Навигация
1.5 Очистка от окалины
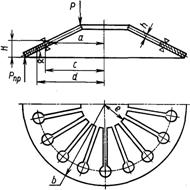
Для очистки стальных поковок, у которых не допускается упрочнение поверхности, применяют мокрую пескоструйную очистку (рис. 5). Поковки очищают внутри камеры на поворотном столе загрузочной тележки пистолетом, из которого под действием сжатого воздуха выбрасывается смесь песка и воды (пульпа). Для удаления водяной пыли вверху камеры предусмотрены отверстия для вытяжной трубы вентиляционной системы. Загрузочная тележка состоит из платформы, станины, двух пар колес и поворотного стола с катками. Передвижение тележки и вращение стола производится вручную. Катки и колеса установлены на шариковых подшипниках и надежно защищены от попадания воды и песка.

Рисунок 6 – Гидропескоструйная установка
1 – камера; 2 – дверца с резиновой занавеской; 3 – ручка управления клапаном; 4 – фонарь; 5 – пульт управления; в-поворотный стол; 7 – пистолет; 8 – смеситель; 9 – настил из металлических листов; 10 – лестница; 11 – отстойник; 12 – насос для пульпы; 13 – трубопровод; 14 – привод смесителя; 15 – вытяжная труба.
Термическая обработка после цементации. Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей.
В зависимости от условий работы, а также от выбранной для изготовления детали стали режим упрочняющей термической обработки может быть различен. Для тяжелонагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение, в результате термической обработки нужно получить не только высокую поверхностную твердость, но и высокую прочность (например, для зубчатых колес-высокую прочность на изгиб) и высокую ударную вязкость. Для обеспечения указанных свойств требуется получить мелкое зерно как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей из двух последовательно проводимых закалок и низкого отпуска.
При первой закалке деталь нагревают до температуры на 30–50 °С выше температуры Ас з цементируемой стали. При таком нагреве во всем объеме детали установится аустенитное состояние (рис. 7). Нагрев до температур, лишь немного превышающих Ас3, вызывает перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечит мелкозернистость продуктов распада. При температуре t3, как видно на рис. 7, весь диффузионный слой переходит в аустенитное состояние, поэтому, чтобы предотвратить выделение цементита, проводят закалку.
При второй закалке деталь нагревают до температуры t3]I с превышением на 30–50 °С температуры Act (рис. 7). В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается, что сопровождается образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной заэвтектоидной части слоя, увеличивая его твердость. Вторая закалка обеспечивает также мелкое зерно в науглероженном слое.
Окончательной операцией термической обработки является низкий отпуск при 160–200 °С, уменьшающий остаточные напряжения и не снижающий твердость стали (рис. 7).
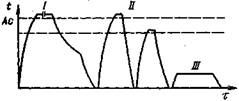
Рисунок 7‑Режим термической обработки ответственных деталей машин после цементации (схема): / – цементация; II – двойная закалка; /// – низкий отпуск
После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины детали зависит от легированности стали. Так как цементировалась легированная сталь, то в зависимости от количества легирующих элементов сердцевина может приобрести структуру бейнита или низкоуглеродистого мартенсита. Во всех случаях из-за низкого содержания углерода будет обеспечена достаточно высокая ударная вязкость.
2. Термическая обработка после цементации
Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей.
В зависимости от условий работы, а также от выбранной для изготовления детали стали режим упрочняющей термической обработки может быть различен. Для тяжелонагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение, в результате термической обработки нужно получить не только высокую поверхностную твердость, но и высокую прочность (например, для зубчатых колес – высокую прочность на изгиб) и высокую ударную вязкость. Для обеспечения указанных свойств требуется получить мелкое зерно как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей из двух последовательно проводимых закалок и низкого отпуска.
При первой закалке деталь нагревают до температуры на 30–50 °С выше температуры АсЗак цементируемой стали. При таком нагреве во всем объеме детали установится аустенитное состояние (рис. 3). Нагрев до температур, лишь немного превышающих АсЗак, вызывает перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечит мелкозернистость продуктов распада. При температуре t3, как видно на рисунке 3, весь диффузионный слой переходит в аустенитное состояние, поэтому, чтобы предотвратить выделение цементита, проводят закалку.
При второй закалке деталь нагревают до температуры tЗак2 с превышением на 30–50 °С температуры Act (рис. 3). В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается, что сопровождается образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной заэвтектоидной части слоя, увеличивая его твердость. Вторая закалка обеспечивает также мелкое зерно в науглероженном слое.
 |
Рисунок 7 – Режим термической обработки ответственных деталей машин после цементации: / – цементация; II – двойная закалка; /// – низкий отпуск
Окончательной операцией термической обработки является низкий отпуск при 160–200° С, уменьшающий остаточные напряжения и не снижающий твердость стали (рис. 7).
После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины детали зависит от легированности стали. Так как для цементации выбрана легированная сталь, то в зависимости от количества легирующих элементов сердцевина может приобрести структуру бейнита или низкоуглеродистого мартенсита. Во всех случаях из-за низкого содержания углерода будет обеспечена достаточно высокая ударная вязкость.
2.1 Закалка и низкотемпературный отпуск
Деталь охлаждается в закалочной среде (масло) имеющей температуру выше мартенситной точки. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочного бака. Затем следует окончательное, обычно медленное охлаждение во время которого и происходит формирование структуры, то есть превращение аустенита в мартенсит. Разбивка охлаждения на две ступени уменьшает внутренние напряжения первого рода, поэтому уменьшается и закалочная деформация.
