Литературный обзор
Анализ дестабилизирующих факторов
Выбор резисторов
Выбор диодов и стабилитронов
Моточные изделия
ОПИСАНИЕ СХЕМЫ ЭЛЕКТРИЧЕСКОЙ СТРУКТУРНОЙ, СХЕМЫ ЭЛЕКТРИЧЕСКОЙ ПРИНЦИПИАЛЬНОЙ
ВЫБОР И ОБОСНОВАНИЕ КОМПОНОВОЧНОЙ СХЕМЫ, МЕТОДОВ И ПРИНЦИПА КОНСТРУИРОВАНИЯ
Задаемся вероятностью правильного расчета р
Выбор способов и методов герметизации
Выбор способов и методов экранирования
РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ИЗДЕЛИЯ
Полный расчет надежности
Расчет механической прочности и системы виброударной защиты
Расчет и выбор упаковочных виброизоляторов
Расчет конструктивно-технологических параметров печатного монтажа
Расчет электромагнитной совместимости
МЕРОПРИЯТИЯ ПО ЗАЩИТЕ ОТ КОРРОЗИИ, ВЛАГИ, ЭЛЕКТРИЧЕСКОГО УДАРА, ЭЛЕКТРОМАГНИТНЫХ ПОЛЕЙ И МЕХАНИЧЕСКИХ НАГРУЗОК
Защита от электрического удара
Защита от механических нагрузок
Технология изготовления печатной платы
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Полагая, что патрубок круглой формы, определяем его диаметр
Навигация
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Блок интерфейсных адаптеров
183285
знаков
12
таблиц
5
изображений
11. ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
11.1 Оздоровление воздушной среды в помещении при эксплуатации, испытании проектируемого устройства
Технологические процессы радиоэлектронного производства сопряжены с выделением в воздух и использованием вредных веществ, оказывающих токсическое действие на организм человека вследствие загрязнения ими кожных покровов, попадания внутрь организма вместе с вдыхаемым воздухом, другими путями [1].
В производственном помещении сборки и монтажа печатной платы адаптера АРЛС применяется следующее оборудование: автомат распаковки ИМС из тары-спутника ГГ-2628, автомат формовки выводов ИМС ГГ-2629-01, конвейер ПТ 94, расклёпочник цеховой, автомат П-образной формовки выводов ЭРЭ ГГ-1611, полуавтомат установки радиоэлементов и ИМС УР-10, установка пайки АП-4, УЗ ванна УЗВ-0,4, приспособление для визуального контроля ГГ 63669/02. Кроме перечисленного автоматизированного и механизированного оборудования в производственном помещении находятся рабочие места, на которых ведутся такие операции производственного процесса, как формовка выводов электролитических конденсаторов, допайка непропаянных контактов ПП после пайки волной припоя, снятие изоляции, покрытие ПП лаком, маркировка, контроль. При этом на перечисленных операциях применяются пинцеты, электропаяльники. В помещении также имеются резервные рабочие места и рабочее место мастера. Общее количество рабочих мест составляет 21.
При сборке и монтаже ПП адаптера АРЛС применяются такие материалы, как припой ПОС-61, флюс, лак УР-231, спирт, маркировочная краска.
Рабочие места, на которых ведутся операции снятия изоляции проводов, их лужения, обезжиривание плат, их лужение и пайка волной, допайка контактов, очистка плат от остатков флюса, маркировка и покрытие лаком, расположены в помещении, отделённом от основного производственного цеха стенами. Оно имеет отдельный вход и проёмы для входа и выхода ленты конвейера.
В процессе производства человек подвергается воздействию многочисленных производственных факторов, различных по своему происхождению, формам проявления, характеру действия, и другим. В ряде случаев это воздействие может быть неблагоприятным. Такая ситуация возникает, когда система Ічеловек - производственная средаІ не сбалансирована, количественные характеристики производственных факторов отклоняются от нормируемого уровня и не соответствуют характеристикам человека [2].
Производственные факторы, воздействие которых на работающего в определенных условиях приводит к повреждению организма (травме), внезапному резкому ухудшению здоровья или заболеванию, снижению работоспособности, называются соответственно опасными или вредными [3].
