Навигация
У кожнім випадку «буравлення» печі необхідно скласти акт, що встановлює причину буравлення і заходи, що запобігають буравлення печі надалі
77552
знака
0
таблиц
10
изображений
13. У кожнім випадку «буравлення» печі необхідно скласти акт, що встановлює причину буравлення і заходи, що запобігають буравлення печі надалі.
14. Коксові . машини, поставлені в резерв, завжди повинні знаходитися в повній робочій готовності. Машини, спрямовані на ремонт, повинні негайно ремонтуватися.
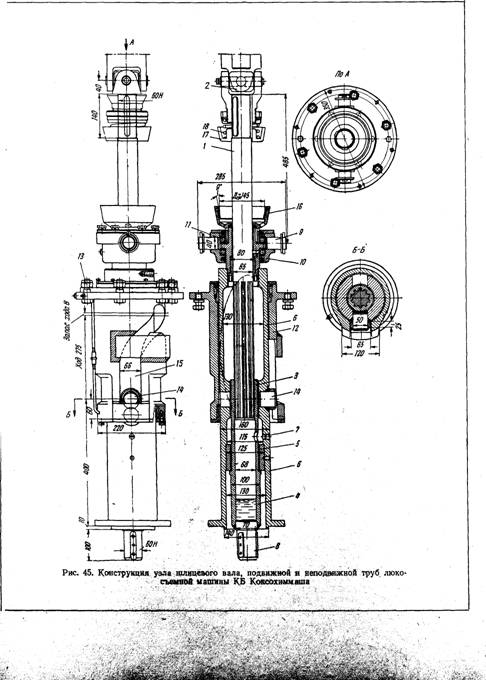
Планирний пристрій коксовиштовхувачаЗагальні дані
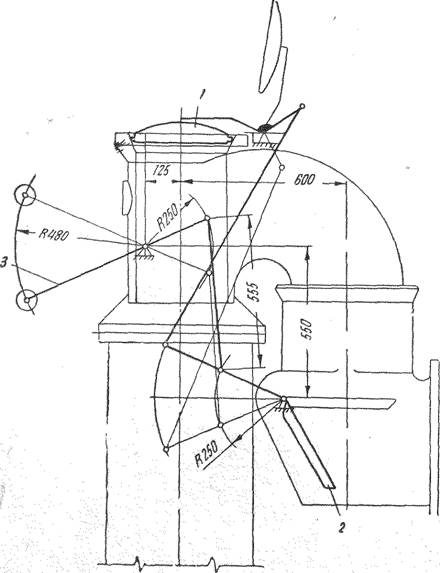
Планирний пристрій служить для вирівнювання (планування) вугільної шихти, що завантажується в коксову піч.
Планування виробляється шляхом багаторазового поступального руху планирної штанги. Повнота і рівномірність завантаження коксової печі шихтою в Значній мірі залежать від погодженої роботи вуглезавантажувального вагона і планирного пристрою, тривалості планування і висоти установки планирної штанги.
Правилами технічної експлуатації коксових печей заборонене завантаження печей без чи планування з розривом у часі між завантаженням і плануванням.
Планування повинне починатися відразу ж по закінченні вивантаження шихти з крайніх бункерів вуглезавантажувального вагона. Планування виробляється, поки не закінчиться випуск шихти із середнього бункера і не буде забезпечений вільний прохід у стояк коксового газу по всій довжині простору.
При зворотно-поступальному русі планирної штанги шихта із середнього бункера рівномірно розподіляється по всій довжині коксової печі, заповнюючи усі вільні її обсяги.
Загальний час планування однієї печі не повинний перевищувати 3 хв. Більш тривале планування збільшує втрати коксового газу. Звичайно при висновку з печі планирна штанга разом з нею вигрібається частина шихти, що по похилому жолобі скидається в бункер коксовиштовхувача.
Планирна штанга вводиться в коксову піч через прямокутний люк, зроблений у верхній частині дверей. Після закінчення планування цей люк закривається дверцятами, шарнірно з'єднаної з корпусом дверей. Дверцята щільно притискаються до дзеркала люка за допомогою спеціального притискного пристрою, що забезпечує необхідну для коксування герметичність коксової печі. Повнота і рівномірність завантаження печей шихтою має велике значення не тільки для продуктивності коксових печей, але і для якості хімічний продуктів коксування.
У проектах коксових печей передбачається обов'язкова різниця в 400—450 мм між рівнем завантаження шихтою і верхньою крайкою горизонтальних каналів в обігрівальних простінках. Неповнота і нерівномірність завантаження печей приводять до оголення поверхні кладки частини простінків, що обігрівається, у результаті чого підвищується температура простору коксової печі.
Підвищення температури в просторі викликає перегрів коксового газу і його розкладання, що, у свою чергу, зменшує вихід продуктів коксування, погіршує якість смоли й інших продуктів. Навпаки, збільшення висоти завантаження коксової камери понад проектний рівень приводить до неповного коксування верхніх шарів шихти. Планирний пристрій типового коксовиштовхувача (рис.10) складається з: наступних основних вузлів: планирної штанги 1; опорних і напрямних роликів, встановлених у стійках 2; приводи планирної штанги 8; механізму для відкривання і закривання планирного люка 4; натяжні пристрої 5; бункера для прийому шихти, що вигрібається при плануванні 6; жолоба з візком для його підйому й опускання 7; опорної металоконструкції, що обслуговують площадок, сход і огороджень 8; електропускової і регулюючої апаратури.
Планирна штанга типового коксовиштовхувача являє собою балку рівного опору, виготовлену зі смугової і кутової сталі марки Ст. 3 довжиною 21 860 мм, шириною 240 мм і перемінною висотою від 70 до 200 мм. Передню частину планирної штанги (носок) довжиною 3—4 м, як потребуючої частої зміни в процесі експлуатації, роблять окремої на болтовому з'єднання;
Конструкція планирної штанги повинна забезпечувати мінімальний вигріб шихти при плануванні й отже, максимально можливу повноту завантаження коксової печі.
Тому вона повинна мати такий момент опору, що, відповідно до технічних умов на виготовлення, не допускав би прогину кінця планирної штанги більш 75—100 мм.
Крім планирних штанг рівного опору на окремих коксовиштовхувачах працюють планирні штанги рівного перетину. По ширині вони однакові зі штангами рівного опору (240 мм), а висота їх по всій довжині, крім переднього носка довжиною 4—5 м, дорівнює 250 мм.
З інших конструкцій планирних штанг слід зазначити штангу фірми Копперс, що має однакову висоту 255 мм по всій довжині і ширину 200 мм. За допомогою розташованих по всій довжині штанги цівок вона приводиться в зворотно-поступальний рух цепною шестернею.
Штанга з цепним приводом ніяких переваг не дають. Навпаки, велика кількість цівок по довжині планирної штанги утворить ґрати, що затримує шихту, збільшує планирний вигріб.
На ряді коксохімічних заводів штанги конструкції фірми Копперс замінені типовими планирними штангами рівного опору з канатним приводом. Установка планирної штанги на коксовиштовхувачі повинна забезпечити максимальну повноту завантаження коксової печі. Для цього планирна штанга повинна встановлюватися щодо зводу коксової печі так, щоб між верхньою крайкою штанги і зводом коксової печі був зазор 60—70 мм. Для регулювання планирної штанги по висоті стійки і нижні опорні ролики встановлюють на прокладках. Ці прокладки дають можливість регулювати планирну штангу по висоті в межах ± 100 мм від проектної. Необхідність регулювання викликається також можливими відхиленнями від пропонованих теоретичних величин при росту коксових печей у період їхнього розпалювання.
Опорні ролики планирної штанги мають реборди для її напрямку. Нижні опорні ролики і верхні завзяті обертаються у втулках з антифрикційного чи чавуна на підшипниках кочення. Для змащення користаються, загальною централізованою системою змащення коксовиштовхувача.
На осі нижніх опорних роликів установлюється спеціальний ролик, що служить для напрямку приводного каната планирної штанги. Ролики значно поліпшують умови роботи і збільшують тривалість служби каната.
Передня опора планирної штанги виконана по типу балансирної. На осі, закріпленої в звареній металоконструкції, підвішена рама балансира, на осях якої встановлені два опорних ролики однакового діаметра. До рами балансира прикріплюють підвіску, на якій установлені вантажі. Тому що передня частина планирної штанги, по висоті перемінного перетину те спочатку штанга підтримується одним роликом. У цей час сила, що притискає ролик до планирної штанги, визначається величиною ваги вантажу. Коли ж до балансирної опори підходять однакове по висоті перетин планирної штанги, вона автоматично встановлює балансирну опору в горизонтальне, положення і спирається при цьому одночасно на два ролики. Щоб виключити можливість підйому передньої частини планирної штанги, на початку її руху установлюється верхній завзятий ролик.
Ролики балансирної опори встановлені на підшипниках кочення, а верхній ролик — на підшипниках ковзання. Металоконструкція балансирної опори служить одночасно рамою для механізму відкривання і закривання планирних дверцят.
Всі опорні ріжки виготовляють зі сталевого лиття марки 45-55-12.
Механізм пересування планирної штанги
Механізм пересування планирної штанги складається з електродвигуна, з'єднаного з редуктором за допомогою зубцюватої муфти. На тихохідному валу редуктора насаджена шестірня, що знаходиться в зачепленні з зубцюватим вінцем, прикріпленим болтами до барабана, вісь симетрії якого збігається з подовжньою віссю планирної штанги. До барабана кріпляться дві галузі сталевого дротового каната, кожна з них, пройшовши через направляючих ролик, другим кінцем приєднана до планирної штанги.
Для натягу каната служить натяжний пристрій гвинтового типу з ручним приводом. Ручний аварійний привод здійснюється від штурвала, що надягається на швидкохідний вал редуктора. Механізм має електромагнітне гальмо. На валу барабана встановлене зубчасте колесо, за допомогою якого приводиться в рух шляховий вимикач.
