Навигация
Инструментальные стали. Стали для измерительного инструмента. Штамповые стали. Твердые сплавы
23938
знаков
0
таблиц
2
изображения
Министерство образования и науки Украины
Донбасский государственный технический университет
Институт повышения квалификации
КОНТРОЛЬНАЯ РАБОТА
по "Металловедению"
На тему:
«Инструментальные стали. Стали для измерительного инструмента. Штамповые стали. Твердые сплавы»
Алчевск 2009
1. Инструментальные стали и сплавы
Инструментальные стали предназначены для изготовления режущего, измерительного инструмента и штампов холодного и горячего деформирования. В процессе эксплуатации все виды инструмента, особенно металлорежущий и штампы, подвергаются истиранию, испытывают высокие давления, а также повышенные напряжения, чаще всего, изгиба или кручения. Для обеспечения износостойкости инструментальным сталям должна быть присуща высокая твердость, а для сохранения формы инструмента, предупреждения его поломок и выкрошивания рабочих кромок – высокая прочность при удовлетворительной вязкости. К важному свойству инструментальных сталей, подвергающихся при резании или деформировании существенному нагреву, относятся теплостойкость (красностойкость), т.е. устойчивость против отпуска.
По предложению Ю.А. Геллера, все инструментальные стали делят на три группы: не обладающие теплостойкостью (углеродистые и легированные стали, содержащие до 3-4% легирующих элементов); полутеплостойкие (содержащие более 0,6-0,7% С и 4-18% Сr) и теплостойкие стали (высоколегированные стали, содержащие Cr, W, V, Mo, Co, ледебуритного класса, получившие название быстрорежущие). Кроме служебных свойств, для инструментальных сталей большое значение имеют технологические свойства: прокаливаемость, малые объемные изменения при закалке, обрабатываемость давлением, резанием, шлифуемость. В промышленности применяют большое число инструментальных сталей как углеродистых, так и легированных. Особую группу образуют твердые сплавы, обладающие высокой износостойкостью.
2. Стали для измерительного инструмента
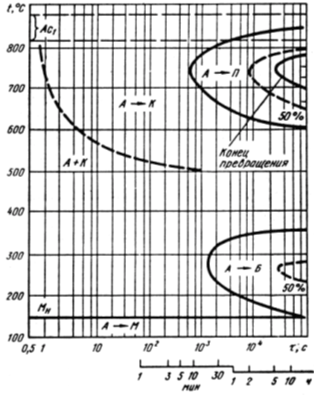
Стали для измерительного инструмента должны обладать высокой твердостью, износостойкостью, небольшим коэффициентом теплового расширения и сохранять постоянство размеров и формы в течение длительного срока службы. Обычно применяют высокоуглеродистые (заэвтектоидные низколегированные) хромистые стали X (1,0–1,1% С и 1,3–1,6% Сr), ХГ (1,3–1,5% С, 0,45–0,7% Мn, 1,3–1,6% Сr), ХВГ, 9ХС. Измерительный инструмент из стали X и ХГ проходит закалку с возможно более низкой температуры, обычно 840–850° С, для получения минимального количества остаточного аустенита.
В закаленной высокоуглеродистой стали при нормальной комнатной температуре в течение длительного времени самопроизвольно протекает процесс старения, который заключается в частичном распаде мартенсита и превращении некоторого количества остаточного аустенита в мартенсит. Старение вызывает небольшое изменение объема в линейных размерах изделия, недопустимое для измерительных инструментов высоких классов точности.
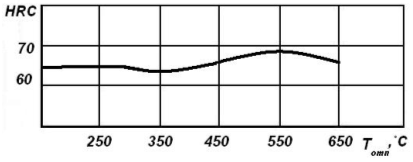
Для предупреждения старения измерительные инструменты продолжительное время (12–60 ч) подвергают отпуску при температуре 120–140°С. Твердость после указанной обработки составляет HRC 62–64. Иногда после закалки производят обработку холодом при температуре -50¸-80°С для более полного превращения остаточного аустенита.
Измерительные скобы, шайбы, линейки и другие плоские и длинные инструменты изготовляют из листовой стали марок 15, 15Х, 20Х, 12ХН3А и для получения рабочей поверхности с высокой твердостью и износостойкостью подвергают цементации (стали 15, 20) и закалке; поверхностной закалке ТВЧ – стали 50, 55; для крупного инструмента сложной формы применяют азотируемую сталь 35ХМЮА.
