ОБЗОР ОСОБЕННОСТЕЙ ОБЕСПЕЧЕНИЯ ТЕПЛОВЫХ РЕЖИМОВ В КОНСТРУКЦИЯХ ЭВС. МОДЕЛИРОВАНИЕ ТЕПЛОВЫХ РЕЖИМОВ
РАЗРАБОТКА СХЕМЫ И КОНСТРУКЦИИ МОДУЛЯ АЦП
Электрический и конструктивно-технологический расчеты элементов печатного монтажа
Выбор и обоснование компоновочных решений
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
Разработка программных модулей
Экспериментальное исследование теплового режима системного блока ПЭВМ
Анализ полученных результатов
Расчет технологичности модуля АЦП. Рекомендации по ее повышению
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Объем ПС определяется на основе нормативных данных, приведенных в таблице 8.2
Основная заработная плата рассчитывается в следующей последовательности
Расчет капитальных затрат
Навигация
Анализ полученных результатов
Автоматизированная система изучения тепловых режимов устройств ЭВС
156154
знака
27
таблиц
11
изображений
6.4 Анализ полученных результатов
Сопоставив данные, полученные в результате выполненного теоретического расчета рассматриваемого блока ПЭВМ и экспериментально полученные значения температур тепловыделяющих компонентов, можно сделать вывод об их различии в среднем на ±13 %. Таким образом, применяемая методика теоретического расчета является инженерной (точность не выходит за пределы 10 – 15 %), однако такая погрешность может оказаться неприемлемой для уточненных конструкторских работ. Данный факт можно объяснить наличием существующих, но неучтенных в теоретическом расчете факторов (величиной температурного градиента между корпусом исследуемой ИМС и корпусом датчика, наличием нерассматриваемых источников тепла, особенностями конфигурации компонентов относительно потока воздуха от вентиляторов и др.). Это еще раз доказывает актуальность проведения экспериментальных исследований в изучении тепловых режимов устройств ЭВМ и, следовательно, создание для этих целей специализированного устройства (модуля).
7 РАЗРАБОТКА ТЕХНОЛОГИИ СБОРКИ МОДУЛЯ АЦП
7.1 Разработка технологической схемы сборки
Технологическим процессом сборки называется совокупность операций, в результате которых детали соединяются в сборочные единицы, а сборочные единицы – в изделие. Простейшим сборочно-монтажным элементом является деталь, которая характеризуется отсутствием разъемных и неразъемных соединений.
Сборочная единица является более сложным сборочно-монтажным элементом, состоящим из двух или более деталей, соединенных разъемным или неразъемным соединением. Характерным признаком сборочной единицы является возможность ее сборки отдельно от других сборочных единиц.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии [12].
Технологическая схема сборки представляет собой графическое изображение в виде условных обозначений последовательности сборки изделия или его составной части. Каждый элемент (деталь, сборочная единица) изображается на схеме прямоугольником, разделенным на три части, где указывается наименование элемента, индекс и число, входящее в данное соединение. Схемы сборки строятся с максимальным расчленением изделия на сборочные единицы независимо от программы выпуска. Технологические схемы сборки облегчают разработку технологического процесса благодаря своей наглядности. На практике используют схемы сборки с базовой деталью и «веерного» типа
Схема сборки с базовой деталью отражает последовательность процесса сборки. Базовой деталью является плата или другая деталь, с которой начинается сборка. Направления движения деталей и узлов показаны стрелками.
Схема сборки «веерного» типа показывает, из каких деталей образуется сборка. Достоинством такой схемы является ее простота и наглядность, но она не отражает последовательности сборки.
Учитывая тот факт, что модуль АЦП содержит достаточно большое число ИМС и ЭРЭ (БГУИР. 411117.001СБ), достоинства технологической схемы сборки «веерного» типа будут сведены к минимуму, следовательно, целесообразно разработать схему сборки с базовой деталью.
Различают стационарную и подвижную сборку.
Стационарная сборка выполняется на одном рабочем месте, к которому подаются все необходимые детали и сборочные единицы. Она является наиболее распространенным видом сборки в условиях единичного и серийного производства (подвижная сборка применяется в условиях поточного производства и на основании заданной в ТЗ программы выпуска для разрабатываемой системы не подлегает рассмотрению).
Стационарная сборка может строиться по принципу концентрации и дифференциации. При концентрации весь сборочный процесс выполняется одним сборщиком, а при дифференциации разделяется на предварительную и окончательную. Предварительная сборка производится несколькими отдельными бригадами параллельно, а общая сборка – специальной бригадой или одним рабочим. Это обеспечивает специализацию рабочих мест и сокращает длительность сборки.
Учитывая, что программа выпуска для разрабатываемого изделия по ТЗ составляет 5 комплексов в год, стационарную сборку по принципу дифференциации применять нецелесообразно.
Общая структура технологического процесса сборки модуля АЦП включает в себя следующие операции: входной контроль ПП, ИМС и ЭРЭ, подготовку их к монтажу, установку комплектующих элементов на ПП, нанесение флюса и его сушку, пайку, очистку от остатков флюса, контрольно-регулировочные работы, маркировку и приемо-сдаточные испытания. Рассмотрим технологические особенности выполнения основных операций.
Входной контроль – это технологический процесс проверки поступающих на предприятие-потребитель ЭРЭ, ИМС и ПП по параметрам, определяющим их работоспособность и надежность перед запуском этих элементов в производство. Необходимость входного контроля вызвана ненадежностью выходного контроля на предприятии-изготовителе, а также воздействием различных факторов при транспортировке и хранении, которые приводят к ухудшению качественных показателей готовых изделий.
