Навигация
Електрохімічний (полуаддітівний) метод
44296
знаков
10
таблиц
4
изображения
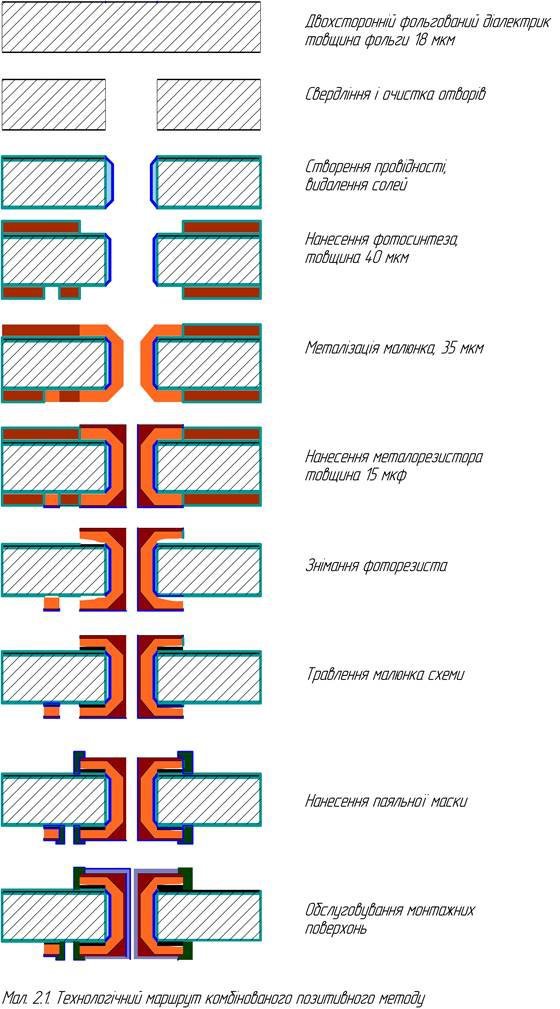
2.2.3. Електрохімічний (полуаддітівний) метод
За термінологією фірми "Шерінг" він іменується Семігант. Після-ність технологічних операцій представлена на рис. 2.3.
Прецизійні друковані плати з провідниками і зазорами близько 75 мкм і менше можуть бути виготовлені тільки полуаддітівним мето-дом. При цьому слід зазначити, що полуаддітівний метод, на відміну від попередніх, стає економічно доцільним при відно-сительно великих обсягах випуску друкованих плат.
Розвиток полуаддітівного методу йде в напрямку зменшення різновисотних контактних майданчиків за рахунок використання захисних покриттів на основі нікелю з гальванічним або так званим іммерсійним золотом (хімічне заміщення золотом приповерхневого нікелю з товщиною моноатомного рівня).
Ідея диференціального травлення, коли потрібний результат досягається за рахунок різної товщини плівки міді, поєднана з лазерним скрайбуванням (частковим випаровуванням) мідної фольги сфокусованим променем ультрафіолетового лазера, дозволяє обійтися без фоторезиста і фотошаблонів при терміновому виготовленні прототипів друкованих плат [6 ]. Однак для серійного виробництва друкованих плат це поки економічно недоцільне рішення.
Варіанти повністю адитивної технології, описані в літературі [5], поки не набули широкого поширення в промисловості через невирішені проблем товстошарового хімічного мідніння. Сьогодні це складний і низькопродуктивний процес, вимагаючий управління великої кількості параметрів. При будь-яких збоях управління він здатний руйнуватися з великими витратами для виробництва. Крім того, цей процес має велику тривалість: для досягнення прийнятної товщини осадження міді близько 25 мкм процес триває годинами. Надійність технологічних і енергетичних систем часто не дозволяє витримувати потрібні режими осадження протягом цього часу.


Глава 3.
ТЕХНОЛОГІЧНІ МАРШРУТИ БАГАТОШАРОВИХ ДРУКОВАНИХ ПЛАТ
З позицій системного підходу можна виділити два покоління багатошарових друкованих плат (БТП) [3]. У підручниках [1, 8, 9] дуже детально описані різні технологічні маршрути виготовлення БТП першого покоління, необхідність в яких була обумовлена низьким ступенем інтеграції елементної бази і складністю електричних з'єднань на платі, яка не дозволяла обійтися двома шарами металізації. В процесі "природного відбору" з плином часу свої переваги зміг показати метод металізації наскрізних отворів, за яким виготовлялося близько 80% багатошарових друкованих плат першого покоління з кількістю шарів до 30.
