Навигация
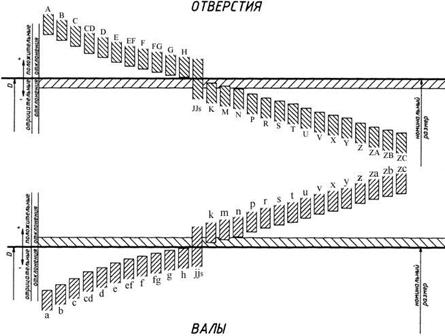
Взаимозаменяемость гладких соединений
33622
знака
3
таблицы
23
изображения
2 Взаимозаменяемость гладких соединений
2.1 Выбор и расчет посадок на все соединения узла по аналогии
Задание: начертить сборочный чертеж узла, выявить и перечислить все основные соединения (кроме расчетных).
Сборочный чертеж содержит следующие соединения:
а) привертная крышка с отверстием для прохода вала, поз.5 – корпус редуктора, поз.3
б) привертная крышка с отверстием для прохода вала червяка, поз.7 – корпус редуктора, поз.3
в) привертная крышка без отверстия для прохода вала, поз.8 – корпус редуктора, поз.3
г) привертная крышка без отверстия для прохода вала, поз.1 – стакан подшипника качения, поз.2
д) дистанционное кольцо верхнее, поз. 6 – вал, поз. 9
е) дистанционное кольцо нижнее, поз. 4 – вал, поз. 9
ж) стакан подшипника качения, поз.2 – корпус редуктора, поз.6
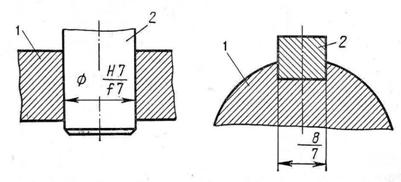
Анализируя работу соединения крышка с отверстием для прохода вала – корпус редуктора, выбираем поле допуска отверстия Н7, исходя из экономической целесообразности, чтобы уменьшить номенклатуру обрабатывающих инструментов, т.к. мы обрабатываем с этой степенью точности посадочное место под наружное кольцо подшипника. Чтобы ограничить радиальное смещение привертной крышки, поле допуска центрирующей поверхности по стандарту ГОСТ 18512-73 задаем h8[4, с.102] Посадка![]()
Определим предельные размеры и натяги
![]()
![]()
![]()
![]()
![]()
![]()
Масштаб: 1мм=1мкм
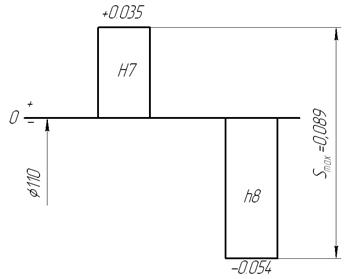
Рисунок 2.1.1 – Схема расположения полей допусков соединения ![]()
Выбираем посадку для соединения «б». Исходя из тех же соображений, что и при выборе посадки для предыдущего соединеия, т.к. эти соединения однотипны, выбираем соединения посадку ![]() [4, с. 102]
[4, с. 102]
Так как данная посадка аналогична предыдущей, она будет иметь такую же схему расположения полей допусков и предельные размеры и наибольший и наименьший зазоры.
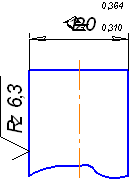
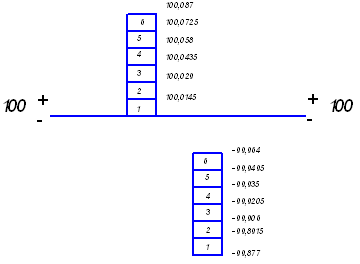
Выберем посадку для соединения «в». Единственное назначение привертной кромки без отверстия для прохода вала - закрыть отверстие в корпусной детали. Точное центрирование таких крышек по отверстию корпуса не требуется. Поэтому поле допуска центрирующей поверхности привертной кромки принимаем согласно [4, с. 102] d11. Поле допуска посадочного места под подшипник Н7
Посадка ![]()
Определяем предельные размеры:
Dmax = D+ES = 92 + 0.035 = 92.035 мм
Dmin = D+EI = 92 + 0 = 92 мм
dmax = d + es = 92 + (- 0.120) = 91.880 мм
dmin = d + ei = 92 + (- 0,340) = 91.660 мм
Определяем наибольший и наименьший зазаоры:
Smax = Dmax - dmin = 92.035 – 91.660 = 0.375 мм
Smin = Dmin - dmax = 92– 91.880 = 0.120 мм
Строим схему расположения полей допусков
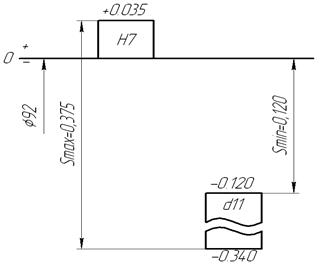
Рисунок 2.1.2 – Схема расположения полей допусков посадки ![]()
Выберим посадку для соединения «г». Исходя из тех же соображений, что и при выборе посадки для предыдущего соединения, т.к. эти соединения однотипные, выберим для данного соединения посадку ![]() [4, с. 102]
[4, с. 102]
Так как данная посадка аналогична предыдущей, она будет иметь такую же схему расположения полей допусков, предельные зазоры и предельные размеры.