К опасным производственным факторам при сборке и монтаже ПП адаптера АРЛС можно отнести электрический ток, движущиеся части машин и механизмов, незащищённые подвижные элементы производственного оборудования. Их воздействие наносит ущерб здоровью человека почти мгновенно, и приводит к такому негативному явлению, как производственный травматизм, характеризующийся совокупностью производственных травм.
К вредным производственным факторам в данном случае можно отнести шум и вибрацию оборудования, недостаточную освещенность, запылённость и загазованность производственной среды. Воздействие вредных производственных факторов на человека имеет кумулятивный характер и приводит к такому негативному явлению, как профессиональные заболевания.
Так, например, при длительном воздействии шума и недостаточном отдыхе могут произойти стойкие патологические отклонения в слуховом анализаторе и сердечено-сосудистой системе и, как следствие этого, вызвать заболевание органов кровообращения (например, гипертония), а затем и необратимое снижение слуховой чувствительности - тугоухость [2].
Вредное влияние шума существенно сказывается на реакции работающего человека, ведет к ослаблению его внимания.
Шум воздействует на общее психическое состояние человека, вызывает ощущение плохого самочувствия, стеснённости, неуверенности, тревоги, способствует возникновению быстрой утомляемости, которая приводит к увеличению травматизма, снижению работоспособности и производительности труда [2].
Шумовые явления обладают свойством кумуляции. Накапливаясь в организме, они все больше и сильнее угнетают нервную систему.
Вредность шума как фактора производственной среды приводит к необходимости ограничивать его уровень. Важным средством профилактики и борьбы с вредным воздействием шума является соблюдение гигиенических нормативов в соответствии с ГОСТ 12.1.003-76 “Шум. Общие требования безопасности”.
Для предотвращения неблагоприятного воздействия шума на организм работающих должен проводиться комплекс мероприятий, включающих технические, организационные и медико-профилактические мероприятия [3].
Одним из основных технических мероприятий является устранение в процессе проектирования, конструирования и эксплуатации оборудования причин шума или, по крайней мере, значительное их ослабление в самом источнике образования. Добиваются этого с помощью разработки рациональной конструкции оборудования. Качественный монтаж оборудования, регулярный ремонт, смазка, смена износившихся деталей способствуют устранению шума, сопутствующего производственному процессу.
К организационным мероприятиям по борьбе с шумом на производстве относятся внедрение рационального режима труда и отдыха.
Комплекс мероприятий по борьбе с шумом включает организацию постоянного контроля фактического состояния шумовой обстановки в производственном помещении, с одной стороны, и здоровьем работающих, с другой.
Одним из наиболее опасных производственных факторов, имеющихся в производственном помещении сборки и монтажа платы адаптера АРЛС, является электрический ток. Защита от поражения электрическим током является составной частью электробезопасности.
Электробезопасность представляет собой систему организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги [4].
Возникновение электротравмы может быть связано:
- с однофазным прикосновением не изолированного от земли (основания) человека к неизолированным токоведущим частям электрооборудования, находящегося под напряжением;
- с одновременным прикосновением человека к двум токоведущим неизолированным частям электрооборудования, находящегося под напряжением;
- с прикосновением человека, не изолированного от земли (основания), к металлическим корпусам (корпусу) электрооборудования, оказавшегося под напряжением.
Действие электрического тока на живую ткань носит своеобразный и разносторонний характер. Проходя через организм человека, электрический ток производит термическое, электрическое, механическое и биологическое действие [4].
Действие электрического тока на организм человека нередко приводит к различным электротравмам, которые условно разделяют на местные и общие. Степень опасного и вредного воздействия на человека электрического тока зависит: от рода и величины напряжения и тока; частоты электрического тока; пути тока через тело человека; продолжительности воздействия электрического тока; условий внешней среды [3].
По степени поражения людей электрическим током рассматриваемое производственное помещение относится к помещению с повышенной опасностью, т.к. имеется возможность одновременного прикосновения человека к имеющим соединение с землёй металлоконструкциям здания, технологическим аппаратам, механизмам и т.п., с одной стороны, и к металлическим корпусам оборудования - с другой.
Основные меры защиты от повреждения электрическим током: изоляция; недоступность токоведущих частей; применение малого (не свыше 42В) напряжения для электропитания электропаяльников; защитное заземление электропаяльников и зануление автоматического оборудования.