Одна галузь каната під час обертання барабана навивається на нього, а інша розмотується, даючи можливість планирній штанзі робити поступальний рух по опорних роликах. Механізм пересування планирної штанги працює реверсивно, чим забезпечується зворотно-поступальний рух планирної штанги. У вузлах закріплення канатів на планирній штанзі передбачені пружинні амортизатори, завдяки яким зм'якшуються поштовхи на привод механізму.
Конструкція барабана, кріплення до нього зубцюватого вінця і деталь кріплення зубцюватої шестірні для передачі руху до шляхового вимикача.
Привод механізму пересування планирної штанги з циліндричним редуктором. Він складається з електродвигуна, редуктора, канатного барабана, шляхового вимикача і електро-гальма, установлених на загальній звареній рамі. Зубчаста передача до барабана і зубчаста передача до шляхового вимикача закриті кожухами.
Механізм відкривання і закривання планирних дверцят
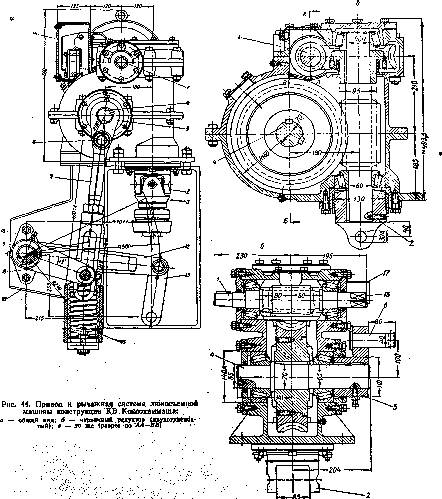
Конструкції КБ Коксохіммаша
Планирний люк закритий планирними дверцятами. Перед тим як планирна штанга вводиться в піч, дверцята повинні бути відкриті. Операція відкривання (закривання) планирних дверцят цілком механізовані. Конструкція планирних дверцят складається з електродвигуна, з'єднаного за допомогою муфти з редуктором.
Електродвигун установлений на корпусі редуктора і може разом з ним робити гойдаючийся рух навколо осі. Тяга черв’ячно-гвинтового редуктора шарнірно з'єднана з важелем, один кінець якого шарнірно закріплений на осі. На іншому кінці важеля шарнірно підвішене захоплення. Сполучна ланка шарнірно зв'язує важіль з важелем, один кінець якого шарнірно закріплений на осі. До важеля на осі кріпиться притискної ролик, що у свою чергу шарнірно зв'язаний із пружинним пристроєм і через нього — із пружинним демпфером.
Крайнє нижнє положення механізму, при якому коксовиштовхувач може пересуватися уздовж фронту коксових печей.
Робота механізму відкривання і закривання планирних дверцят
Конструктивне оформлення механізму відкривання-закривання планирний дверцят і дані основні розміри. Відразу дані три положення механізму: вихідне крайнє положення; положення, при якому притискної ролик натискає на важіль планирні дверцята для її ущільнення; крайнє верхнє положення, при якому дверцята цілком відкриті. При включенні механізму для відкривання дверцят (на підйом) тяга, рухаючи по напрямку, змушує важіль повертатися навколо осі. Одночасно піднімається захоплення, що входить у зачеплення з віссю запірного важеля планирних дверцят. Рухаючи далі нагору, захоплення повертає важіль навколо осі і відкриває планирні дверцята. При наступному русі захоплення нагору він цілком піднімає дверцята до положення, коли механізм автоматично зупиняється за допомогою кінцевого вимикача. Після закінчення планування механізм одержує зворотний рух і тяга змушує важіль опускатися вниз. Одночасно опускається важіль із закріпленими до нього притискним роликом і іншими деталями. Коли дверцята закриються і захоплення відійде в положення, на вісь важеля планирних дверцят починає діяти притискної ролик . Зв'язана з ним демпферна пружина розрахована так, щоб після необхідного притиснення важеля і, отже, герметизації планирного люка, притискної ролик міг повернутися навколо осі і цим дати можливість установити механізм. При цьому механізм автоматично зупиняється кінцевим вимикачем.
Слід зазначити, що механізми відкривання і закривання планирних дверцят працюють у дуже тяжких умовах і надійність їхньої роботи багато в чому залежать від конструкції планирних дверцят.
По проекті Гіпрококсу на всіх нових коксових батареях установлюються двер із пружинним затиском планирних дверцят, що забезпечують гарне ущільнення планирного люка. При цьому умови роботи механізму відкривання-закривання планирних дверцят цілком задовільні.
МЕХАНІЗМ ОБЕЗГРАФІЧУВАННЯУ процесі коксування в підсводному просторі коксової печі встановлюється температура 750—800° і вище.
При цьому відбувається розкладання вуглеводнів, що містяться в летучих хімічних продуктах коксування. У результаті на вільних від шихти ділянках стінок і на зводі коксової печі відкладається графіт у виді твердої маси, що має міцний зв'язок із кладкою печі.
Якщо не робити систематичного видалення відкладень графіту, відбувається зменшення корисного обсягу коксової камери, зменшується перетин для проходу газу і погіршуються умови роботи планирної штанги.
На коксовиштовхувачах старих конструкцій для видалення відкладень графіту застосовуються спеціальні різці з твердих сплавів, називані графіторізами. Вони встановлюються на голівці штанги, що виштовхує, і в процесі виштовхування коксу одночасно роблять механічне видалення відкладень графіту. Таке механічне видалення відкладень графіту руйнуючу діє на кладку коксових печей. Тому на коксовиштовхувачах нових конструкцій видалення відкладень графіту виробляється стисненим повітрям, що подається в піч у процесі виштовхування коксового пирога.
При подачі повітря в піч відбувається випалювання (згоряння) відкладень графіту. Цей процес одержав назву обезграфічування.
На окремих заводах паралельно з пневматичним пристроєм установлюють графіторізи.
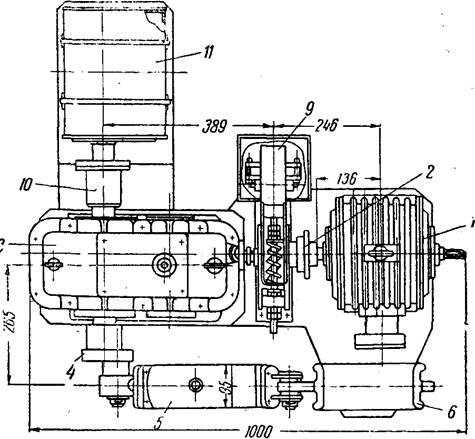
Пристрій для повітряного обезграфічування (рис.11) складається з наступних вузлів: компресорної станції 1, повітрозбірника 2, головного барабана з пневматичним шлангом 3, натяжного пристрою 4, повітряної комунікації з необхідною запірною контролюючою і запобіжною апаратурою 5, з електроапаратури і пристосувань для автоматичного включення і вимикання повітря.
Компресорна станція встановлюється на нижній площадці коксовиштовхувача. Забір повітря для компресора виробляється через фільтр 6. Включення і вимикання електродвигуна компресора виробляється автоматично в залежності від тиску повітря в повітрозбірнику. При тиску 7 атм електродвигун виключається, а при тиску 5 атм — включається. З компресора повітря надходить для повітряного охолодження в змійовик 7, а потім у повітрозбірник 2 діаметром 1600 мм, ємністю 9,2 м 3.
Повітрозбірник установлюється також на нижній площадці коксовиштовхувача і кріпиться до металоконструкції сталевими хомутами. На повітрозбірнику маються манометр і запобіжний пружинний клапан.
З повітрозбірника повітря надходить у золотниковий пристрій з електромагнітом 8, встановлене в кабіні машиніста і, що служить для автоматичного включення чи вимикання повітря, що надходить на обезграфічування.
Золотниковий пристрій з електромагнітом складається з литого чавунного корпуса з розташованим усередині золотником. На верхньому кінці штока золотника встановлюється пружина, а нижній кінець шарнірно з'єднаний з електромагнітом.
Золотниковий пристрій працює в такий спосіб. При включенні електродвигуна механізму штанги, що виштовхує, (хід уперед) одночасно включається електромагніт, завдяки чому якір електромагніта притягається до сердечника, роблячи хід 25 мм.
Золотник опускається, відкриваючи прохід повітря в систему для обезграфічування. Силою притягання якоря електромагніта пружина.
При переключенні електродвигуна механізму штанги, що виштовхує, на зворотний хід електромагніт, відключається, золотник під дією пружини переміщається нагору, закриваючи прохід повітря. У залежності від вимог експлуатації пристрій може бути використане для подачі повітря на обезграфічування як при ході штанги, що виштовхує, у піч, так і при ході її з печі.
У випадку великого відкладення графіту рекомендується включати подачу повітря для обезграфічування при робочому і неробочому ходах штанги, що виштовхує.
З золотникового пристрою повітря направляється до головного барабана, по зовнішньому діаметрі якого в нарізних канавках навитий пневматичний шланг.
Головний барабан діаметром 1200 мм по ширмі розділений на двох частин: нарізну з канавками правого різьблення для пневматичного шланга і для намотування допоміжного каната. Канат повинний приймати на себе зусилля, що виникають при русі штанги, що виштовхує, і цим розвантажувати пневматичний шланг. На нарізній частині барабана розміщаються, чотири повних витки пневматичного шланга. Матеріал барабана — чавун марки СЧ 12-28.
На одному валу з головним барабаном установлений барабан натяжного пристрою, що має нарізні канавки для каната діаметром 13 мм. По ширині барабана укладаються шість повних витків каната. Діаметр барабана 380 мм. Матеріал — чавун марки СЧ.
