ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЦЕССА
АНОДЫ
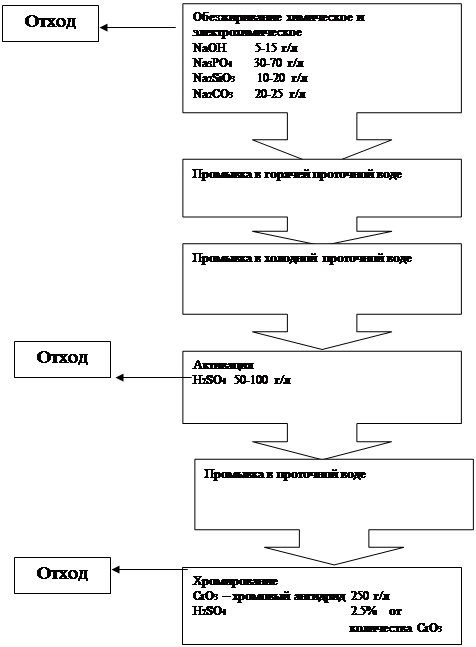
Технологический процесс хромирования
Рассчитаем кол-во операторов
РАСХОД ХИМИКАТОВ НА ЗАМЕНУ РАСТВОРОВ В ВАННАХ ЗА ГОД
РАСЧЕТ РАСХОДА ПАРА
РАСЧЁТ ПОЛЯРИЗАЦИОННОЙ СОСТАВЛЯЮЩЕЙ БАЛАНСА НАПРЯЖЕНИЯ
РАСЧЕТ ПАДЕНИЯ НАПРЯЖЕНИЯ В ПОДВЕСКЕ
ТЕПЛОТА ВЫДЕЛЯЕТСЯ В ВАННЕ ЗА 1 ЧАС
ТЕПЛОТА КОМПЕНСАЦИИ – ПО РАЗНОСТИ МЕЖДУ ПРИХОДОМ И РАСХОДОМ
Очистка сточных вод
Навигация
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЦЕССА
Гальваническое покрытие хромом
58633
знака
7
таблиц
6
изображений
1.3 ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЦЕССА
Размерное хромирование. При нанесении толстых износостойких покрытий как на новые детали, так и на ранее эксплуатировавшиеся (восстановление) требуется применять специальные подвесные приспособления и аноды. Это необходимо для равномерного осаждения покрытия, ибо электролиты для хромирования обладают низкой РС. Процесс получения равномерных по толщине хромовых покрытий, частично или полностью исключающий оконча тельную механическую обработку де талей, получил название размерного хромирования.
Во многих случаях, например, при хромировании штампов, для размерного хромирования применяют профилированные аноды, воспроизводящие рельеф покрываемой поверхности. При завеске детален в ванну следует учитывать, что при электролизе выделяется обильное количество газов, которые не должны скапливаться внутри детали или внутри подвески.
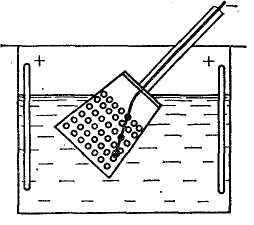
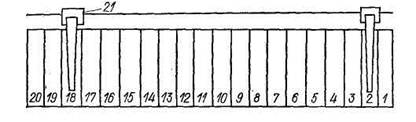
При хромировании внешней поверхности цилиндрических деталей в случаях, когда не применяются специальные подвесные приспособления с кольцевыми индивидуальными анодами, рекомендуется использовать круглые аноды диаметром 40—80 мм. Аноды располагают таким образом, . чтобы вокруг каждой детали было не менее четырех анодов. Оптимальным межэлектродным расстоянием считается 100-150 мм. При сокращении этого расстояния до 50 мм. Наблюдается при увеличении межэлектродного расстояния свыше 200—250 мм.
При вертикальном завешивании деталей в ванну нижние края деталей должны отстоять от дна более чем на 200 мм. Расстояние от поверхности электролита 100—150 мм.
С целью улучшения равномерности осаждения хрома возможно вести хромирование деталей в горизонтальном положении. При этом необязательно непрерывное вращение деталей. Периодическое вращение осуществляют с помощью специального приспособления (рис. 1).