При ступенчатой закалке производится так называемая правка или рихтовка, то есть устранение коробления, вызванного термическими напряжениями при первом быстром охлаждении.
Отпуск – это завершающая операция термической обработки деталей, окончательно формирующая ее свойства.
Главной задачей отпуска является снижение или полное устранение внутренних напряжений, уменьшения хрупкости закаленной стали. Низкотемпературный отпуск заключается в нагреве до температуры ниже 250 °С. Структура после такой обработки состоит из отпущенного малоуглеродистого мартенсита.
Закалку и отпуск проводят в камерной механизированной печи СНЦ‑5.10∙3,2/10 (рис 5).
3. Контроль
3.1 Технологический контроль
Контроль технологического процесса заключается в строгом соблюдении режима цементации и термической обработки, а именно:
1. Контроль температуры (пермопара ТХА).
2. Контроль давления в камере для цементации (монометр МТС‑711).
3. Контроль уровня масла в закалочном баке (ЭИУ стержневой). Возможно запись показаний и передачи на расстояние.
4. Контроль расхода газов и состав атмосферы (газоанализатор ТП‑2220). Данный контроль выполняют 2 раза в неделю при устойчивой работе агрегата.
3.2 Контроль качества изделий
3.2.1 Контроль качества цементованных изделий
При контроле качества цементованных деталей проверяют:
1. Толщину слоя. Ее обычно определяют на образцах – свидетелях, изготовленных из той же стали и подвергнутых цементации и термической обработки по тем же режимам, что и детали. Толщину слоя оценивают по твердости или микроструктуре.
2. Твердость поверхности и сердцевины, а также распределение твердости по слою. Измерение твердости проводят непосредственно в потоке обработке деталей.
3. Микроструктуру проверяют в лаборатории на шлифах, приготовленных из цементованных деталей или образцов – свидетелей. В цементованном слое определяют дисперсность мартенсита, наличие и расположение карбидов, остаточный аустенит и дефекты слоя (сетка цементита, избыточные скопления карбидов, наличие троостита и др.).
Анализируют также структуру сердцевины, при этом основное внимание обращают на наличие феррита и его распределение.
Содержание углерода определяют послойным или спектральным анализом.
3.2.2 Контроль качества закаленных изделий
В процессе производства контролируют:
1. Твердость поверхности (твердомер).
2. Отсутствие трещин (внешний осмотр, дефектоскоп)
3. Деформацию деталей при термической обработке
Данный контроль целесообразно проводить через каждые 1 – 2 часа работы агрегата.
Кроме того, периодически (обычно в начале очередной смены) 1 – 2 детали направляют для металлографического анализа структуры и глубины закаленного слоя, измерения твердости поверхности и сердцевины на вырезанных образцах – свидетелях.
Список использованных источников
1. Гуляев А.Г. Металловедение. – М.: Металлургия, 1986. – 544 с.
2. Арзамасов Б.Н. Материаловедение. – М.: Машиностроение, 1986. – 384 с.
3. Козловский И.С. Химикотермическая обработка шестерен. – М.: Машиностроение, 1970 с.
4. Сатановский Л.Г. Нагревательные и термические печи в машиностроении. / Л.Г. Сатановский, Ю.А. Мирский. – М.: Металлургия, 1971. – 384 с.
5. Башнин Ю.А. Технология термической обработки. / Ю.А. Башнин, Б.К. Ушаков, А.Г. Секей. – М.: Металлургия, 1986. – 424 с.
6. Алексеев П.Е. Термическая обработка и очистные операции / П.Е. Алексеев, М.А. Головнева. – М.: Машиностроение, 1964. – 72 с.
7. Лахтин Ю.М. Металловедение и термическая обработка металлов. – М.: Металлургия, 1977. – 406 с.
8. Долотов Г.П. Оборудование термических цехов и лабораторий испытания металлов / Г.П. Долотов, Е.А. Кондаков. – М.: Машиностроение, 1988. – 336 с.
Похожие работы
... 0,16-0,22 0,3-0,6 1,25-1,65 3,25-3,65 — 18ХГТ 0,17-0,23 0,8-1,1 1,0-1,3 ≤0,25 0,03-0,09 Ti 25ХГТ 0,22-0,29 0,8-1,1 1,0-1,3 ≤0,25 0,03-0,09 Ti 18Х2Н4МА 0,14-0,20 0,25-0,55 1,35-1,65 4,0-4,4 0,3-0,4 Mo 20ХГНР 0,16-0,23 0,7-1,0 0,7-1,0 0,8-1,1 0,001-0,005В Цементуемые легированные стали целесообразно применять для тяжело нагруженных деталей и в том числе для ...

... диаметрально торцевых или длин цилиндрических фрез и предусматривает обработку поверхностей напроход. Деталь зубчатое колесо технологично. 2 Технологическая часть 2.1 Выбор и обоснование метода получения заготовки Горизонтально ковочная машина (ГКМ) предназначена для штамповки, поковки типа стержней, втулок, колец и т.п. Преимущество штамповки на ГКМ перед штамповкой на молоте и прессах ...
... дорожный просвет и повышается уровень шума при работе главной передачи. КПД цилиндрической пары — не менее 0,98. 1.4 Дифференциалы трансмиссии автомобиля Анализ и оценка конструкции дифференциала автомобиля На автомобиле ВАЗ-2108 применяется симметричный конический сателитный дифференциал. Симметричные конические дифференциалы наиболее распространенные (их часто называют простыми). ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
0 комментариев