Барабани обертаються на валу, установленому на підшипниках кочення. Опори цих підшипників кріпляться до металоконструкції.
Барабан натяжного пристрою три допомоги допоміжного каната і блоків з'єднаний з контр вантажем, що може переміщатися в напрямних.
Підведення повітря від твердого повітряпроводу до гнучкого шланга через головний барабан виробляється за допомогою пристрою, що складає з кришки, що має отвір для з'єднання з трубкою. Вал на який установлений головний барабан, з боку підведення повітря має канал довгий 300 мм, діаметром 35 мм, на кінці якого зроблений вихід з різьбленням. Між кришкою і корпусом підшипника встановлюється ущільнення, що зажимається за допомогою шпильок.
Повітря, що надходить із труби, направляється в отвір обертового вала і далі надходить у трубу, одним кінцем закріплену на різьбленні у вихідному отворі вала, а іншим — з'єднану з пневматичним шлангом, навитим на головний барабан. Далі повітря по гнучкому шлангу направляється до кінцевої частини штанги, що виштовхує, де укріплений блок із двома нарізними канавками.
Широка канавка призначена для напрямку пневматичного шланга, а вузька — для допоміжного каната. На цьому ж блоці зроблене з'єднання пневматичного шланга з трубою, покладеної на верхньому поясі штанги, що виштовхує, а також закріплений другий кінець допоміжного каната.
По трубі повітря надходить до сопла, установленому на верхній частині голівки штанги, що виштовхує. Сопло має п'ять отворів, через які одночасно виходить повітря під тиском 5—7 атм, утворити як би повітряне віяло, спрямований на звід і верхню частину стін коксової печі.
Кріплення труби на верхньому поясі штанги, що виштовхує, повинне забезпечувати вільне її розширення. У противному випадку при важких температурних умовах труба значно деформується і може вийти з ладу.
Робоча довжина гнучкого шланга і довжина ходу контрвантажу натяжного пристрою визначаються ходом штанги, що виштовхує.
У вихідному (крайньому задньому) положенні штанги, що виштовхує, гнучкий шланг навитий на барабан тільки одним витком; в аналогічному положенні знаходиться допоміжний канат, що йде паралельно пневматичному шлангу. На барабан натяжного пристрою при вихідному положенні штанги, що виштовхує, канат навитий по ширині, а контрвантаж підводять у крайнє верхнє робоче положення.
Коли виштовхує штанга починає свій рух убік коксових печей, пневматичний шланг і допоміжний канат навиваються на головний барабан, що приводиться в рух контрвантажем що при цьому опускається. Так відбувається доти, поки кінець штанги, що виштовхує, не пройде під головним барабаном. Проходячи далі вперед, убік печей, що виштовхує штанга, захоплюючи допоміжний канат і пневматичний шланг, починає обертати головний барабан у зворотну сторону, навиваючи при цьому канат на натяжний барабан і, отже, піднімаючи вантаж.
З огляду на, що пневматичний шланг довжиною близько 15 м спочатку намотується на барабан, а потім сходить з барабана, що виштовхує штанга могла б робити хід чи вперед назад, рівним 30 м.
Дверезнімальні машини Дверезнімальна машина є однієї з основних машин по обслуговуванню коксових печей на коксовій стороні батареї.Дверезнімальна машина працює узгоджено з коксовиштовхувачем і гасильним вагоном у строгій відповідності з заданим графіком видачі коксу з печей.
Режим роботи дверезнімальної машини трьох змінний.Для безперебійного обслуговування коксових печей звичайно на дві працюючі дверезнімальні машини повинна бути одна резервна. Дверезнімальна машина складається з двох основних частин: дверезнімальних частини і коксонаправляючих. Дверезнімальна частина машини виконує ті ж основні операції, що і дверезнімальний пристрій коксовиштовхувача. Коксонаправляюча служить для напрямку коксового пирога в гасильний вагон.
Крім того, дверезнімальна машина в разі потреби транспортує коксові двері для ремонту на міжбатарейні площадки. На дверезнімальних машинах старих конструкцій коксонаправляюча встановлювалася на одній загальній рамі з дверезнімальною частиною.
Досвід експлуатації показав, що така конструкція невиправдана, тому що коксонаправляюча, працюючи в дуже важких температурних умовах, відносно частіше, ніж дверезнімальна частина, вимагає ремонту і заміни основних силових вузлів. Тому в машинах нових конструкцій коксонаправляюча встановлюється на окремому візку, що приєднується до дверезнімальної частини машини за допомогою спеціального пристрою.
Дверезнімальну машину, що має коксонаправляючу на окремому причіпному візку, прийнято називати дверезнімальною машиною з роздільною коксонаправляючою.
Дверезнімальні машини можна розділити на типові, призначені для обслуговування типових коксових печей, і спеціальні, що відрізняються від типових як габаритними розмірами, так і спеціальними вимогами, що до них пред'являються..Сюди відносяться дверезнімальні машини для коксових батарей, для обслуговування вуглекоксових печей, що працюють із трамбувальним коксовштовхувачем і ін. Габаритні розміри дверезнімальних машин залежать як від конструкції їхній і компановки механізмів, так і від габаритних розмірів коксових печей.
По пристрої дверезнімальної частини вони розділяються на машини зі штанговим і з важільним дверезнімальним пристроєм.
До створення важільного дверезнімального пристрою дверезнімальна машина була конструктивно самої недосконалий у порівнянні з іншими коксовими машинами. Найголовнішим недоліком конструкції зі штанговим дверезнімальним пристроєм на відміну від підоймового є недостатня стійкість дверезнімальної частини машини.
При відводі штанги дверезнімального пристрою в крайнє заднє положення навантаження на задні ходові колеса машини різко зростала, перевищуючи в 4—6 разів навантаження на передні ходові колеса (найближчі до анкерних колон). При такім положенні машина стає мало стійкої і потрібно незначне зусилля для її перекидання.
Для попередження перекидання необхідно застосовувати спеціальна завзята рейка уздовж усієї коксової батареї і завзяті ролики, встановлювані у верхній частині дверезнімальної частини машини. Крім того, маються такі недоліки, як відсутність гарних проходів по машині, незручний підхід до окремих механізмів для їхнього обслуговування і ремонту, невдале розташування обслуговуючих площадок, великі габаритні розміри і велика їхня вага.
Дверезнімальної машина з підоймовим дверезнімальним пристроєм не має цих недоліків, більш надійна в експлуатації і значно зручніше як для обслуговування коксових печей, так і для ремонту її механізмів.
Для знімання й установки дверей, а також для напрямку коксового пирога в гасильний вагон сучасна дверезнімальна машина має наступні механізми і вузли:
1) механізми пересування дверезнімальної машини, відгвинчування і загвинчування ригелів-гвинтів, повороту ригелів, відводу (підведення) і підйому (опускання), двері зриву, повороту дверей, підведення і відводу кошика коксонаправляючої, обдування дверного;
2) металоконструкції дверезнімальної частини машини і роздільної коксонаправляючої;
3) кабіну керування для машиніста з пусковою і контрольновимірювальної електроапаратурою і кабіну для електроапаратури, що регулює пуск;
4) електро і пневмоблокування з іншими коксовими машинами (коксовиштовхувачем і гасильним вагоном);
5) освітлення робоче і ремонтне;
6) дрібні вузли: зчіпка, шляхоочисники, завзяті ролики, захисна сітка, струмоприймачі, гонг і т.п.
На дверезнімальних машинах установлюються механізм чищення двер і механізм чищення рам і бронею. Останній монтується на окремому візку між дверезнімальною частиною машини і коксонаправляючою.
У залежності від розташування коксонаправляюча стосовно дверезнімальної частини дверезнімальних машини можуть бути правого чи лівого виконання. Умовилися вважати дверезнімальною машиною правого виконання таку, у якої коксонаправляюча розташована праворуч від дверезнімальної частини, а дверезнімальною машиною лівого виконання таку, у якої коксонаправлювач розташована ліворуч від дверезнімальної частини. Положення коксонаправляючої визначають коштуючи, обличчям до батареї з боку рампи. Необхідність виготовлення дверезнімальних машин правого і лівого виконання викликається різним розташуванням гасильних веж, що обслуговують коксові батареї, а також бажанням створити відносно кращі умови роботи як для машиніста дверезнімальної машини, так і для самої машини.
Розглянемо можливі випадки роботи дверезнімальних машин у залежності від розташування гасильних веж. Коксові батареї і, що мають дві гасильні вежі. Коксову батарею обслуговують дверезнімальна машина лівого виконання, що складає з дверезнімальної частини і коксонаправляючої, гасильний вагон з електровозом і гасильна вежа. Коксову батарею обслуговують дверезнімальна машина правого виконання, що складає з дверезнімальної частини і коксонаправляючої, гасильний вагон з електровозом і гасильна вежа. При такім розташуванні кожен гасильний вагон повинний установлюватися так, щоб перший кокс лягав у кінець гасильного вагона, найбільш віддалений від електровоза. У процесі видачі коксу для кращого його розміщення у вагоні кожен електровоз безупинно пересуває гасильний вагон убік своєї гасильної вежі і цим усі. час відсуває палаючий кокс від дверезнімальної частини машини.
Таким чином, створюються відносно кращі умови роботи для обслуговуючого персоналу дверезнімальної машини і збільшується термін служби її.
Дверезнімальні машини, як і інші машини коксових печей, виготовляються для роботи з живленням від тролеїв на перемінному струмі 380 В чи на постійному 220 В. На більшості коксових батарей, побудованих в останні роки, машини працюють на перемінному струмі з напругою 380 В.
Сукупність операцій по обслуговуванню кожної коксової печі утворить цикл роботи дверезнімальної машини.