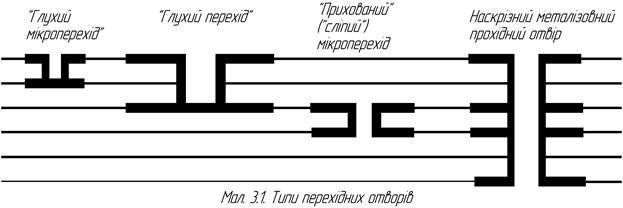
Різноманіття технологічних маршрутів виготовлення БТП першого покоління навряд чи буде істотно розширено при переході до БТП другого покоління [5]. Швидше за все, розвиток технології БТП піде шляхом комбінування відомих технологічних маршрутів, застосування нових базових матеріалів, прогресивних засобів технологічного оснащення, що відрізняються більш високою точністю і роздільною здатністю. У багатошарових друкованих платах другого покоління з'явилися приховані ( "сліпі") і відкриті ( "глухі") мікропереходи (рис. 3.1), що призвело до створення конструкцій друкованих плат типу HDI 1 .
Різні технологічні варіанти БТП мають свої області застосування. У цьому можна переконатися, якщо порівняти їх за наступними показниками [1, с. 234]:
- Максимальне число шарів, надійність міжшарових електричних з'єднань;
- Щільність монтажу;
- Можливість установки електронних компонентів (в тому числі інтегральних мікросхем) з штирьовими і планарних висновками, включаючи компоненти, призначені для поверхневого монтажу;
- Трудомісткість і вартість виготовлення;
- Ремонтопридатність;
- Контролепригідность;
- Тривалість технологічного циклу;
- Можливість механізації і автоматизації виготовлення БТП і збірки осередків ЕС.
3.1.Метод металізації наскрізних отворів
Назву методу дали міжшарові електричні з'єднання, здійснювані виключно за допомогою металізованих наскрізних отворів (див. Рис. 3.1). Укрупнено цей технологічний маршрут можна вявити у вигляді трьох основних етапів, розглянутих нижче.
3.1.1. Виготовлення заготовок
Заготовки внутрішніх шарів є тонкими двохсторонні друковані плати з відповідними малюнками провідників, а заготовки зовнішніх (зовнішніх) шарів є односторонніми друкованими платами, малюнок провідників на яких на даному етапі не сформований.
Для заготовок зазвичай використовують теплостійкий фольгований склотекстоліт марки СТФ або травної марки ФТС. При збільшенні числа шарів або виготовленні гнучких БТП замість склотекстоліта застосовуються плівкові полімідні або лавсанові фольговані діелектрики і відповідні їм препреги. Поліімідні діелектрики відрізняються від інших тим, що в них можна витравити отвори.
На кожному технологічному полі окремої (зовнішньої чи внутрішньої) заготовки пробивають базові (технологічні) отвори, за допомогою яких в подальшому забезпечується необхідне суміщення шарів.
Кількість отворів, що пробиваються встановлюється в залежності від розмірів плати і може досягати 10. Одні з цих отворів працюватимуть при формуванні малюнка внутрішніх шарів, інші - при складанні пакету, а треті - під час свердління металізуючих наскрізних і кріпильних отворів, а також при формуванні малюнка зовнішніх шарів.
Установка для суміщення і пробивання базових (технологічних) отворів дозволяє отримати з точністю кроку ± 0,05 мм при диаметрі 5 мм. Стандартний крок переміщення координатного столу складає 10 мм. Пробиті (а не просвердлені) отвори відрізняються переважно високою точністю діаметру і якістю країв отворів, найбільш придатним саме в якості опорних (реперних) знаків, а не для металізації, наприклад.
Аналогічні отвори пробивають в листах прокладки склотканини (препреги) марки СП, яка являє собою листи з кручених скляних ниток діаметром 0,1 - 0,25 мм, просочених, наприклад, епоксидним лаком ЕД-8-Х в недополімерізованому стані. Гарантійний термін зберігання препрегів не більше півроку, в іншому випадку буде мимовільна полімеризація і здатність до склеювання пропаде. Очевидно, що ступінь полімеризації епоксидної смоли буде залежати від фактичного строку зберігання і в межах зазначеного гарантійного терміну. Ця обставина надалі створює серйозні проблеми при пресуванні пакета.
