Навигация
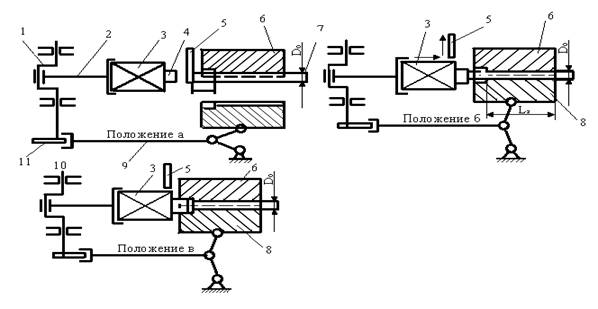
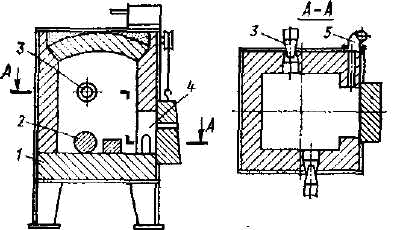
Горизонтально-ковочная машина
16751
знак
6
таблиц
10
изображений
Оглавление
Введение
1 Общая часть.
1.1 Назначение и принцип действия изделия, сборочной единицы, в которую входит деталь.
1.2 Определение типа производства.
1.3 Материал детали и его свойства.
1.4 Анализ технологичности детали.
2 Технологическая часть.
2.1 Выбор и обоснование метода получения заготовки. Проектирование контура заготовки.
2.2 Расчет общих припусков, определение размеров заготовки. Технико-экономический расчет изготовления заготовки.
2.3 Анализ заводского технологического процесса.
2.4 Выбор окончательных методов обработки элементарных поверхностей.
2.5 Разработка маршрута обработки детали, выбор оборудования и обоснование способов базирования заготовки.
Введение
«Технология машиностроения» предусматривает изучение учащимися методов обработки заготовок деталей машин на металлообрабатывающих станках, основ проектирования технологических процессов их обработки, приспособлений и участков механосборочных цехов, а также технологии сборки машин.
Машиностроение является одной из ведущих отраслей промышленности нашей страны. Непрерывное совершенствование машин характеризуется возрастанием их мощности, снижением массы, а также повышением точности и надежности.
На современном этапе развития технологии трудно сосредоточить всю совокупность расширяющихся знаний во всех областях технологии производства машин в рамках одной специальности. Поэтому в машиностроении имеют самостоятельное значение такие специальности, как технология литейного производства, технология ковки и штамповки, технология сварки и т.п.
В условиях массового и крупносерийного производства должны применяться заготовки экономических форм с приближением их к формам готовых деталей и прокат специальных профилей, что значительно снизит трудоемкость обработки на металлорежущих станках.
Общая часть
1.1 Назначение и работа узла
Вал отбора мощности служит опорой блока 19 и передает крутящий момент на гидронасосы и вспомогательные механизмы в рабочем режиме. Передний конец вала опирается на шариковый подшипник, имеет цапфу для его установки и шлицы для установки подвижной зубчатой полумуфты 3 включения отбора мощности. Средняя цилиндрическая часть вала служит для установки подшипников блока шестерен с распорной втулкой, имеет участок с резьбой, на которую наворачивается гайка, крепящая подшипники.
Задний конец вала опирается на роликовый подшипник и имеет шлицевой конец, на котором установлен шкив 9 привода компрессора. Шкив имеет посадочное место и отверстие для крепления карданного вала привода гидронасосов. Внутреннее кольцо подшипника фиксируется на валу дистанционной втулки и ступицей шкива.
Муфта 20 может двигаться по шлицам и входить в зацепление с зубчатым венцом блока шестерен, соединяя его с валом.
1.2 Определение типа производства
Тип производства определяется по коэффициенту закрепления операций (![]() )
)
![]()
р – число рабочих выполняющих разные операции,
о – количество операций в технологическом процессе за исключением термических, гальванических, контрольных, заготовительных, моечных, окрасочных.
![]()
N – годовая программа выпуска деталей,
![]() - время на изготовление первой детали,
- время на изготовление первой детали,
![]() - коэффициент ужесточения норм
- коэффициент ужесточения норм ![]()
![]() - эффективный фонд рабочего времени завода или цены за год.
- эффективный фонд рабочего времени завода или цены за год.
![]() - коэффициент выполнения плана.
- коэффициент выполнения плана.