Транспортування коксових двер для ремонту на станцію, розташовану на міжбатарейної площадці, і назад виробляється періодично в міру потреби. Тому в цикл роботи з обслуговування однієї печі цей час не включений. Не включено в цикл роботи також час на пересування дверезнімальної машини при кожнім новому заході, зв'язаному з видачею нової серії коксових печей. Однак при розрахунку механізму пересування дверезнімальної машини цей час повинний бути враховано.
Загальний час роботи дверезнімальної машини складається з тривалості роботи механізмів і змушеної стоянки при видачі коксу (50—60 сек.), воно складає максимально близько 300 сек. Для порівняння вкажемо, що обслуговування однієї печі коксовиштовхувачем вимагає 520 сек., а обслуговування вуглезавантажувальним вагоном — більш 600 сек.
Проведені КБ Коксохіммаша дослідження роботи дверезнімальних машин показали, що фактичний час роботи окремих механізмів і всієї машини в цілому відрізняється від проектних розрахункових даних.
Дверезнімальна машина підоймового типу конструкції КБ Коксохіммаша
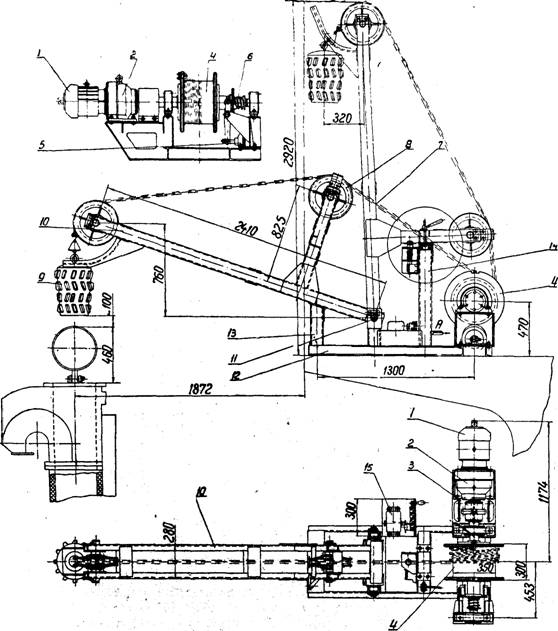
На рис. 12 показаний загальний вид дверезнімальної машини з роздільної коксонаправляючої конструкції КБ Коксохіммаша.
На машині маються механізми, що виконують всі операції по зніманню й установці коксових двер і по установці кошика коксонаправлювача.
У центрі дверезнімальної частини машини 1 змонтований ричажний дверезнімальний пристрій 2, що визначає конструкцію ходового візка 3 і основний каркаси 4.
Дверезнімальний пристрій утримується у вертикальному положень нерухомо укріпленими нижнім 5 і верхнім 6 роликовими опорами, на яких за допомогою механізму повороту 7 воно може повертатися на 90°.
На дверезнімальній частині машини встановлений механізм пересування 8 усієї машини керування всіма механізмами в кабіні 5 дублюючий посада керування 10, струмоприймачі 11 верхні завзяті ролики 12, захисна сітка 13, кабіна для пускорегулювання електроапаратури 14, шляхоочисники 15, захисний лист 16, службовець для запобігання робітника від дії високої температур при ручному чищенні повернених дверей, сходи 17, верхні обслуговуючі площадки 18. Коксонаправлювача 19 з'єднана з дверезнімальною частиною спеціальною зчіпкою. Механізм пересування кошика 20 установлений ходовому візку 21 коксонаправлювача. На верхній частині каркаса 22 закріплені два завзятих ролики 23, що утримують коксонаправлювач при виштовхуванні коксу в гасильний вагон.
Досвід експлуатації підоймових дверезнімальних машин показав наступні переваги їх перед іншими конструкціями.
1. На всі ходові колеса дверезнімальної частини навантаження відносно рівномірне. Це робить машину стійкої і, отже, безпечної в роботі. Максимальне навантаження на ходове колесо дорівнює 8 т замість 13 т у дверезнімальних машин штангового типу.
2. Зручні підходи до всіх механізмів для їхнього обслуговування.
3. Загальна довжина з коксонаправлювача дорівнює 8350 мм, що майже на 3000 мм менше довжини дверезнімальної машин фірми Копперс і Орського машинобудівного заводу. 4. Загальна вага машини дорівнює 26 т, тобто на 7—8 т менше ваги дверезнімальних машин штангового типу Орського заводу і фірми Копперс.
В даний час підоймові дверезнімальні машини прийняті в якості типових.
ХОДОВА ЧАСТИНА І ПРИВОД МЕХАНІЗМІВ ПЕРЕСУВАННЯ ДВЕРЕЗНІМАЛЬНИХ МАШИН
Дверезнімальна машина пересувається уздовж фронту коксових печей по рейковому шляху, покладеному на обслуговуючій площадці коксової сторони батареї, що знаходиться на висоті 4 – 5 м від рівня землі. Рейки залізнодорожного типу 1 – А нормального прокату кріпляться до металевих балок основного каркаса обслуговуючих площадок. Колії шляху дверезнімальної машини різні і визначаються конструкцією машин. При загальній висоті дверезнімальної машини, близько 6 м ширина колії має велике значення для стійкості всієї машини і, отже, безпечної роботи на ній.
Для типових дверезнімальних машин прийнята колія 1500 мм. Окремі, діючі в даний час дверезнімальні машини мають колії 1300, 1600, 1800 і 2180 мм. Кожна частина дверезнімальної машини (дверезнім і коксонаправлювач) має свій ходовий візок, що пересувається на чотирьох ходових колесах. Електропривод для пересування всієї машини встановлений тільки на дверезнімальні частині. Коксонаправлювач не має самостійного електропривода і може пересуватися лише разом із дверезнімальною частиною. Дверезнімальна частина з'єднується з коксонаправлювача спеціальним зчіпним пристроєм.
Дверезнімальні машини мають два приводних ходових колеса, зв'язаних у колісну пару, що цілком забезпечує нормальне пересування без пробуксовки.
Як правило, електропривод для пересування встановлюється в ходових коліс, що знаходяться біля кабіни керування, де вони відносно більше навантажені. Величина навантажень на ходові колеса в значній мірі визначається конструкцією дверезнімального пристрою. Так, у дверезнімальних машинах штангового типу при пересуванні дверезнімального пристрою з дверима в крайнє заднє положення (відвід від печі на 950 мм) і повороті дверей на 90° для зручності її чищення центр ваги машини різко переміщається убік гасильного вагона.
Положення штангового дверезнімального пристрою з відведеної на 950 мм і поверненій на 90° коксовими дверима. Центр ваги дверезнімального пристрою про дверима пересунувся від осі на 464 мм убік гасильного вагона. Украй, нерівномірна в цьому випадку навантаження на ходові колеса: 1,4 т з боку коксових і 13 т з боку гасильного вагона. Машина в такім положенні повинна пересуватися, тому через велику висоту вона мало стійка.
Випадки падіння штангових дверезнімальних машин на шляху гасильного вагона підтверджують їхні експлуатаційні недоліки.
Зовсім інакше розподіляються навантаження на ходові колеса в машинах з ручним дверезнімальним пристроєм. Положення ричажного дверезнімального пристрою з відведеної на 950 мм і поверненої на 90° коксовими дверима. Центр ваги дверезнімального пристрою з дверима залишився на осі колії машини. Навантаження на ходові колеса відносно рівномірні: 5 т з боку коксових печей і 6-7 т з боку гасильного вагона. При такім положенні дверезнімальної машини підоймового типу цілком стійкі, і отже, робота на них безпечна, механізми пересування діють у значно кращих умовах.
Швидкість пересування дверезнімальної машини повинна бути в межах 80—90 м/хв.
Для одержання потрібної швидкості існує ряд кінематичних схем механізму пересування, найбільш характерні з який приведені нижче.
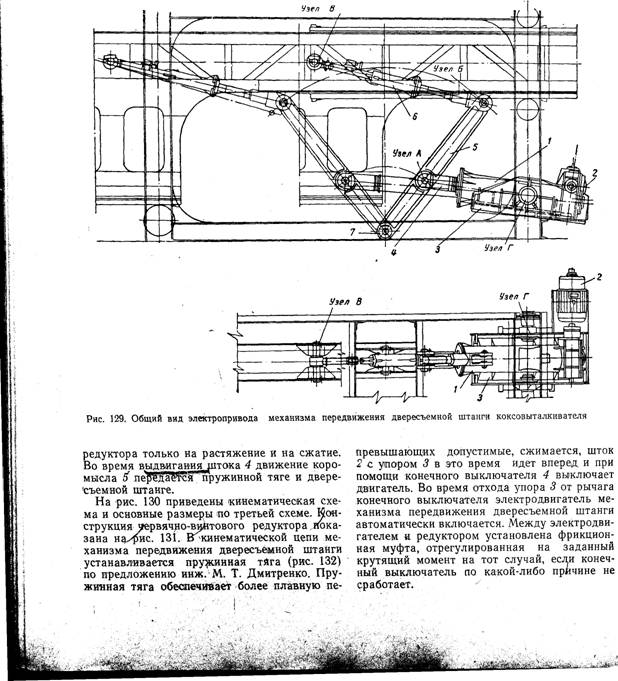
Механізм пересування дверезнімальної машини конструкції КБ Коксохіммаша
Механізм пересування дверезнімальної машини без паразитної шестерні. Електродвигун, редуктор і гідроелектричне гальмо встановлюють ближче до осі приводного схилу, на якій насаджене на шпонці зубчасте колесо. Вісь приводного схилу обертається на роликопідшипниках, що знаходяться в буксах і прикріплені болтами до нижнього пояса металоконструкції ходового візка.
При електродвигуні перемінного струму з робочою напругою 380 у типу МТ-42-8, 16 квт і з 720 об/хв швидкість пересування машини складає близько 110 м/хв. Технічна характеристика редуктора і відкритої пари залишаються без зміни, тобто загальне передаточне число механізму = 12,25.
