Навигация
1.4 Расчет режимов резания
Исходные данные:
1) Обрабатываемый материал – 40 ХЛ ГОСТ 1050-88
2) Твёрдость HB 170 – 229 кгс/мм2.
Предельная прочность ![]() = 600МПа.
= 600МПа.
Предельная текучесть ![]() = 720 МПа.
= 720 МПа.
3) Режущий инструмент выбираем в пункте 1.3
1. Сверлить будем за один подход. Следовательно, глубина сверления будет равняться l = 11 мм. 1. Расчет длины рабочего хода:
![]() , мм, [1, c.73]
, мм, [1, c.73]
Где Lрез – длина резания, мм,( Lрез=11мм);
Y – величина подвода, врезания и перебега, мм. [1, с.302]( Y=2.4 мм);
![]() мм;
мм;
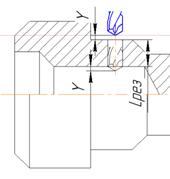
Рисунок 1.4 Схема расчета длины рабочего хода.
2. Определение рекомендуемой подачи: ![]()
![]()
Принимаем
![]()
3. Определение стойкости инструмента: Т = 120 миин [7. с.87]
4. Расчет скорости резания V м/мин
![]() [7, с.96],
[7, с.96],
где ![]() – табличное значения скорости
– табличное значения скорости ![]() = 12 м/мин.
= 12 м/мин.
![]() – коэффициент, зависящий от размеров заготовки,
– коэффициент, зависящий от размеров заготовки, ![]() = 1
= 1
![]() – коэффициент, зависящий от обрабатываемого материала
– коэффициент, зависящий от обрабатываемого материала ![]() = 0,9[1]. c.100],
= 0,9[1]. c.100], ![]() – коэффициент, зависящий от стойкости материала и инструмента.
– коэффициент, зависящий от стойкости материала и инструмента. ![]() = 0,9.
= 0,9.
Тогда скорость ![]() м/мин;
м/мин;
5. Расчет числа оборотов шпинделя n мин-1:
![]() мин-1 ;
мин-1 ;
Пределы частоты шпинделя для станка 6Р80Г 50…2240 мин-1 ; количество скоростей шпинделя 12
 ;
;
Составим ряд скоростей шпинделя 353, 630 мин-1
Ближайшая меньшая 353 мин-1
Действительная скорость резания
![]() м/мин;
м/мин;
6. Минутная подача ![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
Пределы подач для станка 6Р80Г 25…1120 мм/мин;
Число ступеней подач – 12

Составим ряд скоростей шпинделя 25; 35.3, 49.9, 99.6, 140, 200, 280, 400, 560, и т.д.
То есть ближайшее меньшее значение к расчётной подаче ![]() мм/мин;
мм/мин;
7. Определяем основное машинное врем:
![]() мин;
мин;
1.5 Нормирование технологической операции и определение типа производства
Зная основное время Т0,мин и особенности компоновки проектируемого приспособления, рассчитываем вспомогательное время на выполнение операции. [4,с.197]
Нормирование вспомогательных технологических переходов и приемов сводим таблицу.
Таблица 1.3. Расчет вспомогательного времени
| Содержание технологического перехода | Тв, мин |
| 1. Взять деталь, установить в кондуктор Первая деталь Каждая последующая деталь | 0,048 0,034 |
| 2. Закрепить заготовку | 0,036 |
| 3. Установить сверло диаметром 8 мм в быстросменный патрон, снять | 0,035 |
| 4. Подвести сверло в вертикальном направлении | 0,01 |
| 5. Установить частоту вращения рукояткой | 0,02 |
| 6. Установить подачу рукояткой | 0,02 |
| 7. Включить станок кнопкой | 0,01 |
| 8. Отключить подачу рукояткой | 0,01 |
| 9. Сверлить отверстие диаметром 8 мм на глубину 14 мм. | 0,17 |
| 10. Выключить подачу рукояткой | 0,02 |
| 11. Вывести сверло из отверстия на расстояние 100 мм | 0,01 |
| 12. Выключить станок кнопкой | 0,01 |
| 13. Очистить приспособление от стружки щеткой | |
| Сумма | 0,325 |
В таблице не учтено время на измерение детали, входящее в состав вспомогательного времени.