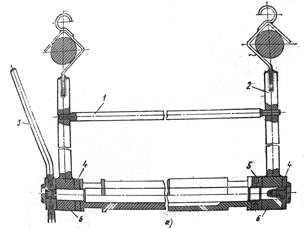
Рис 1. Подвески для хромирования деталей в горизонтальном положении: а - завешиваемая на две штанги ванны: 1 - траверса; 2 — штанга подвески; 3 — спица ворота для периодического поворота детали; 4 - уплотнительные диски; 5 - экран; 6 — втулки подвески; б — завешиваемая на одну штангу; 1 — рукоятка для поворота; 2 - крючок; 3 — траверса; 4 - винипластовые зубчатые колеса; 5 - штанга; 5 — муфты для крепления деталей
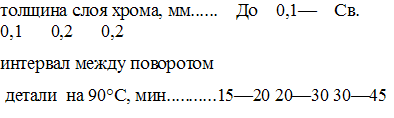
Поворот деталей на угол 90° осуществляют перемещением рукояток-спиц, которые находятся выше уровня электролита. Поворот осуществляют до того момента, когда очередная спица выйдет из электролита. Периодичность вращения зависит от толщины наращиваемого слоя следующим образом:
Периодическое вращение деталей возможно проводить и при иной конструкции подвесного приспособления, когда одновременно осуществляется вращение нескольких деталей.
При горизонтальном положении деталей в электролите хромирование ведут с плоскими анодами, отстоящими от поверхности деталей на 100—150 мм.
1.4 ЭЛЕКТРОЛИТЫ ХРОМИРОВАНИЯ
СТАНДАРТНЫЙ ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ
Основной электролит для осаждения хрома содержит два компонента: СгО4 и H2SO4. Соотношение по массе между этими компонентами должно быть 100 : 1. При этом соотношении достигается наиболее высокий выход по току.
Обычное содержание СгО3 150— 300 г/л, хотя .известны электролиты содержащие 60—80 г/л этого основного компонента. Электролит, содержащий 220—250 г/л, называют стандартным:
| Тип электролита | Концентрация компонентов, г/л | Режимы работы | ||
| СгО3 | H2SO4 | і, А/дм | t С | |
| Стандартный | 220 | 2.25 – 2.5 | 15 - 60 | 45 - 55 |
Разбавленный электролит рекомендуется для получения износостойких покрытий, концентрированный — для защитно-декоративных. Наиболее распространен - стандартный, или универсальный, электролит.
Фторидиые электролиты. F и F-содержащие ионы используются в электролитах холодного хромирования, в том числе ля осаждения покрытий в колокольных и барабанных установках. Однако ряд электролитов этого типа широко используется для износостойкого хромирования.
По сравнению с электролитами, содержащими добавку SO4, фторидные электролиты имеют следующие преимущества:
возможность ведения процесса при комнатной температуре;
лучшую рассеивающую и кроющую способность;
меньшую критическую плотность тока, т. е. возможность вести осаждение хрома при очень низкой tк (0,5—2 А/дм2); более высокий выход по току.
Недостатки фторидных электролитов следующие: более высокая агрессивность и формирование на анодах пленки фторида свинца, обладающей высоким электрическим сопротивлением.
В связи с указанной особенностью работы анодов при осаждении хрома из фторидных электролитов применяются только аноды, содержащие Sb или лучше Sn.
Осадки хрома, получаемые из фторидных электролитов, имеют более низкую твердость и более пластичны, чем осадки, полученные из стандартного электролита. Более низки σвп в хромовых покрытиях.
Фторидные электролиты могут работать и при более высокой температуре. Возможно хромирование из электролитов, содержащих 4—6 г/л одного из следующих соединений: К2ТiF6, К2ZrF6 и Na3А1F6, способных быть катализаторами электроосаждения хрома.
Саморегулирующиеся электролиты. Принцип действия электролитов — автоматическое поддержание постоянного соотношения между концентрациями СrO3 и постороннего аниона, которое обеспечивается тем, что указанные анионы вводят в электролит в составе ограниченно растворимых солей. Эти соли вводят в электролит в количествах, превышающих их растворимость. По этому имеющийся осадок на дне (избыток соли) всегда находится в равновесии с ионами, перешедшими в раствор.
В качестве солей-катализаторов, обеспечивающих присутствие в растворе посторонних анионов, используют SrSО4, К2SiF6 и СаF6. Растворимость этих солей линейно возрастает в температурном интервале 30—80 СС. С увеличением концентрации СгО3 максимум растворимости солей отвечает концентрации 250—300 г/л.
Преимущества саморегулирующихся электролитов следующие: стабильность состава, так как концентрация постороннего аниона поддерживается автоматически; более высокая СП по сравнению со стандартным электролитом; практическая независимость ВТ от і'к (выше 40 А/дм2) и t (выше 50 СС); широкий интервал изменения t и tк, обеспечивающий получение блестящих осадков; более высокая РС по сравнению со стандартным электролитом.