Досвід експлуатації такого механізму дав позитивні результати. До недоліків цього привода варто віднести відносні труднощі підходу до вузлів кріплення редуктора і гальма, особливо в місцях, найбільш близьких до осі, а також наявність відкритої зубчастої передачі.
На рис.13 показаний механізм пересування, розташований під кабіною керування. Електродвигун, гідроелектричне гальмо і редуктор установлені на литий рамі. Один кінець рами спирається на вісь приводного схилу, а другий на двох пружинних підвісках трамвайного типу. У місцях опори рами на вісь приводного схилу встановлені два опорних підшипники з бронзовими вкладишами. Рух від електродвигуна через редуктор передається на зубцювате колесо, закріплене шпонкою на осі приводного схилу, і через шестірню, насаджену на тихохідний вал редуктора.
Досвід експлуатації цього й аналогічних йому механізмів, у яких електропривод розташований під кабіною керування, показав що такі конструкції, можуть працювати цілком задовільно. Для нормального обслуговування такого електропривода потрібно спеціальний пристрій на міжбатарейній площадці коксової батареї, що дало би можливість вільно підходити до електроустаткуванню і механізмам, установленим на рамі. При відсутності такого пристрою обслуговування електропривода значно утруднено. Тому описана конструкція особливо на діючих коксових установках, не одержала широкого поширення.
ДВЕРЕЗНІМАЛЬНОГО ПРИСТРОЮ ДВЕРЕЗНІМАЛЬНИХ МАШИН
Дверезнімальні пристрої дверезнімальних машин і коксовиштовхувача виконують ті самі операції, але конструктивно відрізняються друг від друга через порівняно невеликі габаритні розміри дверезнімальних машин. Дверезнімальний пристрій є найбільш складним і відповідальним механізмом дверезнімальної машини. Його конструкція в значній мірі визначає як конструкцію і компонування інших вузлів і механізмів дверезнімальної частини, так і її експлуатаційні якості. Сучасні дверезнімальні пристрої цілком механізують зв'язаний зі зняттям і установкою коксових двер комплекс операцій, що складається з відгвинчування і загвинчування ригельних гвинтів; підйому й опускання ригелів; зриву дверей; відводу (підведення) і підйому (опускання) дверей; повороту дверей на 90° для зручності її чищення.
Для виконання цих операцій дверезнімальний пристрій має наступні п'ять механізмів, що приводяться в рух окремими електродвигунами: верхній і нижній механізми відгвинчування-загвинчування ригельних гвинтів, механізм, зриву дверей, механізм відводу і підйому (підведення й опускання) дверезнімального пристрою і механізм повороту дверезнімального пристрою.
Усіма механізмами керує машиніст із кабіни керування.
Дверезнімальний пристрій штангового типу при відводі дверей від печі на 950—1000 мм пересувається на цю же відстань по рейковому шляху убік гасильного вагона.
Рейковий шлях покладений на основному каркасі дверезнімальної частини машини. Завдяки пересуванню дверезнімального пристрою убік гасильного вагона навантаження на ходові колеса дверезнімальної частини різко міняється. Передні ходові колеса (з боку печей) розвантажуються, а задні (з боку гасильного вагона) одержують значне додаткове навантаження. Центр ваги машини переміщається убік гасильного вагона. У нових машинах штангового типу в зв'язку з необхідністю повороту двері для її чищення навантаження на задні ходові колеса ще більш збільшилися.
У різних положеннях штангового дверезнімального пристрою з дверима і без її навантаження на ходові колеса різко міняються. Використовують три основних положення штангового дверезнімального пристрою. На підставі даних, можна зробити висновок, що у відношенні стійкості машини найбільш небезпечними положеннями є перше і третє.
Слід зазначити, що при всіх трьох положеннях дверезнімальна машина повинна пересуватися по обслуговуючій площадці уздовж фронту коксових печей. При цьому додаткові поштовхи, а також можливі нерівності й ухили шляху можуть ще більше зменшити стійкість штангової дверезнімальної машини.
Дверезнімальний пристрій ричажного типу по проекті КБ Коксохіммаша
В даний час запроектована і прийнята в якості типовий дверезнімальна машина з підоймовим пристроєм. Положення центра ваги дверезнімальної частини в цій машині при всіх операціях практично залишається на її осі. Відношення сумарних навантажень задніх ходових коліс до навантажень передніх у підоймових дверезнімальних машин складає близько 1,35.
Ричажний дверезнімальний пристрій виконує всі операції, зв'язані зі зніманням і установкою коксових дверей, а також з підйомом дверей для її чищення, крім операцій по чищенню арміруючих рам і коксових двер.
Цей пристрій складається з поворотної рами, встановленої в каркасі дверезнімальної машини на верхній і нижньої підшипникових опорах. У верхній частині поворотної рами на осі підвішені два верхніх кутових важелі, а в нижній на двох коротких осях два нижніх кутових важеля. У вузлах верхні і нижні кутові важелі з'єднані між собою двома тягами. У вузлах до верхніх і нижніх кутових важелів шарнірно підвішена так називана колиска.
Верхні і нижні кутові важелі, тяги і колиска, шарнірно з'єднані між собою, утворять замкнутий чотирьохланок механізм, що забезпечує цілком визначений заданий рух колиски.
На колисці встановлюють наступні механізми: верхній і нижній механізми відгвинчування і загвинчування ригельних гвинтів, кожний з який складається з електродвигуна, редуктора і голівки, що відгвинчує; механізм зриву двері, що складаються з електродвигуна, черв’ячно-гвинтового редуктора, верхнього захоплення, нижнього захоплення тяги і хитної рами; пружинний буфер; кінцевий вимикач, що обмежує хід захоплень з лінійками, закріпленими на тязі; механізм повороту ригелів.
Чотирьохланковий механізм приводиться в рух від черв’ячно-гвинтового редуктора, тяга якого зв'язана з віссю, що з'єднує два нижніх кутових важелі, і тяги. Черв’ячно-гвинтовий редуктор і електродвигун, що приводить його в рух, установлені на хитній рамі. До підстави поворотної рами болтами прикріплений зубцюватий сектор, що знаходиться в зачепленні із шестірнею механізму повороту дверезнімального пристрою. На тязі встановлена лінійка, за допомогою якої приводиться в рух кінцевий вимикач, що обмежує хід колиски.
Ричажний дверезнімальний пристрій у момент його підходу до дверей. Тяга черв’ячно-гвинтового редуктора знаходиться у висунутому положенні, що забезпечує заданий хід колиски з установленими на ній механізмами вперед убік печей на 950—1000 мм.
Механізм відводу-підведення і підйому-опускання дверей
У кінематичній схемі механізму відводу-підведення і підйоми-опускання дверей верхні і нижні важелі шарнірно з’єднані ланкою. Черв'ячно-гвинтовий редуктор і електродвигун установлені на хитній рамі, тому тяга черв’ячно-гвинтового редуктора сприймає тільки стискаючі чи розтяжні зусилля. Тяга черв’ячно-гвинтового редуктора з віссю нижніх ведучих кутових важелів, роблячи зворотно-поступальний рух, змушує кутові важелі виконувати гойдаючий рух на осях, закріплених на поворотній рамі.
Великий радіус кутових важелів, рівний 1150 мм, забезпечує таку траєкторію руху коксових дверей, при якій висновок футеровці двері з печі виробляється практично по прямій. Лише після висновку футеровці двері починаються помітний подъєм кутових важелів. При загальному заданому відводі кутових важелів на 1000 мм подйом їх, а отже, і двері дорівнює приблизно 380 мм. Для відводу і підйому важелів гайка черв’ячно-гвинтового редуктора закріплена на ній, тяга роблять хід, рівний 550 мм. Конструкція механізму передбачає можливість подачі кутових важелів (а отже і хід колиски) рівний 50 мм уперед.
Конструкція вузла складає з тяги, черв’ячно-гвинтового редуктора з віссю нижніх кутових важелів, забезпечує передачу зусилля від тяги до осі через пружину, створюючи гарні умови для роботи механізму. Проектом передбачена установка кінцевого вимикача, призначеного для відключення електродвигуна в тому випадку, якщо зусилля, створюване чер’вячно-винтовьм редуктором, перевищить проектне і пружина буде цілком стиснута.
Привод механізму відводу-підведення і підйому-опускання дверей і з'єднання його з нижніми ведучими кутовими важелями і тягами за допомогою осі. На другому кінці швидкохідного вала черв’ячно-гвинтового редуктора зроблений квадрат для ручного аварійного привода механізму.Нижні ведучі кутові важелі консольно підвішені у вузлах, закріплених у поворотній рамі. Хитання важелів відбувається на бронзових підшипниках із графітним мастилом. До нижніх кутових важелів приварені смуги дивіться рис.16, що упираючись у ролики, закріплені на поворотній рамі, створюють додаткову стійкість колиски.
Підвіска верхніх кутових важелів, на осі, закріпленої в поворотній рамі, роздільно подвешеньї на бронзових підшипниках із графітним мастилом два верхніх кутових важелі. Стопорні кільця утримують кутові важелі в заданому положень.
Механізм зриву двері
Механізм зриву двері встановлюють на колисці. Він призначений для розриву тимчасових зв'язків, що утворяться в процесі коксування через відкладення смоли і нагару між дверима, арміруючою рамою і коксовим пирогом.
На дверезнімальній машині підоймового типу для уніфікації встановлений механізм, аналогічний механізму зриву в коксовиштовхувача. Його конструкція докладно списана в розділі «Дверезнімальний пристрій коксовиштовхувача».