В данном случае время на измерение, учитывая, что периодичность перекрывается основным машинным временем.
Время на техническое обслуживание рабочего места – смену режущих инструментов – не учитываем, так как работа осуществляется с применением быстросменных патронов и втулок, в которых заранее установлены все режущие инструменты.
Определим время на организационное обслуживание. Это время определяется в процентах от оперативного времени.
![]() мин.
мин.
Время перерывов на отдых и личные надобности рабочих устанавливаются в процентах от оперативного времени.
![]() мин.
мин.
Определим штучное время
![]()
![]()
Определяем такт выпуска
![]()
где ![]() – годовой располагаемый фонд времени станка, ч;
– годовой располагаемый фонд времени станка, ч;
![]() – программа выпуска, шт.
– программа выпуска, шт.
![]()
Штучное время не превышает такт выпуска, следовательно, для обеспечения годовой программы производства достаточно одного станка.
Значит фактический коэффициент загрузки оборудования ![]()
На рабочем месте выполняется одна операция. Коэффициент закрепления операций Kзо=1, что соответствует для массового производства, согласно ГОСТ 14004-74.
Проверим правильность выбора станка по мощности резания и по осевой силе. Проверку производим для операции сверления отверстия диаметром 6 мм.
![]()
где ![]() – табличное значение осевой силы, Н;
– табличное значение осевой силы, Н;
при S0 = 0,1 мм/об ![]() = 1800 Н.
= 1800 Н.
![]() – коэффициент, зависящий от обрабатываемого материала,
– коэффициент, зависящий от обрабатываемого материала, ![]() = 1;
= 1;
![]() Н
Н
Наибольшее усилие подачи станка равно 5600 Н.
Мощность резания ![]() , кВт [7, с.126]
, кВт [7, с.126]
где ![]() – значение мощности резания, кВт,
– значение мощности резания, кВт,![]() = 0,45 кВт;
= 0,45 кВт;
![]() – коэффициент, зависящий от обрабатываемого материала,
– коэффициент, зависящий от обрабатываемого материала, ![]() = 1;
= 1;
![]() ,
,
Наибольшая мощность станка ![]() =1,5 кВт.
=1,5 кВт.
Станок подходит для данной операции.
2. РАСЧЁТ ТОЧНОСТИ ПРИСПОСОБЛЕНИЯ
При расчете точности необходимо определить погрешности изготовления и сборки элементов приспособления в зависимости от параметров, заданных в чертеже детали, а именно:
Ø Допуск на размер 0.4 мм от плоскости торца детали до центра отверстия Д6 мм согласно ±t2/2 составит ±0,31;
Ø Отклонение от перпендикулярности плоскостей торца отверстию не более 0,05/100
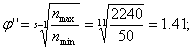
Для выполнения точностных расчетов составим схему базирования (рис.2),на котором покажем элементы определяющие положение и направление движения инструмента, кондукторную втулку.
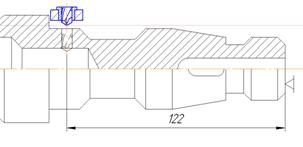
Рисунок 2 – Схема для расчёта точности кондуктора
Допуски на диаметры отверстий кондукторных втулок для прохода сверла по посадке f7 системы вала. В нашем случае допуск на отверстие втулок для сверла Д6f7(![]() ).
).
Определим допустимую погрешность изготовления кондуктора обеспечивающую получение размера 122±0,31.
Половине допуска на это расстояние δ, при условии, что середины полей допусков в деталях и кондукторной плите совпадают, определяется по формуле:δ=δ+S, где δ1- допуск на расстояние от торца детали до центра отверстия (δ1=0,31);
S-максимальный радиальный зазор между постоянной втулкой и инструментом.
Рис 3 Схема полей допусков сверла и отверстия кондукторной втулки.