![]() (час)
(час)
![]() - количество дней в году,
- количество дней в году,
![]() - количество выходных дней в году,
- количество выходных дней в году,
![]() - количество праздничных дней,
- количество праздничных дней,
![]() - продолжительность смен,
- продолжительность смен,
S – количество смен,
к – коэффициент потерь рабочего времени на наладку и ремонт оборудования:
при двух сменной работе ![]() , при одной смене
, при одной смене ![]()
![]()
![]()
![]() - крупносерийное производство.
- крупносерийное производство.
Крупносерийное производство характеризуется узкой номенклатурой выпуска изделий и их больших объемов, непрерывно изготавливаемых в течении продолжительного периода времени. При этом типе производства технологический процесс разрабатывается подробно и хорошо оснащается, что позволяет обеспечить высокую точность и взаимозаменяемость деталей, малую трудоемкость, а следовательно, более низкую, чем при серийном типе производства себестоимость изделий.
Оборудование и оснастка при крупносерийном типе производства специализированные и специальные; квалификация рабочей силы низкая; расстановка оборудования строго по технологическому процессу в линию, при этом транспортировка конвейерная; время обработки на каждом станке должно соответствовать такту выпуска изделий. При этом типе производства возможно более широко применять механизацию и автоматизацию производственных процессов.
Похожие работы
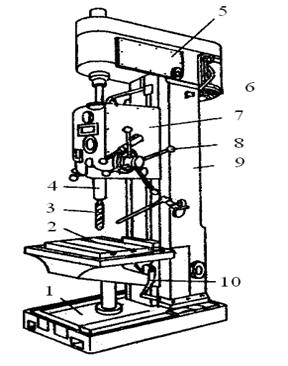
... ), либо стреловой лебедкой (краны МКА-10М). По исполнению подвески стрелового оборудования различают краны с гибкими (стрела удерживается с помощью стальных канатов) и жесткими (стрела удерживается с помощью гидроцилиндров) подвесками 3. Назначение и устройство вертикально-сверлильного станка Станки сверлильной группы имеют несколько моделей: одношпиндельный вертикально-сверлильные ...
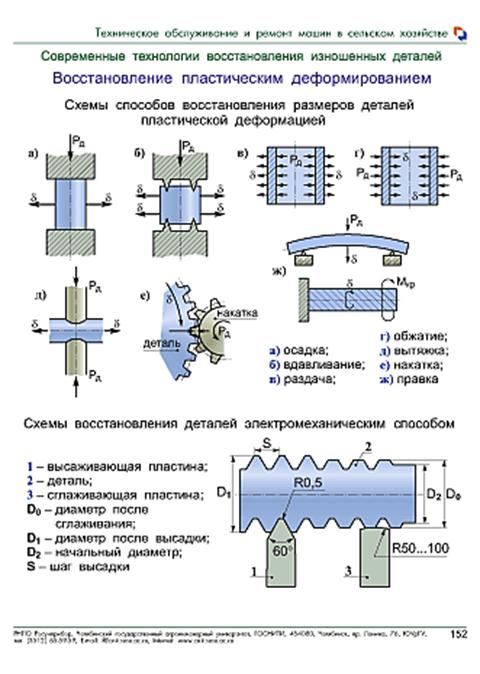
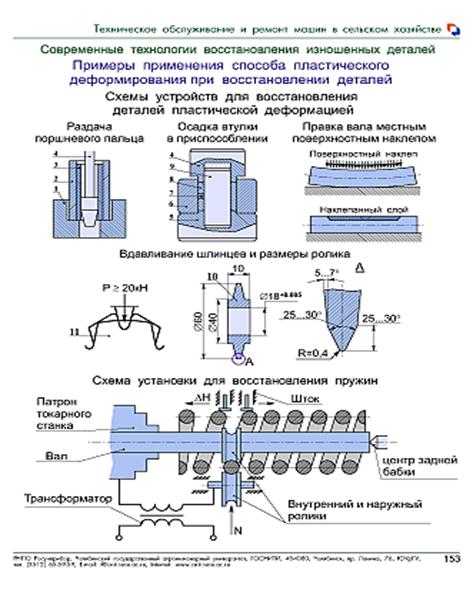
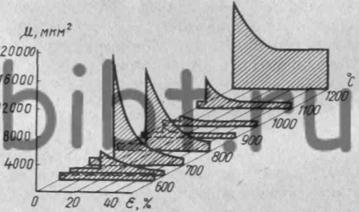

... в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения. 3. Схемы способов восстановления деталей пластической деформацией 4. Особенности ремонта пластической деформацией При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...



... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев