Навигация
Разработка технологических процессов сборки машин и их сборочных единиц
26013
знаков
0
таблиц
2
изображения
3. Разработка технологических процессов сборки машин и их сборочных единиц
Принято различать три вида технологических процессов (ТП): единичный, типовой и групповой. Каждый ТП разрабатывается при подготовке производства изделий, конструкции которых отработаны на технологичность (ГОСТ 14.301—83). Технологический процесс разрабатывается для изготовления нового изделия или совершенствования выпускаемого — в соответствии с достижениями науки и техники.
Разрабатываемый ТП должен обеспечивать повышение производительности труда и качества изделия; сокращение трудовых и материальных затрат; уменьшение вредных воздействий на окружающую среду; реализацию значений базовых показателей технологичности конструкции данного изделия.
Основой для нового ТП обычно служит имеющийся типовой или групповой технологический процесс. Если таковые отсутствуют, то за основу берут действующие единичные технологические процессы изготовления аналогичных изделий.
ТП должен соответствовать требованиям техники безопасности и промышленной санитарии по системе стандартов безопасности труда (ССБТ), инструкций и других нормативных документов.
Правила применения средств вычислительной техники при проектировании технологических процессов (ГОСТ 14.416—83) предусматривают оформление документации в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД). Исходную информацию для разработки ТП подразделяют на базовую, руководящую и справочную.
Базовая информация включает данные, содержащиеся в конструкторской документации на изделие, и программу его выпуска.
Руководящая информация содержит требования отраслевых стандартов к технологическим процессам и методам управления ими, а также стандартов на оборудование и оснастку, документации на действующие единичные, типовые и групповые ТП, классификаторов технико-экономической информации, производственных инструкций, материалов по выбору технологических нормативов (режимов обработки, припусков, норм расхода материалов и др.). документации по технике безопасности и промышленной санитарии.
Справочная информация имеет своим источником технологическую документацию опытного производства, описания прогрессивных методов изготовления, каталоги, паспорта, справочники, альбомы компоновок прогрессивных средств технологического оснащения, планировки производственных участков и методические материалы по управлению ТП.
Основные этапы разработки технологических процессов. Работа начинается с анализа исходных данных для разработки ТП (первый этап). Необходимо по имеющимся сведениям о программе выпуска и конструкторской документации на изделие ознакомиться с назначением и конструкцией изделия, с требованиями к его изготовлению и эксплуатации.
Затем последовательно выбирают действующий типовой, групповой ТП или аналог единичного процесса. Формируют технологический код изделия по технологическому классификатору, обрабатываемое изделие относится к соответствующей классификационной группе на основе кода и к действующему типовому или единичному процессу.
По классификатору заготовок, методике расчета и технико-экономической оценки выбора заготовок, стандартам и техническим условиям на заготовку и основной материал выбирают исходную заготовку и методы ее изготовления, дается технико-экономическое обоснование выбора заготовки.
Выбирают технологические базы, производится оценка точности и надежности базирования по производительности технологического процесса (используют классификаторы способов базирования и существующую методику выбора технологических баз).
По документации типового, группового или единичного ТП составляют технологический маршрут обработки, определяют последовательность технологических операций и состав технологического оснащения.
Для проектирования технологических процессов изготовления машин необходимо иметь следующие исходные данные: описание машины, подлежащей изготовлению, с четким определением ее служебного назначения; технические условия и нормы, определяющие служебное назначение машины; чертежи сборочных единиц и деталей машин; общее число машин, планируемое к выпуску в единицу времени (год, квартал, месяц); условия, в которых будет осуществляться изготовление машины (проектируемый или действующий завод, возможности использования имеющихся средств технологического оснащения, а также целесообразность приобретения или изготовления этих средств и др.); местонахождение завода (играет немаловажную роль в решении вопросов по специализации и кооперированию, снабжению и др.); наличие и перспективы подготовки кадров; плановые сроки подготовки и освоения новой машины и организации ее выпуска. Наличие перечисленных исходных данных позволяет приступить к проектированию технологических процессов в приведенной ниже последовательности.
1. Осуществляется ознакомление со служебным назначением машины, а также изучение и практический анализ технических условий и норм, определяющих служебное назначение машины (точность, производительность, КПД и другие параметры). Выполнение указанных работ позволяет оценить соответствие установленных ограничений требованиям, которые обеспечивают служебное назначение машины.
2. Установленный объем выпуска машины, ее сборочных единиц и деталей дает возможность определить тип производства и уточнить соответствие этого объема тем условиям, которые обеспечивают необходимые технико-экономические показатели производства. Например, опыт показывает, что добавление некоторого количества оборудования позволяет в ряде случаев повысить коэффициент использования всего оборудования путем увеличения первоначально намеченного выпуска машин и тем самым улучшить технико-экономические показатели.
3. Анализ чертежей машины, сборочных единиц деталей производится с точки зрения обеспечения служебного назначения машины с учетом использования всех возможностей наиболее экономичного ее изготовления при установленном объеме выпуска. В результате изучения сборочного чертежа машины устанавливаются исполнительные поверхности деталей и сборочных единиц и их взаимосвязи, а также основные и вспомогательные базы; определяются кинематические связи, обеспечивающие требуемый закон относительного движения исполнительных поверхностей. Составление схем размерных цепей необходимо для решения целого ряда важных вопросов, связанных с проектированием технологических процессов изготовления машин. Анализ схем размерных цепей помогает: правильно разобраться во взаимосвязях деталей, составляющих машину и ее сборочные единицы; определить методы достижения требуемой точности; определить, правильно ли проставлены размеры и допуски на чертежах деталей машин, и внести в чертеж соответствующие поправки; наметить последовательность сборки машин и ее сборочных единиц; выбрать технологические и измерительные базы деталей и разработать последовательность обработки поверхностей и их измерения; рассчитать межоперационные размеры, припуски и допуски; выполнить размерный анализ технологических процессов.
4. Осуществляется проектирование технологических процессов сборки машин и ее сборочных единиц.
5. Выбираются исходные заготовки и методы их изготовления; проектируются технологические процессы обработки заготовок.
6. Проектируются и изготовляются средства технологического оснащения.
7. Внедряются технологические процессы изготовления машин в производство; в эти процессы вносятся коррективы для исправления погрешностей, обнаруженных во время внедрения.
4. Методы и состав процесса монтажа строительных конструкций
В зависимости от организации подачи сборных элементов под монтаж различают два метода монтажа: 1) с предварительной раскладкой элементов в зоне действия монтажного крана и 2) непосредственно с транспортных средств, т.е. «с колес». Последний метод более экономичный, но требует очень четкой организации и согласованности монтажного и транспортного процессов, что на практике трудно обеспечить.
В зависимости от характера сборных элементов применяют различные методы их монтажа, в том числе мелкоэлементный, поэлементный и блочный, а также монтаж готовыми сооружениями.
Мелкоэлементный монтаж применяют при установке (монтаже) отдельных деталей конструкции. Данный метод наиболее трудоемкий и требует большого количества подъемов элементов, заделки многочисленных стыков и выполнения больших объемов вспомогательных работ по устройству лесов, подмостей и временному раскреплению конструкций.
Поэлементный монтаж предполагает установку в проектное положение конструктивных элементов или их крупных частей (колонн балок, ферм и т.п.). Этот метод широко применяется при монтаже различных видов зданий и сооружений.
Блочный монтаж предусматривает предварительное укрупнение отдельных конструкций в плоские или пространственные блоки. Блоки могут быть собраны как на заводе-изготовителе так и на площадке предварительного укрупнения конструкций, расположенной на стройплощадке. Этот метод широко используется при строительстве как подземных, так и наземных сооружений. Он позволяет максимально механизировать сборочные работы и устройство стыков сократить трудоемкость и продолжительность монтажа, полнее использовать грузоподъемность монтажных кранов, уменьшить объем вспомогательных работ.
Метод монтажа целыми сооружениями предусматривает предварительную сборку у места монтажа самого сооружения с устройствами стыков и выдерживанием до приобретения проектной 1 прочности. Далее полностью готовое сооружение поднимают и устанавливают в проектное положение соответствующими монтажными механизмами.
В зависимости от направления развития монтажного процесса -вдоль или поперек здания или сооружения различают продольный и поперечный монтаж.
По последовательности возведения их вверх, т.е. по высоте различают методы: наращивания, когда в начале монтируют нижерасположенные конструкции, а затем наращивают вышерасположенные; подращивания, когда сначала монтируют конструкции верхнего яруса или этажа и затем их поднимают на некоторую высоту, после ведут монтаж следующего нижерасположенного, который поднимают и соединяют с верхним и т.д., пока не будут смонтированы все ярусы или этажи здания.
В зависимости от приемов монтажа, обеспечивающих необходимую степень свободы и очередность установки элементов в проектное положение, различают методы: свободный, принудительный, ограниченно свободный, дифференцированный, комплексный и комбинированный.
Свободный метод монтажа предполагает свободное перемещение в пространстве конструкции краном с обеспечением необходимой точности установки в процессе выверки и визуального сопоставления положения смонтированного элемента с проектным по показаниям измерительных инструментов и геодезических приборов.
Принудительный метод монтажа обеспечивает точное проектное I положение монтируемых элементов за счет имеющихся стыков специальной конструкции, а также применения в процессе монтажа соответствующих приспособлений и такелажной оснастки, Ограниченно свободный метод монтажа позволяет в процессе выверки конструкции исключить одно или несколько перемещений путем устройства специальных приспособлений, являющихся частью конструкции.
Дифференцированный, или раздельный метод монтажа предусматривает последовательную установку всех однотипных конструкций в пределах здания или сооружения и только после этого - установку конструкций другого типа. Например, сначала все панели резервуара затем фундаменты, колонны, ригели, плиты покрытия.
