Компоненты должны обладать указанными в схеме характеристиками;
Полярный конденсатор К50-15 (С1)
Звукоизлучатель ЗП-2
Формирование схемы электрической принципиальной
Конструирование деталей
Проектирование конструкции технологической оснастки
Разработка технологического процесса изготовления, сборки и монтажа
Инженерные расчеты
Расчет теплового режима
Расчёт механической прочности
Навигация
Разработка технологического процесса изготовления, сборки и монтажа
Конструирование и технология изготовления генератора "воющего" шума
78177
знаков
9
таблиц
26
изображений
3.3 Разработка технологического процесса изготовления, сборки и монтажа
Технологический процесс (ТП) изготовления радиоаппаратуры представляет собой сложный комплекс действий оборудования и исполнителей по преобразованию исходных материалов в готовое изделие. Построение технологического процесса предприятия и его оснащенность определяются количеством выпускаемых изделий. В зависимости от количества выпускаемых изделий различают единичное, серийное и массовое производство.
При серийном производстве изготовление изделий ведут чередующимися партиями. В зависимости от величины партии различают мелкосерийное и крупносерийное производство. При мелкосерийном производстве используют специальную оснастку и инструмент, подробно разрабатывают технологический процесс, операции закрепляют за определенными рабочими местами. При крупносерийном производстве рабочие места оснащают специальными приспособлениями и инструментами, используют рабочих более низкой квалификации, так как технологические операции упрощаются.
Процесс монтажа состоит из следующих частей:
а) установка и пайка элементов, монтируемых в отверстия;
б) контроль.
Рассмотрим каждую из составляющих технологического процесса подробнее.
Пайка двойной волной припоя.
Пайка волной припоя появилась 30 лет назад и в настоящее время достаточно хорошо освоена. Она применяется только для пайки компонентов в отверстиях плат (традиционная технология), хотя некоторые изготовители утверждают, что с ее помощью можно производить пайку поверхностно монтируемых компонентов с несложной конструкцией корпусов, устанавливаемых на одной из сторон коммутационной платы.
Процесс пайки прост. Платы, установленные на транспортере, подвергаются предварительному нагреву, исключающему тепловой удар на этапе пайки. Затем плата проходит над волной припоя. Сама волна, ее форма и динамические характеристики являются наиболее важными параметрами оборудования для пайки. С помощью сопла можно менять форму волны; в прежних конструкциях установок для пайки применялись симметричные волны. В настоящее время каждый производитель использует свою собственную форму волны (в виде греческой буквы "омега", Z-образную, Т-образную и др.). Направление и скорость движения потока припоя, достигающего платы, также могут варьироваться, но они должны быть одинаковы по всей ширине волны. Угол наклона транспортера для плат тоже регулируется. Некоторые установки для пайки оборудуются дешунтирующим воздушным ножом, который обеспечивает уменьшение количества перемычек припоя. Нож располагается сразу же за участком прохождения волны припоя и включается в работу, когда припой находится еще в расплавленном состоянии на коммутационной плате. Узкий поток нагретого воздуха, движущийся с высокой скоростью, уносит с собой излишки припоя, тем самым разрушая перемычки и способствуя удалению остатков припоя.
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем, связанных как конструкцией плат, так и с особенностями процесса пайки, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих дозировке припоя.
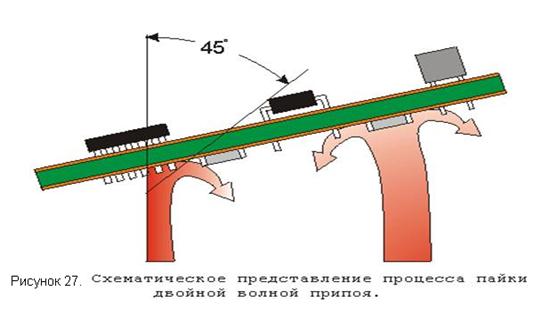
Совершенствование конструкции платы оказалось недостаточным для достижения высокого уровня годных при традиционных способах изготовления изделий с простыми компонентами, монтируемыми на поверхность обратной стороны плат. Потребовалось изменить технологический процесс пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой, она исходит из сопла под большим давлением (рис. 27).
Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса. Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой ламинарной волной с малой скоростью истечения. Вторая волна обладает очищающей способностью и устраняет перемычки припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки все параметры каждой волны должны быть регулируемыми. Поэтому установки для пайки двойной волной должны иметь отдельные насосы, сопла, а также блоки управления для каждой волны. Установки для пайки двойной волной рекомендуется приобретать вместе с дешунтирующим ножом, служащим для разрушения перемычек из припоя.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа. [34]
Контроль.
Рабочее место на основе системы визуального контроля MANTIS отвечает всем требованиям эргономики, уменьшает усталость работника в процессе работы, повышает его производительность за счет снижения напряжения зрения и уменьшения утомляемости глаз.
Стереоизображение с высокой разрешающей способностью, большая глубина резкости, оптимальная цветопередача и хорошее регулируемое освещение обеспечивают более эффективное проведение работ. Эффективность системы MANTIS сохраняется при работе в очках или с контактными линзами.
Пользователю доступны пять объективов с различной степенью увеличения, два из которых постоянно находятся на турели и могут быть выбраны простым переключением рычага. Для работы в условиях сильного загрязнения, например, при пайке, объективы могут быть оснащены прозрачными защитными фильтрами. Применение сменного патрона с влагопоглотителем препятствует запотеванию оптической системы прибора.
Достоинства:
- максимальное увеличение до 10 крат;
- стереоизображение с высокой разрешающей способностью;
- антибликовый экран;
- регулируемое освещение;
- низкая утомляемость оператора.
Все вышеперечисленное позволяет добиться высокого качества изготовления проектируемого изделия.
Основными документами при разработке технологических процессов являются технологические карты. В картах указывается структура технологического процесса и его содержание, последовательность выполнения операций, применяемое оборудование, режимы обработки и тому подобное. Применяются технологические карты трех видов: маршрутные, технологического процесса и операционные.
Маршрутные карты представляют собой технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастки, материальных и трудовых нормативах, в соответствии с установленными нормами. Эти карты определяют последовательность прохождения обрабатываемого изделия по цехам. Они применяются в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и обрабатываемое изделие твердо не закреплено за операциями на длительное время.
Маршрутные карты содержат сведения о материале и маршрутах заготовки, цехах и мастерских, в которых производится обработка, а так же перечень операций, оборудования, технологической оснастки, профессий и разряды рабочих, а так же нормированные сведения.
Маршрутные карты технологического процесса сборки печатной платы приведены в приложении. Технологический процесс разработан в соответствии с ОСТ 4ГО.019.432 [22]
0 комментариев