Недостаток саморегулирующихся электролитов — их более высокая агрессивность. Аноды из РЬ—Sn сплава должны содержать 5—10 % 5п.
Перед пуском саморегулирующегося электролита в эксплуатацию следует его прогревать при рабочей / в течение 2—3 ч с одновременным перемешиванием раствора. Это необходимо для насыщения электролита посторонними анионами.
Наиболее широко применяется в практике электролит № 1 (сульфатно-кремнефторидный). Максимальная твердость покрытий, осаждаемых при 60 °С, получается при ік = 55 А/дм2, осаждаемых при 50 °С— при ік = 45 А/дм2.
Электролит рекомендуется для получения твердых износостойких покрытий при размерном хромировании.
Электролит имеет следующие характерные неполадки:
при снижении t ниже 50 °С наблюдается появление шероховатости покрытия;
при уменьшении концентрации СгО3 ниже 200 г/л или при увеличении выше 350 г/л осадки становятся матовыми;
-при недостатке в электролите К2SiF6 осадки получаются матовыми;
-при недостатке в электролите SrSО4 на поверхности покрытий появляются мелкие черные точки.
"Электролит № 3 (фториднокремне-фторидный) рекомендуется применять для скоростного хромирования.. Осадки хрома получаются слабо-голубого цвета. Электролит обеспечивает получение прочного сцепления покрытия с высоколегироваными и коррозионно-стойкими стялями и специальными сплавами. Состав саморегулирующегося электролита для защитно-декоративных покрытий следующий (г/л):
Режим осаждения: ік = 2 -80 А/дм2; t=20-60°С; ВТ = = 20 -23 %.
Рекомендуются также электролиты с добавками ДХТИ-10, ДХТИ-11 или ДХТИ-хром-11 в количестве 7—10 г/л.
Сверхсульфатный электролит.
Этот электролит имеет следующий состав (г/л):
СгОа ...........250—300
Н2SO4 ........... 8-10
Сг3+ (в пересчете на Сг2О3) 20—22 Режим осаждения: t> 50-55 СС; (ік 5=>50-60 А/дм"; ВТ =22-24% при оптимальных условиях электролиза.
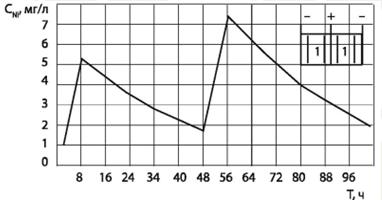
Электролит рекомендуется для скоростного осаждения толстых блестящих хромовых покрытий (до 1 мм). Для получения в электролите требуемого количества Сг3+ после растворения СгО3 в электролит вводят Н2О2. При этом для получения концентрации Сг2О3 20 г/л необходимо ввести 80—90 г/л Н2О2 (30 %). Во избежание разбрызгивания и разогрева электролита Н2О2 вводят небольшими порциями в разные участки поверхности электролита. На рис. 20 приведена зависимость концентрации Сг2О3 от количества введенной в электролит Н2О2.
Для получения необходимой концентрации Сг2О3 в электролит могут быть введены и некоторые органические соединения, например, сахар или глюкозу в количестве 4—5 г/л.
При износостойком хромировании в сверхсульфатном электролите возможно применять высокие плотности тока (до 300 А/дм2). Рекомендуемые сочетания температуры и плотности приведены ниже:
t,C. ......... 50 55 60
і , A/дм …… 50-80 50-90 50-200
Сверхсульфатный электролит имеет низкую РС. Его рекомендуют применять только для нанесения покрытий на цилиндрические детали (штоки валы, цилиндры и т. д.) при использовании специальных подвесных приспособлений, обеспечивающих конценричное расположение поверхностей детали и анода.
Рекомендуемый состав анодов следующий, %:
Рb..............79-80
Sb ...... 4-6
Sn ...... 10—15,
Стабильность поддержания заданной концентрации Сг3+ обеспечивается применением ік > 100 А/дм2 и соотношением S : Sа в пределах 10—20. Возможно ведение хромирования и при меньшем соотношении указанных поверхностей, но при этом необходима периодическая корректировка электролита Н2О2 или специальной проработкой .
Содержание Сг2О3 не должно становиться близким или большим 30 г/л и уменьшаться менее чем до 8 г/л.
Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи весьма пластичными (микротвердость 300—500), они полируются до зеркального блеска, характерного для обычных хромовых покрытий. Наиболее легко полируются покрытия толщиной по 10 мкм.