На заготовках внутрішніх шарів хімічним методом з використанням фоторезистивного захисного рельєфу отримують провідний малюнок. Після стравлювання міді спостерігається небажана деформація стиснення діелектрика, обумовлена внутрішніми напруженнями, які проявляють свою дію після видалення частини мідної фольги. Величина цих деформацій залежить від характеру провідного
малюнка і мінімальна у разі застосування двосторонніх фольгованних діелектриків.
Для забезпечення високої міцності зчеплення внутрішніх поверхонь заготовки необхідна відповідна обробка мідних провідників і відкритої поверхні діелектрика. Вона передбачає оксидування провідників за допомогою лужного розчину, потім обробку внутрішніх поверхонь заготовок в аміачно-хлоридному травителях, або в травителях на основі сірчаної кислоти. В результаті необхідна технологічна лінія модульної конструкції спеціально для хімічної підготовки шарів перед складанням і пресуванням пакету.
3.1.2.Компіляція пакета і пресування
Компіляція пакета зводиться до укладання в прес-форму в заданій послідовності заготовок і препрегів. Фіксація і суміщення шарів здійснюються за рахунок базових (технологічних) отворів і відповідних направляючих і фіксованих штирів прес-форми. При цьому рекомендується стежити за правильним орієнтуванням ниток прокладки склотканини (препреги).
Для усунення впливу нерівностей поверхні прес-форми, різнотовщинності заготовок і препрегів зверху і знизу пакета уклають листи триацетатної плівки і кабельного паперу. Одночасно в прес-форму можна укласти кілька пакетів, якщо число шарів БТП відносно невелике.
Гаряче пресування здійснюється в два ступені при постійній температурі близько 160 - 170 ◦ C і ступеневу накладення тиску:
1) 0,1 - 0,5 МПа протягом 100 - 200 хв .;
2) 2 - 3,4 МПа протягом 50 - 70 хв.
Не можуть не звернути на себе увагу великі розкиди рекомендованими значень технологічних режимів пресування. Вітчизняна нормативно-технічна документація рекомендує уточнювати режими (тиску і часи витримки) експериментально для кожної партії препрегів за результатами пробного пресування. Рецепти вибору початкових режимів дуже суперечливі. Кількість невдалих проб (технологічного браку) залежить від досвіду оператора і від розкиду властивостей препрегів всередині партії і від партії до партії. Труднощі можна подолати, маючи в своєму розпорядженні прилади контролю в'язкості смоли в складі препрегу. Це дозволить об'єктивно встановити ступінь недополімеризаціі смоли, яка залежить не тільки від часу зберігання, а й від температури зберігання.
Деякі автори рекомендують вимірювати питомий об'ємний опір епоксидного лаку в процесі пресування, розмістивши на технологічному полі плати відповідні датчики, проте мате-матичні моделі, які дозволяють скорегувати таким чином технологічні режими, в цих публікаціях відсутні.
Після охолодження пакету в прес-формі він витягується для обрізки облоя на роликових або гільйотинних ножицях.
Похожие работы
... технологічність конструкції вузлів для забезпечення механізованого складання і представляє собою прогресивний технологічний процес. Четверта схема має обмежене використання з погляду незначного об’єму виготовлення вузлів для двоплатної конструкції. 4 Розрахунок типових ділянок складання і монтажу печатних плат в умовах дрібносерійного і серійного виробництва Програма запуску При складанні і ...
... фіксація ЕРЕ в потрібному положенні. Встановлюють ЕРЕ в такій послідовності: резистори, конденсатори, мікросхеми. Розміщення ЕРЕ на друкованій платі повинне сприяти спрощенню технологічного процесу і можливості застосовувати механізацію. [2] Найзручніше розташовувати всі елементи на тій стороні плати, де немає друкованих провідників. Таке розташування полегшує процес паяння. При розміщенні ЕРЕ ...



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...


... існих друкарських форм, які є недорогими і високотаражними. ,, Сьогодні майже у всіх випадках форми плоского офсетного друку виготовляють на заздалегідь очутливлених пластинах (ЗОП) на алюмінії. Технологію , виготовлення форм автоматизовано, проте можливе їх якісне виготовлення на операційному обладнанні як на великих поліграфічних підприємствах, так і на малих. На ринку України пропонується ...
0 комментариев