Условием безопасности при защитном заземлении является достаточно малое сопротивление заземляющего устройства RЗУ. В нашем случае оно должно быть не более 10 Ом [5].
Производственный процесс сборки и монтажа печатной платы сопровождается образованием и выделением вредных веществ, к которым относятся различные газы, пары, пыль.
По степени воздействия на организм вредные вещества в соответствии с Санитарными нормами проектирования промышленных предприятий (СН-245-71) и ГОСТ 12.1.007-76 ²Вредные вещества. Классификация и общие требования безопасности² подразделяются на четыре класса опасности: 1 - вещества чрезвычайно опасные; 2 - вещества высокоопасные; 3 - вещества умеренно опасные; 4 - вещества малоопасные.
По ГОСТ 12.1.007-76 к вредным веществам относятся вещества, которые при контакте с организмом человека в случае нарушения требований безопасности могут вызвать профессиональные заболевания или отклонения в состоянии здоровья как в процессе работы, так и в отдалённые сроки жизни настоящего и последующих поколений.
Предельно допустимой концентрацией (ПДК) вредных веществ в воздухе рабочей зоны называют такие концентрации, которые при ежедневной работе в течении 8ч или при другой продолжительности, но не более 41ч в неделю, в течении всего рабочего стажа не могут вызвать заболеваний или отклонений в состоянии здоровья, обнаруживаемых современными методами исследований в процессе работы или в отдельные сроки жизни настоящего и последующего поколений. ПДК вредных веществ в воздухе рабочей зоны устанавливается ГОСТ 12.1.005-76.
Все вредные вещества по характеру воздействия на человека можно разделить на две группы: токсичные и нетоксичные.
Нетоксичные вещества в большинстве своём оказывают раздражающее действие на слизистые оболочки дыхательных путей, глаз, кожу работающих.
Радиомонтажные работы способствуют выделению в воздух рабочей зоны различных вредных веществ. В их составе [6]:
- аэрозоль свинца - выделяется при лужении и пайке припоями, содержащими свинец. Поражает все органы и системы организма, обладает кумулятивным свойством. Класс опасности 1, ПДК - 0,01 мг/м3;
- окись углерода - образуется при обжиге хлопчатобумажной и шелковой изоляции. Вызывает головную боль, головокружение, бессоницу, нарушение обмена веществ, потерю сознания. Класс опасности 4, ПДК - 20 мг/м3;
- этиловый спирт, ацетон, хлористый метилен - испаряются при отмывке остатков флюса. Последовательно поражают все отделы центральной нервной системы, обладают кумулятивным свойством. Класс опасности 4, ПДК - 200 мг/м3;
- ацетон, бутилацетат, толуол - испаряются при обезжиривании и маркировке поверхности платы. Класс опасности 4, ПДК - 200 мг/м3.
Обеспечение оптимальных для жизнедеятельности человека параметров воздушной среды осуществляется с помощью обширного комплекса методов и средств.
Главный из них - разработка совершенных технологических процессов, исключающих образоавние пыли и газов и выделение их в окружающую среду или, по крайней мере, ограничивающих их до минимума.
Механизация и автоматизация производственных процессов, использование более совершенных видов оборудования уменьшает поступление вредных веществ в рабочую зону. Применение механизированной установки для пайки волной позволяет исключить контакт свинца с кожей работающих.
Как отмечалось выше, рабочие места, на которых ведутся операции технологического процесса, связанные с выделением вредных веществ, изолированы от основного производственного помещения. Это позволяет исключить распространение вредных веществ по всему помещению. Обеспечение чистоты воздуха рабочей зоны на операциях пайки, смывки остатков флюса, маркировки осуществляется при помощи местной вытяжной вентиляции.
К организационным мероприятиям по обеспечению нормального состава воздушной среды относится контроль за работой вентиляционного оборудования. Периодически по графику проверяют качество монтажа, производительность вентиляционной установки. С помощью санитарно-гигиенических испытаний проверяют чистоту воздуха в помещении.
На рабочих местах допайки контактов применяются отсосы типа ²в вертикальной панели² (рисунок 1), а для удаления вредных веществ с операции пайки волной применяется отсос над установкой (рисунок 2).

