідок чого кінець виводу по всьому периметру контактного шва відключається від провідної смужки, а через деякий час зовсім відділяється від мікросхеми.
Якщо вивід електрично відключився від провідної смужки, але ще не відокремився від підкладки, дефект дуже важко виявити. Інколи досить подати на таке напівзруйноване з'єднання імпульс напруги, наприклад, при випробуванні, щоб воно тимчасово відновилося.
Знайдені засоби запобігання масовим відмовам таких з'єднань. Якщо до приєднання дротяних провідників алюміній окислювати, інтенсивність відмов з'єднань зменшиться, оскільки шар оксиду перешкоджає міграції.
Нанесення шаруючи з третього металу на поверхню алюмінію також дає можливість запобігти міграції [3].
Таблиця 1.2. Зварність матеріалів при різних методах мікрозварки [5].
| Матеріал контактного майданчика і підкладки | Методи зварки і матеріали дротяних виводів | |||||||||||
| Термокомпресія | Зварювання тиском з непрямим імпульсним нагрівом | Контактне зварювання | Ультразвукове зварювання | |||||||||
| Аu | А1 | Сu | Аu | А1 | Сu | Аu | А1 | Сu | Аu | А1 | Сu | |
| Золота плівка з підкладкою нихрома на сталлю або склі | ++ | + | ++ | ++ | + | ++ | ++ | ++ | ++ | + | ||
| Мідна або нікелева плівка з підшаром нихрома на ситалле . | ++ | + | ++ | ++ | + | ++ | + | ++ | + | + | ||
| Алюмінієва плівка на склі | ++ | + | + | + | + | + | ++ | + | ||||
Примітка. ++ зварюються добре; + - зварюються задовільно; - не зварюються.
Похожие работы
... на людину як в процесі експлуатації виробу, так і при його виробництві. Враховуючи те, що в технічній частині дипломного проекту, при розробці мікшерного пульта були розглянуті усі вимоги ДСН3.3.6.037-99 щодо можливого небезпечного впливу акустичного шума, то в першу чергу, розглянемо найбільш небезпечні фактори, що виникають при технологічному процесі пайки, а також розглянуті можливі комплексні ...


... і над плановим. Відомо, що собівартість є одним з головних джерел резервів підвищення ефективності роботи підприємства. Звідси сформуємо мету і задачі даної роботи. Метою даної роботи є підвищення ефективності роботи підприємства ВАТ «Дніпрополімермаш» шляхом управління собівартістю продукції. Відповідно, для досягнення поставленої мети необхідно вирішити наступні задачі: 1. Проаналізувати ...
... ів, з підвищеним ковзанням, багатошвидкісні на дві, три, чотири частоти обертання. 2. МЕХАНІЧНА ЧАСТИНА 2.1 Технічне обслуговування електродвигунів змінного струму Згідно з системою планово-запобіжного ремонту і технічного обслуговування електрообладнання технічна експлуатація електродвигунів передбачає: а) виробниче технічне обслуговування; б) міжремонтне технічне обслуговування; ...
... активності, позитивного ставлення до навчання». Як свідчать дослідження, не можна вирішувати успішно питання навчання без організації оволодіння учнями уміннями мислити. Евристична бесіда як метод розвитку пізнавальної активності нараховує вже кілька тисячоліть, вперше він увійшов в ужиток як “сократична бесіда”, він імені славетного філософа Сократа, що вів філософські з учнями бесіди, що мали ...
0 комментариев