Нижню опору підоймового дверезнімального пристрою встановлюють на металоконструкції ходового візка. Висота опорної рами може бути різна в залежності від відстані між головкою рейки шляху дверезнімальної машини і подом коксової печі. Для більш точної установки по висоті усього дверезніамльного пристрою при його монтажі на коксових печах застосовують дубові регулювальні прокладки. Висота регулювальної прокладки повинна бити в межах 40—50 мм. П'ята, приварена до поворотної рами, і корпус виготовлені зі сталевого лиття. На нижній опорі знаходиться конічний роликопідшипник № 7530. Кульові поверхні опорного кільця й обойми роблять нижню опору самоустановлювальної.
Верхня опора складається зі сталевого литого корпуса, прикріпленого болтами до верхньої частини основного каркаса металоконструкції дверезнімальної частини машини, і цапфи, закріпленої на верху поворотної рами болтами. Опора має самоустановлювальний дворядний роликовий підшипник № 3622, що укріплений на цапфі і разом з нею може переміщатися уздовж осі в корпусі на 25—30 мм. Це необхідно для точної установки дверезнімального пристрою при монтажі на коксових печах. Підшипник періодично змазують через отвір, що закривається пробкою.
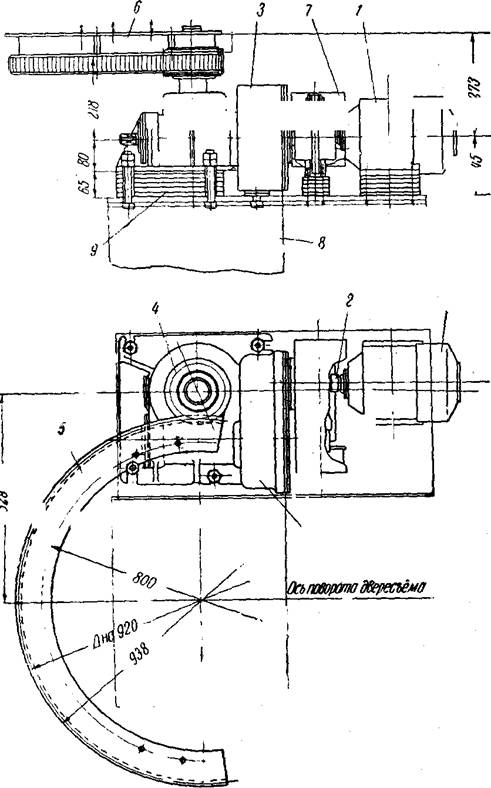
Механізми повороту важільного дверезнімального пристроюНа рис.17 показані загальний вид і кінематична схема типового механізму повороту важільного дверезнімального пристрою. Механізм встановлюється в середній частині ходового візка. Він складається зі електродвигуна 1, еластичної муфти 2, редуктора 3 із шестірнею 4. Остання знаходиться в зачепленні з зубчатим сектором 5, що закріплений на нижній частині поворотної рами болтами 6. На кінці вала редуктора 3 зроблений квадратний хвостовик 7, службовець для ручного аварійного привода механізму. Кінцеві вимикачі 8 за допомогою лінійок 9 обмежують кут повороту дверезнімального пристрою. Керування виробляється з кабіни машиніста.
ОПИС МЕХАНІЗМІВ ВІДГВИНЧУВАННЯ І ЗАГВИНЧУВАННЯ РИГЕЛЬНИХ ГВИНТІВ І ВИЗНАЧЕННЯ МОМЕНТІВ, ЩО КРУТЯТЬ
Механізми відгвинчування і загвинчування приводять в обертальний рух ригельні гвинти запірних пристроїв двер коксових печей. Гвинтові запірні пристрої притискають раму коксових дверей, що ущільнює, до дзеркала арміруючої рами, у результаті чого утвориться необхідна для коксувань герметизація коксових печей.
Типовий гвинтовий запор, прийнятий на більшості коксохімічних заводів, зображений на рис.18. До корпуса коксових дверей на визначеній відстані друг від друга прикріплюють чи заклепками болтами 2 дві литі чавунні гайки 3, що мають праву трапецевидну однозаходного нормального різьблення діаметром 70 мм із кроком 10 мм.
У кожну гайку 3 угвинчується ригельний гвинт 4, на безрізьбову частину якого вільно надівається кований ригель 5. Ригельний гвинт має циліндричний виступ, на який надіта шайба 6. На кінці ригельного гвинта зроблений квадрат 7 розміром 46x46 мм і конус 8. На безрізьбовій частині гвинта ригель утримують шайба 9 і шплінт 10. У робітнику положень ригель заводиться в гаки 11, жорстко закріплені на крилах арміруючих рами 12, що притиснута до кладки коксових печей анкерними колонами.
Ригельний гвинт має праве різьблення, тому при обертанні його по годинній стрілці він угвинчується в гайку і захоплює за собою ригель 5, відводячи його від гаків арміруючої рами 12. Для відводу ригеля від гаків ригельний гвинт повинний зробити один-два оборотів, у результаті чого між ригелем і гаками утвориться зазор у 10—20 мм. При такому положень ригеля двері можуть бути вільно знята чи встановлена.
При обертанні ригельного гвинта проти вартовий стрілки він виходить з гайки 3. При цьому циліндричний виступ на ригельному гвинті через шайбу 6 упирається в ригель 5, пересуваючи його до упора з гаками, а при подальшому обертанні створює розпірне зусилля, необхідне для герметизації коксової печі.
Отже, розпірне зусилля, створюване двома ригельними гвинтами 4 при їхньому вигвинчуванні, є зусилля, з яким рамка, що ущільнює, 13 притискається до дзеркала арміруючої рами 14. Щоб це зусилля було достатнім для герметизації коксової печі, до ригельного гвинта варто прикласти визначений момент, що крутить. На основі багаторічних досвідчених даних установлено, що величина цього моменту, що крутить, повинна бути не менш 75 кгм.
Звичайно прийнято називати відгвинчуванням операцію, у результаті якої ригель відходить від гаків і двері звільняються. Загвинчуванням прийнято називають операцію, що створює ущільнення між рамкою коксових дверей, що ущільнює, і дзеркалом арміруючої рами. Однак вище було зазначено, що для відводу ригелів від гаків необхідно угвинчувати ригельний гвинт у гайку, а для того, щоб утворилося ущільнення між дверима.
КОКСОНАПРАВЛЯЮЧАКоксонаправляюча служить для направлення видаваного з коксової печі коксу в гасильний вагон. Вона не має самостійного механізму пересування і може пересуватися уздовж фронту коксових печей тільки разом із дверезнімальною частиною машини.
Умови роботи коксонаправляючі важкі. Кожні 6—8 хв. протягом приблизно 1 хв. через кошик проходить розпечений кокс із температурою 900—1000°.
Коксонаправляюча рис.19 складається з наступних основних вузлів і механізмів: рама металоконструкції 1, що є її каркасом; ходовий візок 2, що спирається на два ходових схили 3; кошик 4 з механізмом 5 для її пересування; чотирьох встановлених на основному каркасі опорних ролика 6, на яких пересувається кошик; чотири бокових упорних ролики 7, установлених на кошику; два ролики 8, установлених на верхній частині і передбачення кошика від перекидання при вихідному її положень;пристрій для відкривання і закривання двер кошика 9; кінцеві вимикачів 10 для обмеження ходу кошика; два верхніх завзятих ролики 11, що охороняють від перекидання всю коксонаправляючу при проходженні через кошик коксового пирога; чавунна плита 12. шарнірно підвішена нагорі кошики і забезпечуе більш спокійне завантаження гасильного вагона коксом; перехідні площадки, сходи 14, огородження 15 і зчіпний пристрій 16.
Кошик є однієї з основних частин коксонанравляючою. Габаритні її розміри — висота, ширина, довжина, а також її установка стосовно поду коксової печі залежать від габаритних розмірів останньої. Типовий кошик коксонаправляюча складається зі звареного каркаса, до бічним стінок якого приварені з просвітом 20—25 мм
смуги перетином 8х100 мм зі сталі марки Ст. 3. У кошиках старих конструкцій замість смуг встановлювали на заклепках швелери
№ 10. На нижню частину кошика (дно і стінки), що більш інших частин піддається абразивній дії минаючого коксового пирога, укладають чавунні плити товщиною 25—30 мм. Ці плити, що прикріплюються до каркаса кошика болтами з потайною голівкою, є змінними. Для більш точної установки дна кошика стосовно поду коксової печі під нижні плити поміщають прокладки. На верхній частині кошика також зміцнюють болтами чавунні плити, що охороняють від високої температури розпеченого коксу верхню частину основного каркаса і тролей, що живлять дверезнімальну машину струмом.
Кошик має двох дверей 17, установлені на бічних її частинах. Ці двері уможливлюють перехід через кошик, коли вона знаходиться у вихідному положенні. Завдяки спеціальному пристрою дверей автоматично закриваються, коли кошик знаходиться в крайньому передньому робітнику положень, і автоматично відкриваються, коли кошик повертається у вихідне положення.
Конструкція пристрою для автоматичного відкривання і закривання дверей корзини складається із дверей, прикріпленої до кошика двома шарнірнимипетлями. На кожних дверях болтами, що мають потайну голівку, установлюють кронштейн. На кронштейні знаходиться ролик, що входить у фасонний паз деталі, прикріпленої до каркаса коксонаправляючої. У залежності від того, яке напрямок має рух кошика, ролик, пересуваючи по пазу деталі, автоматично чи відкриває закриває двері.
Необхідність у відводі кошика без відкривання двер може виникнути в аварійнихвипадках при тривалій непрнривній подачі чи електроенергії при буравлень печей, коли заповнена розпеченим коксом кошик повинний бути очищений вручну.
Механізм пересування кошика
Механізм пересування кошика коксонаправляючої підводить кошик до арміруючих рами для напрямку коксу в гасильний вагон і відвід її у вихідне положення для пересування коксонаправляючої разом із дверезнімальною частиною машини уздовж фронту коксових печей. При проходженні коксового пирога через кошик з'являються сили тертя, що прагнуть відвести її від арміруючих рами. Конструкція механізму пересування кошика повинна гарантувати є можливість такого відводу.