Комплексный метод предполагает монтаж всех элементов в зоне действия крана, после чего кран перемещают на новую стоянку, где также с его помощью устанавливают все элементы в зоне действия крана и т.д. до полной готовности сооружения.
Комбинированный метод использует элементы раздельного и комплексного методов. Например, тяжелые стеновые панели емкостных водопроводных сооружений (массой до Ют) монтируют вначале одним краном раздельным методом, а внутри расположенные элементы - фундаменты, колонны, перегородки, ригели, плиты покрытия сравнительно небольшой массы (до 3-4 т) монтируют другим краном значительно меньшей грузоподъемности и комплексным методом, т.е. в зоне своего действия — все сборные элементы с постепенным передвижением крана внутри монтируемого сооружения.
Водопроводные сооружения монтируют чаше всего дифференцированным (раздельным) методом, а также комбинированным. Поскольку при комбинированном методе используются обычно два крана, каждый из которых по своей грузоподъемности более подходит для установки соответствующих сборных элементов, то при этом достигается лучшая специализация монтажных работ и лучшее использование кранов по их грузоподъемности.
Наряду с методами монтажа существуют также понятия способов монтажа, под которыми понимают характерные технологические решения по установке конструкций в проектное положение, учитывая вид их и размеры, условия строительства и применяемые монтажные механизмы. С учетом этого можно выделить наряду с уже упоминавшимися способами наращивания и подращивания также способы монтажа конструкций: подъемом со сложным перемещением; поворотом; поворотом со скольжением; надвижкой; вертикальным подъемом и опусканием; навесной сборкой.
Состав и структура процесса монтажа
В состав комплексного технологического процесса монтажа строительных конструкций входит совокупность всех процессов и операций, в результате выполнения которых получают каркас, часть здания или сооружения или сами здания и сооружения. Они позволяют получить готовую строительную продукцию, и сами эти процессы подразделяются на: транспортные, подготовительные и собственно монтажные.
К транспортным процессам относятся доставка, разгрузка, складирование и приемка сборных конструкций. Причем при их складировании проверяют качество элементов, их размеры, маркировку и комплектность.
Подготовительные процессы включают укрупнительную сборку, временное (монтажное) усиление конструкций, обустройство и подачу конструкций в виде монтажной единицы на монтаж.
Собственно монтажные процессы включают: строповку (захват), подъем (перемещение), наводку, ориентирование и установку конструкции в проектное положение с временным креплением, расстроповку, выверку, окончательное закрепление конструкции и снятие временных креплений.
Указанная структура процесса монтажа строительных конструкций в основном справедлива для всех случаев монтажа зданий и сооружений, однако при монтаже некоторых из них структура эта может быть уточнена в сторону увеличения или уменьшения подлежащих выполнению отдельных операций и процессов.
Похожие работы
... проведении вертикальных выработок (восстающих и стволов). Трапециевидная, прямоугольно-сводчатая и подковообразная формы применяются при проведении горных и слабонаклонных горных выработок. Так как в исходных данных назначение применяемой горной выработки – однопутевой путевой квершлаг, а коэффициент крепости пород равен 10, то для шахт Урала наиболее применимой является прямоугольно-сводчатая ...
... осветительных установок применяется осветительный трансформатор типа ТСШ-2,5/0,5, который присоединяется к сети при помощи магнитного пускателя и реле утечки УАКИ-127. По ПБ находящийся в подземных горных выработках человек должен иметь индивидуальный аккумуляторный светильник, который имеет продолжительность нормального непрерывного горения не менее 10 часов. Прокладка трубопроводов и ...
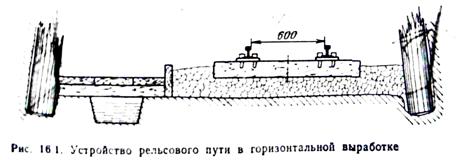
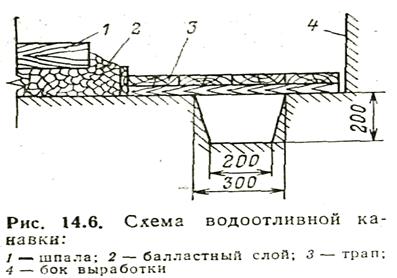
... забоя в безопасное состояние; д) погрузку и транспортировку отбитой породы; е) настилка рельсового пути; ж) сооружение водоотводной канавки; з) наращивание трубопроводов, кабелей Исходные данные для построения графика цикличности для проведения проектируемой геологоразведочной штольни: Штольня площадью поперечного сечения 6,8 м2, длиной 700 м, проходят в породах ХVII категории по ...
... горных выработок трудоемкий процесс. Специфика геологоразведочных работ в том, что они ведутся преимущественно в условиях с не достаточно развитой инфраструктурой или при ее полном отсутствии. Проходка горных выработок может осуществляться тремя основными способами: 1) механизированным с применением специальных землеройных машин; 2) вручную с применением шанцевого инструмента; 3) с применением ...
0 комментариев