Хромовые покрытия, полученные из тетрахроматного электролита, практически безпористы. Они рекомендуются взамен трехслойных Сu—Ni—Сг защитно-декоративных покрытий. Толщина такого однослойного блестящего покрытия должна быть не менее 20 мкм. Покрытия, полученные из тетрахроматного электролита, обладают высокими защитными свойствами и сохраняют декоративность в морской атмосфере и в тропических условиях. Высокая рассеивающая способность тетрахроматного электролита способствует его успешному применению для покрытия пресс-форм, для изготовления детален из пластических масс.
Хромовые покрытия из тетрахроматного электролита толщиной 5—10 мкм могут быть применены для местной защиты поверхности стальных деталей при их газовой цементации или нитро-цементации.
Состав тетрахроматного электролита следующий (г/л):
СгО3......,........................................350—400
ЫаОН ...............................................40—60
Нг5О4 ...........................................2,5 — 2,7
Сг8+(в пересчете наСг2О3)…………… 10—15
В некоторых случаях рекомендуется в электролит добавлять 0,5—10 г/л вольфраматов или солей магния, которые улучшают полеруемость покрытий.
Рекомендуемая плотность тока должна быть в интервале 10—80 А/дм2. Наиболее легко полируются на обычных войлочных кругах покрытия, полученные при 15—25 А/дм2.
Электролиты для черного хромирования. Хромовые покрытия черного цвета обладают высокой защитной способностью и широко используются для нанесения защитно-декоративных и специальных слоев на различные детали машиностроительных и приборостроительных отраслей промышленности, медицинский инструмент, панели и т. д.
Черные хромовые покрытия практически не содержат в своем составе металлического хрома. Они представляют собой композицию, в которую входят оксиды и гидроксиды Сг2+ и Сг3+ а также гидрид хрома.
Одним из наиболее эффективных электролитов для черного хромирования является разработанный в СССР электролит Метахром, содержащий 450 г/л СгО3 и две специальные добавки: "А" в количестве 3 г/л и "Б" — 30 г/л. При приготовлении электролита добавка "А" предварительно растворяется при 60_70 °С в небольшом количестве воды. Электролит содержит также препарат Хромин в количестве 5 г/л. Метахром обладает наиболее высокой технологичностью и стабильностью по сравнению с другими известными электролитами. Оптимальная температура электролиза 20—30 °С, плотность тока 15 А/дм2. Возможен перегрев электролита до 50—60 СС. Плотность тока может варьироваться в интервале 5-100 А/дм-.
Покрытия, полученные из электролита Метахром, обладают низким коэффициентом отражения света: 2 % в видимой части спектра и <1 % — в инфракрасной.
Похожие работы


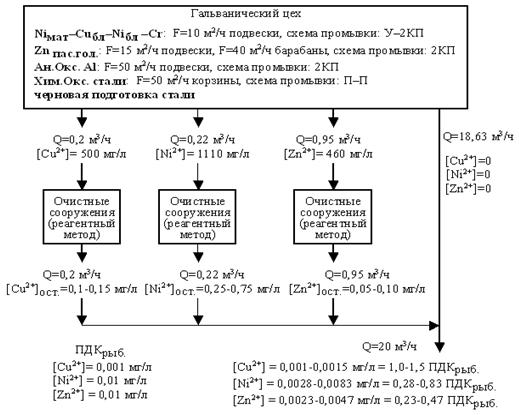
... технологиям очистки или даже с помощью неудовлетворительной очистки добиться выполнения жёстких требований к очищенной воде [8, c. 151]. 3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий 3.1 Направления совершенствования Загрязнение тяжелыми металлами активных илов очистных сооружений связано с тем, что на ...
... завода (бывш.) оснащены устройствами автоматического регулирования температуры, фильтрации электролитов, очистки зеркала раствора. Грузоподъемность автооператора — 4,45 Н. Производительность линий при гальванических покрытиях — до 30 м2/ч, при химическом — до 60 м2/ч. Загрузка и разгрузка производятся с одной стороны линии. Автоматические линии с автооператором консольного типа (АГ-24 и АГ-42) ...
... известной с точностью ; 3) разброс значений толщины покрытия на поверхности эталона не должен превышать номинального значения. 3.1 Расчёт погрешности установки и определение требований к компонентам установки Толщина гальванического покрытия, определяемая кулонометрическим методом, вычисляется по формуле: ,где K=0,73 - электрохимический эквивалент никеля; V=1 ; H=160 мм- высота ...
... интерес главным образом для группового разделения и качественного испытания на хром, а не для количественного его определения, так как многие другие элементы также образуют нерастворимые соединения с этими реагентами. Точные результаты получаются при определении хрома методом, основанным на восстановлении хромата иодистоводородной кислотой и титровании выделяющегося при этом йода раствором ...
0 комментариев