Принимаем наибольшее отклонение от номинала сверла как сумму максимальной величины разбивки и допуска на неточность изготовления, равную полю допуска соответствующего отверстия (рис. 3).
Таким образом,
![]() .
.
Тогда
![]() .
.
Следовательно, допуск на расстояние от торца детали до отверстия под постоянную втулку в кондукторной плите составит ±0,25.
3. РАСЧЁТ УСИЛИЙ ЗАЖИМА
Для обеспечения надёжного закрепления детали при обработке необходимо, чтобы с помощью зажимных элементов и устройств базовые поверхности детали были прижаты к опорным элементам.
При выполнении сверления будет возникать крутящий момент, который будет стремиться повернуть заготовку относительно оси обрабатываемого отверстия. Определяем крутящий момент и осевую силу для сверления отверстия диаметром 8 мм.
Момент кручения находим по формуле: [9. с.277]
![]()
где Cm=0.0345
q=2
y=0,8;
Kp=Kmp

Рисунок 1 – Схема воздействия на заготовку моментов, сил зажима
![]()
Рассчитываем силу зажима детали, для чего составим уравнение:
![]()
где ![]() – коэффициент запаса.
– коэффициент запаса.
![]() ;
;
K0=1,5;
K1=1,2;
K2=1;
K3=1;
K4=1,3;
K5=1.
![]() ;
;
![]()
![]()
Механизм может обеспечить силу зажима в 3300 Н, что больше расчётного значения и поэтому удовлетворяет условию.
4. РАЗРАБОТКА КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЯ
Приведённые выше расчёты и обоснования в значительной мере обусловили конструкцию проектируемого приспособления. Можно констатировать следующее:
1) зажимной элемент находится напротив установочного элемента (угольника с упором) и прижимает заготовку к нему;
Разработку конструкции приспособления выполняем в соответствии с общими рекомендациями, как было изложено выше.
На основе ранее составленной схемы базирования в точках, которыми деталь должна опирать на установочные элементы, вычерчиваем выбранные по ГОСТ опорные призму и угольники.
В точках приложения зажимных усилий, выбранных при силовом расчёте, вычерчиваем нажимной винт.
Для вертикально-сверлильного станка при установке приспособления на стол необходимо лишь совместить ось инструмента с осью кондукторной втулки. Затем закрепить кондуктор на столе прихватом.
Важным условием работоспособности приспособления является возможность лёгкого удаления стружки из зоны установки детали. Особенно тщательно следует очищать поверхность установочных элементов, поэтому к ним должен быть обеспечен свободный доступ. В разработанном приспособлении такая возможность предусмотрена, призма, на которой устанавливается деталь, легко доступна для очистки от стружки.
СПИСОК ЛИТЕРАТУРЫ
1. Антонюк В.Е. Конструктору станочных приспособлений. – Мн.: Беларусь, 1999. – 392 с.
2. Антонюк В.Е. Справочник конструктора по расчёту и проектированию станочных приспособлений. – Мн.: Беларусь, 1969. – 390 с.
3. Анурьев В.И. Справочник конструктора-машиностроителя. т.1. – М.: Машиностроение, 1980. – 729 с.
4. Горбацевич А.Ф., Шкрет В.А. Курсовое проектирование по технологии машиностроения. – Мн.: Вышэйшая школа, 1983. – 256 с.
5. Жданович В.В., Горбацевич А.А. Оформление документов дипломных и курсовых работ. – Мн.: УП "Технопринт", 2002. – 100с.
6. Поливанов П.М. Таблицы для подсчёта массы деталей и материалов. – М.: Машиностроение, 1980. – 400 с.
7. Режимы резания металлов. Справочник / Под ред. Ю.В. Барановского. – М.: Машиностроение, 1972. – 407 с.
8. Станочные приспособления. Справочник. т.1 / Под ред. Б.Н. Вардашкина и А.А.Шатилова – М.: Машиностроение, 1984 с. – 592 с.
9. Справочник технолога-машиностроителя. В 2-х т. Т.2. / Под ред. А.К. Косиловой и Р.К. Мещерякова. -4-е изд.-М.: Машиностроение. 1985. -496 с.
0 комментариев