3. Углеродистые инструментальные стали
Углеродистые стали (ГОСТ 1435) поставляют после отжига на зернистый перлит с гарантией на химический состав и твердость. Их производят качественными У7, У8, У9,…, У13 и высококачественными У7А, У8А, У9А,…, У13А. Буква «У» в марке показывает, что сталь углеродистая, а цифра – среднее содержание углерода в десятых долях процента. Благодаря невысокой твердости в состоянии поставки (НВ 187–217) углеродистые стали хорошо обрабатываются резанием и деформируются, что позволяет применять накатку, насечку и другие высокопроизводительные методы изготовления инструмента.
Из-за низкой прокаливаемости (10–12 мм) углеродистые стали пригодны для мелкого инструмента или для инструмента сечением до 25 мм с незакаленной сердцевиной, в которой режущая часть приходится на поверхностный слой (метчики, развертки, напильники и т.п.). Несквозная закалка уменьшает деформации инструмента и повышает за счет вязкой сердцевины его устойчивость к ударам и вибрациям. В сечениях более 25 мм закаленный слой получается тонким и продавливается во время работы.
Стали У7¸У9 подвергают полной, а стали У10¸У13 – неполной закалке. Инструмент сечением более 15 мм охлаждают в воде или водных растворах солей и щелочей. Инструменты меньшего сечения для уменьшения деформаций и опасности растрескивания закаливают в масле или расплавах солей при 160–200° С.
Стали У7, У8, У9, обеспечивающие более высокую вязкость, применяют для инструментов, подвергающихся ударам: деревообделочного, слесарного, кузнечного, а также пуансонов, матриц и др. После закалки их отпускают при 275–350°С на троостит (HRC 48–51). Заэвтектоидные стали У10, У11, У12 используют после низкого отпуска (150–180°С) со структурой мартенсита и включениями карбидов, обеспечивающих повышенную износостойкость. Их применяют для инструментов с высокой твердостью на рабочих гранях (HRC 62–64): режущего (напильники, пилы, метчики, сверлы, резцы и т.п.), измерительного (калибры простой формы и невысоких классов точности) и небольших штампов холодной высадки и вытяжки, работающих при невысоких нагрузках.
Сталь У13 применяют для инструментов, требующих наиболее высокой твердости: шаберов, гравировального инструмента.
Высококачественные стали имеют то же назначение, что и качественные, но из-за несколько лучшей вязкости их чаще используют для инструментов с более тонкой режущей кромкой.
Недостатки углеродистых инструментальных сталей: чувствительность к перегреву и отсутствие теплостойкости. Наиболее склонны к перегреву из-за отсутствия избыточных карбидов стали У8 и У9, что существенно ограничивает их применение.
Инструмент из углеродистых сталей отпускается и теряет твердость при нагреве свыше 200°С. В связи с этим он пригоден для обработки сравнительно мягких материалов и при небольших скоростях резания или деформирования.
Похожие работы
... относят к определенной группе отраслей промышленности – твердые безвольфрамовые сплавы – один из продуктов перерабатывающей промышленности. Потребительские свойства безвольфрамовых твердых сплавов Наиболее важными свойствами металлокерамических твердых сплавов являются: твердость, вязкость, стойкость на истирание, удельный вес, теплопроводность и красностойкость. Все эти свойства тесно ...



... материалы, твёрдость и износоустойчивость которых превышает твёрдость и износоустойчивость твёрдых сплавов на основе карбидов вольфрама и титана с кобальтовой связкой карбидотитановых сплавов на никель-молибденовой связке. Широко применяемые сверхтвердые материалы: электрокорунд, оксид циркония, карбид кремния, карбид бора, боразон, диборид рения, алмаз. Сверхтвёрдые материалы часто применяются в ...


... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
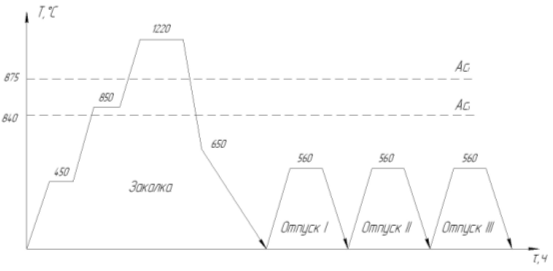
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...
0 комментариев