Раздел
Инструменты для рубки
Склонны к образованию флокенов
Правила эксплуатации, основные неисправности и их устранение
Ремонт грохота, смазку подшипников, натяжение ремней можно производить только во время полной остановки грохота
Сварочные работы по ремонту технологического оборудования
Дефекты, образующиеся при сварке
Техника безопасности при монтаже колонн
Вредные и опасные производственные факторы на рабочем месте, способы их устранения
Электробезопасность
Навигация
Инструменты для рубки
Грохот вибрационный ГВ-06
85817
знаков
6
таблиц
10
изображений
2.2.2 Инструменты для рубки.
Режим инструмент. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило состоит из трех частей - рабочей, средней и ударной. Рабочая часть зубила представляет собой стержень с клиновидной режущей частью (лезвием на конце, заточенной под определенным углом). Ударная часть (боек) сделана суживающейся кверху, вершина ее закруглена. За среднюю часть зубило держат при рубке. Угол заострения выбирают в зависимости от твердости обрабатываемого металла.
Рекомендуемые углы (град) заострения зубила для рубки некоторых материалов приведены ниже.
Зубило изготовляют длиной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20мм. Рабочую часть зубила на длине 0,3...0,5 закаливают и отпускают. После термической обработки режущая кромка должна иметь твердость НRСЭ 53...59, а боек - НRСэ 35...45.
При испытании зубила на прочность и стойкость им отрубают зажатую в тиски полосу из стали марки Стб толщиной 3 мм и шириной 50мм. После испытания на лезвии зубила не должно быть вмятин, выкрошенных мест и заметных следов затупления.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части. Если при этом напильник не снимает стружку с закаленной части зубила (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен, для вырубания узких канавок, шпоночных пазов и т. п. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Крейцмейсели изготовляют из тех же материалов, что и зубила. Значения углов заострения и твердости рабочих н ударных частей крейцмейселя и зубила также одинаковы.
Для вырубания профильных канавок — полукруглых, двугранных и других — применяют специальные крейцмейсели, называемые канавочниками; они отличаются от крейцмейселя только формой режущей кромки. Канавочники изготовляют из стали УЗА длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 иЗ мм.
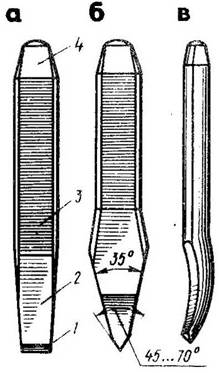
Рис.3--Инструменты для рубки:
а – зубило, б – крейцмейсель, в - канавочник
2.3 Материалы, применяемые в ремонтном деле.
Детали машин и аппаратов изготавливают из стали.
Сталь – это сплав железа и углерода (до 2-х) процентов, а также природных примесей (кремний, марганец, фосфор, сера).
Определение и классификация легированных сталей.
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами, а стали – легированными.
Для обозначения легирующих элементов приняты следующие буквы: Х – хром, Н – никель, Г – марганец, С – кремний, В – вольфрам, М – молибден, Ф – ванадий, К – кобальт, Т – титан, Ю – алюминий, Д – медь, П –фосфор, Р – бор, А – азот, Е – селен, Ц – цирконий, Б – ниобий.
Сталь может содержать один или несколько легирующих элементов, которые придают им специальные свойства.
Cодержание легируюшихх элементов может изменяться в очень широких пределах: хром или никель – 1% и более процентов; ванадий, молибден, титан, ниобий – 0,1… 0,5%; также кремний и марганец – более 1 %. При содержании легирующих элементов до 0,1 % – микролегирование.
В конструкционных сталях легирование осуществляется с целью улучшения механических свойств (прочности, пластичности). Кроме того меняются физические, химические, эксплуатационные свойства.
Легирующие элементы повышают стоимость стали, поэтому их использование должно быть строго обоснованно.
Достоинства легированных сталей:
1. особенности обнаруживаются в термически обработанном состоянии, поэтому изготовляются детали, подвергаемые термической обработке;
2. улучшенные легированные стали обнаруживают более высокие показатели сопротивления пластическим деформациям ;
3. легирующие элементы стабилизируют аустенит, поэтому прокаливаемость легированных сталей выше;
4. возможно использование более «мягких» охладителей (снижается брак по закалочным трещинам и короблению), так как тормозится распад аустенита;
5. повышаются запас вязкости и сопротивление хладоломкости, что приводит к повышению надежности деталей машин.
Недостатки:
1. подвержены обратимой отпускной хрупкости II рода;
2. в высоколегированных сталях после закалки остается аустенит остаточный, который снижает твердость и сопротивляемость усталости, поэтому требуется дополнительная обработка;
3. склонны к дендритной ликвации, так как скорость диффузии легирующих элементов в железе мала. Дендриты обедняются, а границы – междендритный материал – обогащаются легирующим элементом. Образуется строчечная структура после ковки и прокатки, неоднородность свойств вдоль и поперек деформирования, поэтому необходим диффузионный отжиг.
Похожие работы
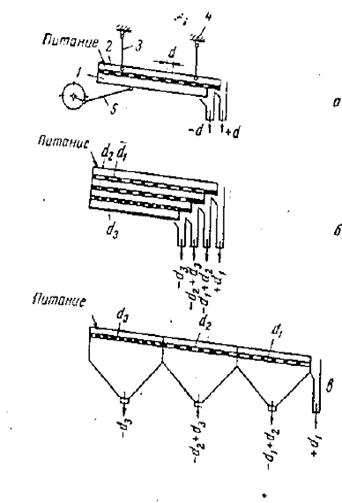
... куски. Для разделения материала на несколько фракции изготовляют многоситовые грохоты. При этом сита компонуются либо по высоте (рис 1, б), либо по длине (рис 1, в). В обоих случаях эффективность классификации и производительность грохота примерно одинакова, на вертикальная компоновка сит занимает меньше места в плане, на больше по высоте, а при горизонтальной наоборот. Ситовые грохоты по ...
... 7. Ленточный конвейер (над конвейером располагается подвесной магнитный сепаратор 12 для исключения случайно попавших в торф металлических включений) подаёт торф в подготовительное отделение на валково-дисковый грохот 4, где происходит классификация исходного сырья. Подрешётный продукт попадает на ленточный конвейер 8 который транспортирует торф на дальнейшую технологическую операцию (сушку) при ...
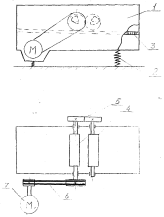
... вала вибратора с помощью клиноременной передачи. Передаточные ремни натягивают вращением серег, а также винта. 1.4. Эксплуатация машин для сортировки (грохочения) каменных материалов. Вибрационные нагрузки высокой динамичности, образивность перерабатываемого материала, запыленность окружающей среды создают тяжелые условия для работы сортировочных машин. Работоспособность и срок службы ...
... коксовая мелочь и антрацитовый штыб. Коксовая мелочь поставляется крупностью фракций, согласно требованиям, 0-25мм. Аглодобавки. Отходы металлургического производства, поступающие на аглофабрику, должны подготавливаться по месту их образования и соответствовать требованиям, предъявляемым к агломерационной шихте. Окалина и сварочный шлак должны сортироваться и дробится до крупности не более 10мм ...
0 комментариев