Кінематична схема нового механізму, розроблена КБ Коксохіммаша, складається зі електродвигуна, пружної запобіжної муфти, черв’ячно-гвинтового редуктора, що качається рами, тяги і пружинного амортизатора.
У вузлі Д тяга черв'ячно-гвинтового редуктора шарнірно з'єднана з трьох вугільним важелем. Ланка у вузлі шарнірно з'єднано з кошиком, а опори шарнірних вузлів і жорстко прикріплені до ходового візка.
Положення всіх ланок механізму пересування при крайньому задньому вихідному положень кошика. Коли тяга черв'ячно-гвинтового редуктора зробить хід нагору на 270 мм, ланки механізму встановлюють так, як доведено на малюнку пунктиром. При цьому кошик робить хід вперед убік печей на 500 мм, стаючи, таким чином, у робоче положення. При робітнику положень кошика ланки встановлюються по прямій, завдяки чому виходить надійне автоматичне стопоріння кошика. Усе навантаження кошика на ці ланки при проходженні коксового пирога передаються на ланку другий кінець якого в вузлі з'єднаний із пружинним амортизатором .
Якщо зусилля, що прагне відсунути кошик від печі зростає, що може бути при недостатньо точній установці кошика по осі коксової печі, то воно передається на пружину амортизатора. При цьому пружина стискується і весь кошик плавно відходить від печі на 15—20 мм, що практично не відбивається на роботі коксонаправляючої.
Механізм пересування кошика й особливо шарнірні вузли підоймової системи працюють у важких температурних умовах. У коксонаправляючої конструкції КБ Коксохіммаша установлюють втулки з графітним мастилом для змазування всіх тертьових поверхонь шарнірних вузлів. Такі втулки виявилися цілком придатними в умовах експлуатації.
Описані механізми успішно працюють на багатьох машинах, забезпечуючи необхідний по величині хід кошика, автоматичне її стопоріння в передньому робітнику положень, плавність ходу кошика і підведення її до арміруючої рами на малій швидкості, що важливо для збереження обробленої поверхні дзеркала рами.
Кінематична схема механізму з двома рейковими передачами, розташованими в нижній частині кошика. Цей механізм працює краще, ніж механізм із зубцюватими конічними передачами. Однак наявність відкритих передач, розташованих у важко доступних для обслуговування місцях, значно знижує його експлуатаційні якості.
Механізм пересування кошика, не має таких недоліків і працює задовільно на багатьох машинах. Однак щоб уникнути передачі зусиль, що виникають при проходженні коксового пирога через кошик, на усіх ланки цього механізму варто встановлювати додатковий стопорний пристрій.
На ряді машин кошик пересувають за допомогою редуктора, ланцюгової і рейкової передач, різних варіантів кривошипно-шатунних механізмів і інших.
Зусилля, що діє на кошик при проходженні через неї коксового пирога, приймається рівним 3000 кг. На це зусилля розраховують усі ланки механізму пересування кошика. На основі проведених іспитів швидкості пересування 83 м/хв споживана потужність була дорівнює 10,3 квт. По проекті на механізмі пересування машини встановлений електродвигун типу МТВ-42-8 потужністю 16 квт при швидкості обертання 718 об/хв.
Механізм пересування надійний у роботі і забезпечує нормальну експлуатацію машини.
Недоліками механізму випливає вважати незручний доступ до підшипників ходових коліс зі сторони гасильного вагона ы установку одноребордних ходових коліс.
Механізм відводу-підведення двері дверезнымального пристрою
Хід колиски склав 950 мм (попроекті 1000 мм). Операція підведення двері продовжуються 15 сек. (по проекті 25 сек). Середня швидкість підведення двері до печі 3,75 м/хв; по проекті ця швидкість повинна бути 1,7 м/хв. Невідповідність проектної і фактичної швидкостей пояснюється тим, що в ланцюзі електродвигуна не було проектного опору для зниження швидкості, що повинне включатися за 500 мм до підходу дверей до печі.
Тривалість операції відводу двері, склала 16 сек, (по проекті 17 сек.). Потужність, споживана з мережі при підведенні дверезніма без дверей, складає при пуску 3,4 квт, а потім плавно падає до 0,9 квт. При підведенні двере'ьема з дверима витрата потужності при пуску складає 3,8 квт, а потім плавно падає до 0,8 квт.
При відводі дверезніма без дверей, після спаду пускової потужності, витрата потужності збільшується з 2,2 квт на початку ходу дверезніма до 4,4 квт наприкінці ходи. При відводі дверезніма з дверима потужність на валу електродвигуна поступово зростає з 3 до 9 квт. По проекті на механізмі відводу-підведення двері встановлені електродвигун типу МТВ-31-6 потужністю 11 квт при швидкості обертання 953 про/хв, що цілком забезпечує надійну роботу механізму.
Механізм відгвинчування-загвинчування ригельних гвинтів
Тривалість операції відгвинчування складає 9—15 сек., а біля 32 сек (у тому числі 20 сек. затрачається на операцію догвинчування гвинта для створення надійного ущільнення). По проекті на відгвинчування чи загвинчування передбачено 12 сек.
Швидкість обертання голівки, що відгвинчує, склала 10,8 об/хв. Число оборотів при загвинчуванні ригельних від 1,5 до 2,5 обертів (по проекті 2 оберти). Потужність, споживана з мережі, склала при відгвинчуванні 0,9—1,2 квт, при загвинчуванні 0,96-1,1 квт і при догвинчуванні 1,46—1,56 квт.Встановленими електродвигунами потужністю 0,9 квт забезпечує нормальну роботу механізму.
До недоліків механізму варто відвести малу довжину квадратної частини голівки, у результаті чого вона часто виходить з ладу, і кріплення пальців шарніра Гука шплінтами, що часто зрізуються.
Механізм зриву двері.
Фактична швидкість пересування захоплень склала 0,96 м/хв (по проекті 0,66 м/хв). Збільшення швидкості порозумівається установкою електродвигуна зі швидкістю обертання 1420 об/хв замість проектної —970 об/хв. Максимальна потужність, споживана з мережі, при зриві дверей 2,4 квт, що припустимо, з огляду на характеристику електродвигуна і короткочасність роботи механізму на цьому режимі.
Механізм повороту дверезніма тривалість операції повороту склала 8 сек. (по проекті 6 сек.). Швидкість повороту дорівнює 1,92 об/хв (проектну 2 об/хв). Потужність, споживана на валу 0,96-1,16 квт.
Установлений на механізмі проектний електродвигун (0,9 квт) цілком забезпечує нормальну роботу механізму. Механізм пересування кошика коксонаправляючої. Тривалість операції підведення кошика при довжині ходу, рівної 495 мм (по проекті 500 мм), складає 8 сек. (по проекті 9 сек.). Потужність, споживана з мережі, при русі кошика склала 1,5 квт, а при упорі кошика в раму 1,8—2,35 квт.
На механізмі встановлений електродвигун типу ТАГ-22-4 потужністю 1,4 квт при швидкості обертання 1440 об/хв, що забезпечує нормальну роботу механізму.
ШЛЯХУ ДВЕРЕЗНІМАЛЬНОЇ МАШИНИ З РОЗДІЛЬНОЇ КОКСОНАПРАВЛЯЮЧОЇ
Дверезнімальна машина і коксонаправляюча пересуваються по рейковому шляху, покладеному уздовж коксової боки батарей на обслуговуючій площадці. Для типових машин колія дорівнює 1500 мм; для машин, що обслуговують печі великої ємності,1800 мм.
Кріплення рейок уздовж батарей і контрфорсів виробляється за допомогою ребер, приварених до підкладок. Останні кріпляться до балок, покладеним уздовж обслуговуючої площадки батарей. З'єднання рейок виробляється за допомогою стиковихнакладок і болтів, у місцях стиковки повинні бити опори.
На ділянках проміжних і кінцевих площадок і вугільної вежі кріплення рейок до підкладок виробляється за допомогою накладок і болтів.
Для забезпечення нормальної роботи механізмів дверезнымальної машини рейковий шлях повинний бути покладений по висоті точно на відповідності з проектною оцінкою, а також на заданій відстані від крайки кладки печі (чи від осі батарей).
Рейковий шлях не повинний мати підйомів і ухилівщо утрудняють точну установку машини по осі печі, що обслуговується. Кріплення рейкового шляху дверезнімальної машини виробляється перед пуском батарей в експлуатацію, після закінчення росту кладки печі.
ДВЕРЕЗНІМАЛЬНА МАШИНА І КОКСОВИШТОВХУВАЧА ПЕКОКОКСОВИХ ПЕЧЕЙ
Операції, зв'язані з видачею коксу на сучасних пекококсових печах, виробляються за допомогою дверезнімальних машин і коксовиштовхувачів, що принципово не відрізняються від машин вуглекоксових печей.
Однак, як показало іспит у виробничих умовах, величина навантажень, сприйманих механізмами при зніманні двер і виштовхуванні коксу, значно відрізняється від величини навантажень на вуглекоксових печах.
Нижче наводяться дані, отримані при іспиті механізмів пекококсових машин.
На відміну від старих пекококсових печей, що працюють із приставними дверима без заходу футеровки усередину печі, на випробованій пекококсовій батареї встановлені двері коркового типу, на яких цегло тримачі і футеровка входять усередину печі на 280—300 мм.
При застосуванні дверей такої конструкції між стінками камери, цеглотримачами і футеровкою у процесі коксування утворилася щільна маса з пекового коксу, що настільки утрудняла зрив дверей і висновок її з печі, що запроектовані механізми не могли робити ці операції.