Выберим посадки для соединений «д» и «е» т.к. эти соединения одинаковые, то выбор посадок для них рассмотрим в одном пункте.
Анализируя работу этих соединений приходим к выводу, что поле допуска вала должно быть такое же, как и при посадке вала и внутреннего кольца подшипника – к6. Это упрощает шлифование поверхности вала и не увеличивает номенклатуру режущего и измерительного инструмента. Тогда по [4,с. 91] выбираем поле допуска отверстий колец Н9.
Посадка ![]()
Определяем предельные размеры:
Dmax = D+ES = 50 + 0,062 = 50,062 мм
Dmin = D+EI = 50 + 0 = 50 мм
dmax = d + es = 50 + 0.018 = 50.018 мм
dmin = d + ei = 50 + 0.002 = 50.002 мм
Определяем наибольшие зазоры и натяги:
Smax = Dmax - dmin = 50,062 – 50,002 = 0,060 мм
Nmax = dmax – Dmin = 50.018 – 50 = 0.018 мм
Построим схему расположения полей допусков:
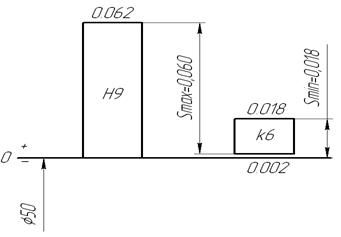
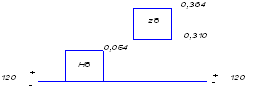
Рисунок 2.1.3 – Схема расположения полей допусков посадки ![]()
Выберем посадку для соединения «ж». Для легкости установления стаканов в корпусных деталях желательно применение посадок с зазором. Но тогда возможно их смещение в пределах зазоров, что вызывает изменение положения оси вращения вала и увеличение концентрации нагрузки. Поэтому в подобных соединениях зазоры нежелательны. В связи с этим в [4,с.95] рекомендуется применять следующие посадки для стаканов нерегулируемых в осевом направлении: Н7/к6; Н7/м6. Принимаем посадку Н7/к6.
Посадка ![]()
Определяем предельные размеры:
Dmax = D+ES = 226 + 0.052 = 226.052 мм
Dmin = D+EI = 226 + 0 = 226 мм
dmax = d + es = 226 + 0.036 = 226.036 мм
dmin = d + ei = 226 + 0.004 = 226.004 мм
Определяем наибольшие зазоры и натяги:
Smax = Dmax - dmin = 226,052 – 226,004 = 0,048 мм
Nmax = dmax – Dmin = 226,036 – 226 = 0,036 мм
Построим схему расположения допусков
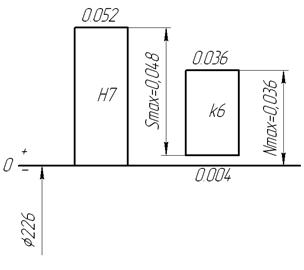
Рисунок 2.1.4 – Схема расположения полей допусков соединения ![]()
Похожие работы

... , как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки. Точность деталей и их соединений Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это ...


... технические измерения: Учебник для вузов – 6-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352 с. 4. Взаимозаменяемость и технические измерения. Методические указания/ Составители: Б.А. Калачевский, М.С. Корытов, В.В. Акимов, А.Ф. Мишуров. – Омск: СибАДИ, 2004/ 5. Допуски и посадки. Справочник в 2 ч. /Под ред. В.Д. Мягкове. – Л.: Машиностроение, 1978/ 6. Справочник по машиностроительному ...
... это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу). 3. Допуски и посадки шпоночных соединений Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного ...
... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...
0 комментариев