При входном контроле комплектующие элементы подвергаются испытаниям, объем и условия проведения которых устанавливаются для каждого типа изделия в зависимости от его реального качества, определяемого анализом статистических данных, и требований, предъявляемых к готовому изделию (в частности – показателями надежности). Технологический маршрут входного контроля составляется на основании следующих видов испытаний: проверка внешнего вида; выборочный контроль габаритных, установочных и присоединительных размеров; проверка технологических свойств (паяемости и др.); проведение электротермотренировки в течение определенного времени при повышенной рабочей температуре среды; контроль статических электрических параметров при нормальных климатических условиях, пониженной и повышенной рабочей температуре среды; проверка динамических параметров при нормальных климатических условиях; функциональный контроль при нормальных климатических условиях и повышенной рабочей температуре среды.
При выборе вида входного контроля (100% или выборочного) обычно применяется следующее правило: если при выборочном контроле обнаружатся бракованные элементы и их количество превысит приемлемое число, то проверке подлежит удвоенное количество изделий. В случае выявления при проверке удвоенного количества элементов хотя бы одного бракованного проверке подвергается вся партия.
Подготовка ЭРЭ, ИМС и ПП к монтажу включает распаковку компонентов, выпрямление, зачистку, формовку, обрезку и лужение выводов. На ПП оплавляется монтажное покрытие в нагретом теплоносителе (глицерине) или инфракрасным излучением, наносятся маркировочные знаки методом шелкографии.
В связи с тем, что по техническому заданию производство АСИТР носит единичный характер, подготовка осуществляется пооперационно с ручной подачей компонентов. Выпрямление, формовка и обрезка аксиальных и радиальных выводов ЭРЭ и ИМС со штыревыми выводами осуществляется на специальной оснастке.
ИМС устанавливают на печатную плату на расстоянии 1…1,5 мм от монтажной поверхности до корпуса. Этот зазор необходим для устранения перегрева микросхемы при пайке и для возможности нанесения защитного покрытия. Зазор можно обеспечить за счет формовки выводов.
Все микросхемы имеют визуальные ключи, исключающие возможность неправильной установки.
Основные операции технологического процесса монтажа ИМС и ЭРЭ на печатной плате, а также применяемое оборудование и приспособления приведены в таблице 7.1.1.
Таблица 7.1.1 – Основные операции техпроцесса монтажа ИМС и ЭРЭ на печатной плате
| Наименование и содержание операции | Оборудование и приспособления |
| Входной контроль ИМС и ЭРЭ | Лупа 10х, мультиметр |
| Защита маркировки | Вытяжной шкаф, ванна |
| Формовка и обрезка выводов | Приспособление |
| Лужение выводов. Флюсовать выводы погружением во флюс ФСКП. Лудить выводы припоем ПОС-61 | Ванна |
| Подготовка печатной платы к сборке. Лудить контактные площадки | Ванна для обезжиривания, паяльник |
| Установка ИМС и ЭРЭ на печатную плату | Верстак, стойки технологические |
| Пайка выводов ИМС и ЭРЭ к печатной плате. Установить плату с микросхемами на подставку. Флюсовать места пайки. Паять последовательно выводы ИМС и ЭРЭ к контактным площадкам. Снять плату и произвести отмывку остатков флюса. Контроль. | Верстак, подставка, паяльник, мойка с проточной водой, лупа 10х |
| Контроль электрических параметров, настройка | Мультиметр |
| Влагозащита. Покрытие лаком УР-23Т или Э-4100 | Кисть |
| Контроль электрических параметров | Мультиметр |
Для завершения сборки модуля АЦП (БГУИ. 000000.003СБ) после монтажа ИМС и ЭРЭ на ПП необходимо выполнить ряд операций, которые последовательно представлены в таблице 7.1.2
Таблица 7.1.2 – Операции техпроцесса сборки модуля АЦП
| Наименование и содержание операции | Оборудование и приспособления |
| Крепление к монтажной планке вилки разъема винтов | Отвертка |
| Крепление платы к монтажной планке | Отвертка |
В данном разделе не рассматриваются вопросы, связанные со сборкой комплекса АСИТР (пайка соединительных проводов к датчикам и розетке разъема, монтаж модуля АЦП в ПЭВМ, сочленение вилки и розетки и др.).
Технологическая схема сборки изделия составляется с учетом имеющегося комплекта конструкторской документации на разработку (спецификация, сборочный чертеж, чертежи деталей).
Реализация вышеизложенных положений приведена на технологической схеме сборки модуля АЦП (БГУИ.411117.007Д)
Похожие работы
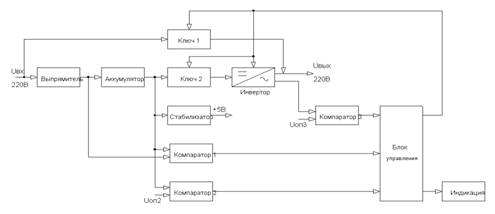
... источника меньше допустимого значения) и блок управления включает индикатор “Смените источник питания”. При восстановлении напряжения сети системы резервного электропитания опять переходит в режим нормальной работы. 2. Конструкторско-технологический раздел 2.1 Разработка печатной платы Печатные платы представляют собой диэлектрическую пластину с нанесенным на нее токопроводящим рисунком ( ...
... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
... Подставив значения, получим: . Таким образом, можно сказать, что спроектированное устройство на 44% защищено от вибрационных воздействий. 3.1 Разработка принципиальных схем синтезатора Цифровой синтезатор частотно – модулированных сигналов позволяет формировать л.ч.м. – сигналы и предназначен для работы в составе л.ч.м. – ионозонда в качестве возбудителя передатчика. На принципиальной ...
0 комментариев