Після зменшення висоти футеровки двері на 120—130 мм і заміни чавунної футеровки шамотної зусилля зриву і відводу двері все-таки залишалися дуже високими і складали на машинній стороні 18 т і на коксової 21 т (включаючи вагу дверей—2,5 т). Ця величина в 4—4,5 рази більше зусилля зриву двері на вуглекоксовій батареї.
Тому стало необхідним підсилити не тільки механізми зриву двері, але й металоконструкцію дверезнімальної штанги, коксовиштовхувача зі стосовними до неї вузлами, а також дверезнвмальний пристрій і ходовий візок дверезнімальної машини.
Іспитом було встановлено, що при вазі коксового пирога в 8 т нормальне зусилля виштовхування складає близько 20 т заграфічування камер різко збільшує це зусилля.
Якщо порівнювати зусилля, необхідні для виштовхування вугільного і пекового коксу при однаковій їхній вазі, то можна зробити висновок, що на виштовхування пекового коксу потрібно зусилля в 2—2,5 рази більше, ніж на виштовхування вугільного коксу.
Випробуванням була встановлена також різниця в тривалості дії максимального зусилля при виштовхуванні вугільного і пекового коксу. Так, при виштовхуванні вугільного коксу максимальне зусилля виштовхування має місце на ділянці шляху штанги 500 - 1000 мм, а потім воно різко зменшується.
При виштовхуванні пекового коксу максимальне зусилля утримується на ділянці шляху штанги 9000—10000 мм, на ділянці в 10—20 разів більшому. Ця обставина повинна враховуватися при розрахунку штанги, що виштовхує, на міцність, і особливо при розрахунку її на поздовжній вигин.
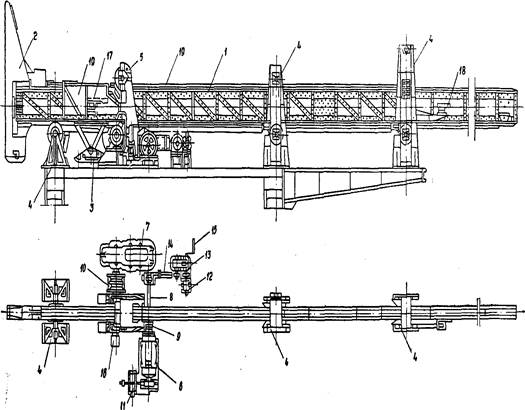
Рис.9. Загальний вид приладу для виштовхування коксового пирога (проект КБ Коксохіммаша)
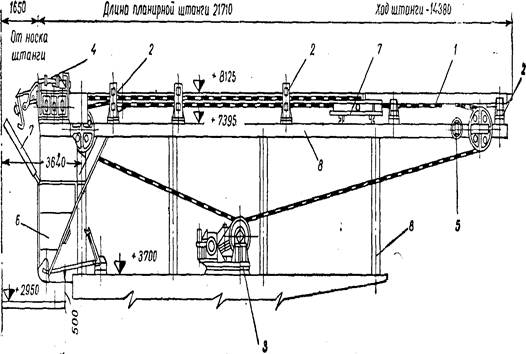
Рис.10. Загальний вид і розміри планерного устаткування коксовиштовхувача.
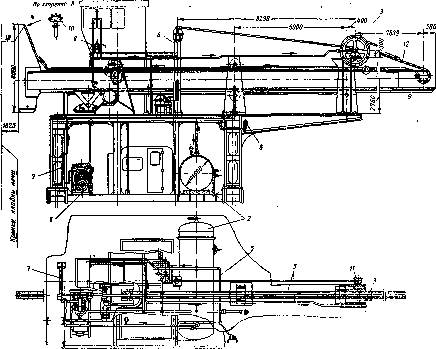
Рис.11. Загальний вид повітряного обезграфічуючого устаткування.
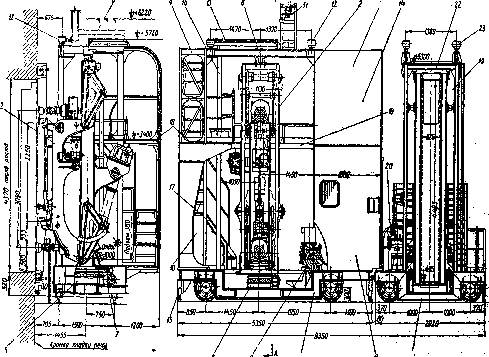
Рис.12. Важільна дверезнімальна машина.
![]()
![]()
![]()
![]()
![]()


![]()

![]()
![]()
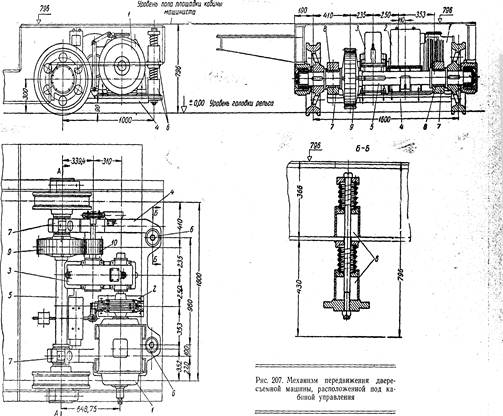
Рис.13. Механізм переміщення дверезнімальної машини.
![]()
![]()

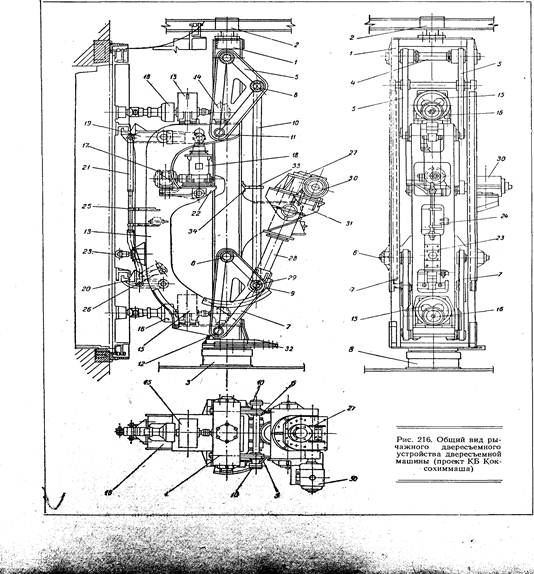
Рис.16. Загальний вид важільного дверезнімального устаткування.
проект КБ Косохіммаша.
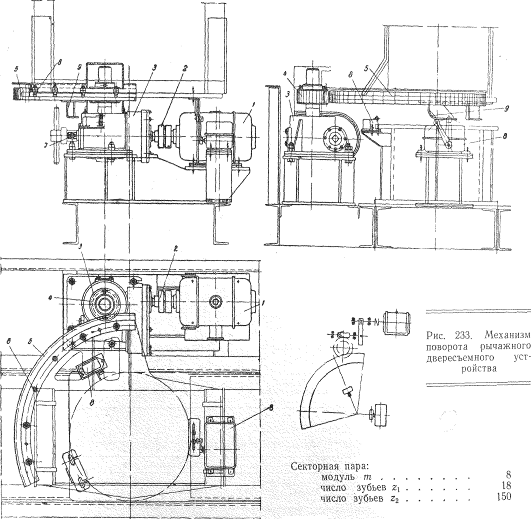
Рис.17. Механізм звороту важільного дверезнімального устаткування.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
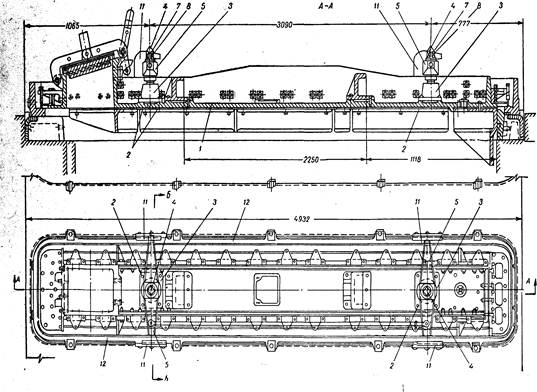
Рис.18. Двері коксових печей.
![]()
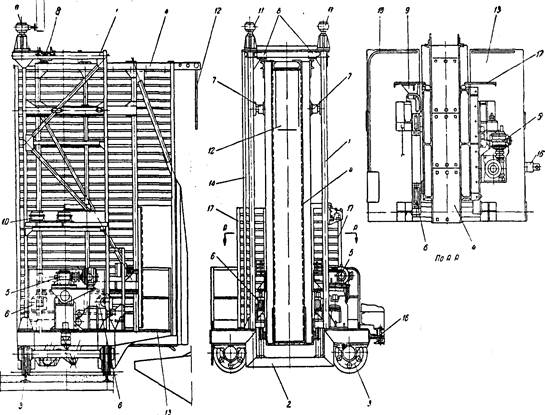
Рис.19. Загальний вид коксонаправляючої (проект КБ Коксохіммаша).
Похожие работы

... рейок, різна для машин різних марок. Для типових коксовиштовхувачів вона дорівнює 8686 мм. Найбільша колія з числа діючих коксовиштовхувачів дорівнює 10000 мм. Опис механізмів пересування Ходова частина і приводний механізм коксовиштовхувача виконуються по-різному. На машинах старих конструкцій механізм пересування не має самостійного електропривода і включається від загального привода з ...
... ійного комбінату вуглезавантажувальний вагон виготовлений з нижнім розташуванням, кабіни для машиніста. Дані, необхідні при проектуванні вуглезавантажувального вагона При проектуванні вуглезавантажувальних вагонів необхідно враховувати наступні дані: 1) корисну максимальну ємність бункерів (у кубічних чи метрах у тоннах); 2) кількість бункерів; 3) вологість шихти; 4) насипна вага шихти; 5) ...
0 комментариев