Рисунок 1
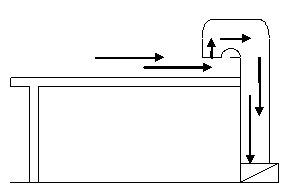
Рисунок 2
Произведем расчет вышеуказанной вентиляции.
I. Определим размеры вытяжного отверстия в вертикальной плоскости для эффективного удаления вредностей от места пайки на расстоянии х = 0,4м от центра отверстия при соотношении сторон отверстия а/b = 1,0. Подвижность воздуха в помещении VП = 0,2м/с, а необходимая скорость потока во всасывающем отверстии V0 = 4м/с.
1. Определим требуемую скорость воздуха в месте пайки VХ:
(1)
2. Определим безразмерный коэффициент К
(2)
Подставляя значения в формулу (2), получим
3. По графику на рисунке 2.5,б [6]для соотношения а/b = 1,0 и при К=10 определим соотношение х/b = 1,8.
4. Определим размеры отверстия:
II. Определим количество воздуха удаляемого местным отсосом и размеры отсасывающего патрубка при условии, чтобы в месте пайки скорость воздуха была VХ = 0,4 м/с. Местный отсос расположен на высоте h = 0,3 м от установки, а расстояние по горизонтали всасывающего отверстия х = 0,2 м. Скорость во всасывающем патрубке не должна превышать 4 м/с.
1. Находим соотношение х/h:
2. При по графику на рисунке 2.6 [6] находим К = 16.
3. Определяем количество воздуха, удаляемого местным отсосом
(3)
Подставляя значения в формулу (3), получим:
м3/ч
4. Принимаем скорость в патрубке VО = 4 м/с. Тогда сечение патрубка
(4)
м2
Похожие работы
... . Подставляя значение Н в (8.6), получим м. Округляем значение до L = 0,135 м. Полученные значения размеров ЛП соответствуют размерам корпуса блока управления электромеханическим замком, полученным в результате компоновочного расчета 9 Мероприятия по защите от коррозии, влаги, электрического удара, электромагнитных полей и ...
... загрузочные сектора жестких дисков. Физическое и логическое подключение жестких дисков Какие же необходимо подключить разъемы и установить перемычки и другие операции при физической установке накопителя на жестких дисках? Это - интерфейсный шлейф, кабель питания, перемычки выбора статуса логического устройства и, возможно, индикатор состояния устройства (обращения к устройству), а также ...
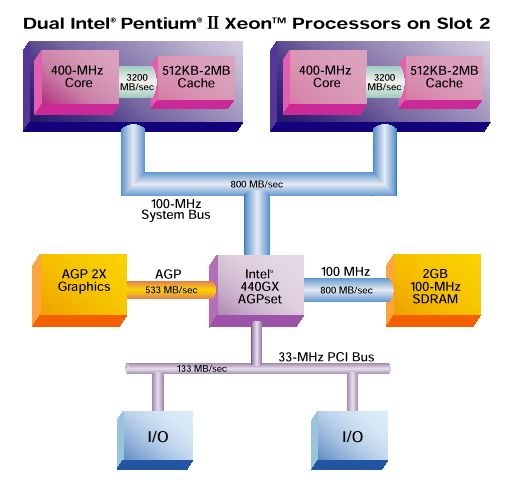
... -первопроходцами от фирмы Intel, а другие фирмы в своих процессорах выдерживают совместимость с этими сокетами. В настоящее время определены сокеты типов с 1 по 8, а для процессоров Pentium II - слот 1. Типы сокетов для процессоров 4, 5 и 6 поколений: Тип Кол-во выводов Матрица Питание, В Поддерживаемые процессоры Сокет 1 168/169 17*17 PGA 5 486 ...
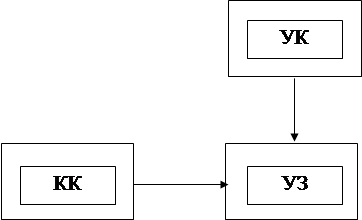
... и доступен для чтения и записи со стороны ЦП. С помощью этого регистра осуществляется обмен данными между контроллером и ЦП, а также служебной информацией — загрузкой команды и чтением из регистров состояний и указателей. Запись и чтение служебной информации осуществляется в определенной последовательности, в соответствии со структурой команд. Основной регистр состояния RS доступен только для ...
0 комментариев