Навигация
АСУ на Ижевском радиозаводе
17829
знаков
0
таблиц
0
изображений
(на примере разработки задачи "РАСЧЕТ ПАРАМЕТРОВ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ")


3.1 Обоснование целесообразности разработки задачи
Задача "Расчет параметров производства для изготовления изделия" входит в систему технической подготовки производства. Техническая подготовка производства является одной из важнейших функций предприятия и предназначена для проведения комплексной подготовки производства к освоению и выпуску новых или модернизируемых изделий. Назначение данного объекта автоматизации - повышение качества решения задач технической подготовки производства за счёт проведения технических и экономических обоснований получаемых результатов ; снижение стоимости цикла действующей технической подготовки производства , уменьшение времени и стоимости решений технической подготовки производства, выработка нормативных данных для подсистем АСУП.
Техническая подготовка к изготовлению изделия начинается с получения исходных документов на изготовление новых изделий, организацию нового и совершенствование действующего производства. К числу таких документов относятся: чертежи изделия, план производства изделий, директивные указания по выпуску новых видов продукции, план реконструкции предприятия и другие. Техническая подготовка ведётся :
а) для основного производства :
при освоении выпуска нового изделия;
при модернизации и совершенствовании освоенных изделий;
при увеличении объёма выпуска освоенных изделий;
при реализации планов совершенствования технической подготовки производства;
б) для вспомогательного производства ( инструментальное, ремонтное, транспортное, складское хозяйство и т.п. ) - в тех же случаях, что и для основного.
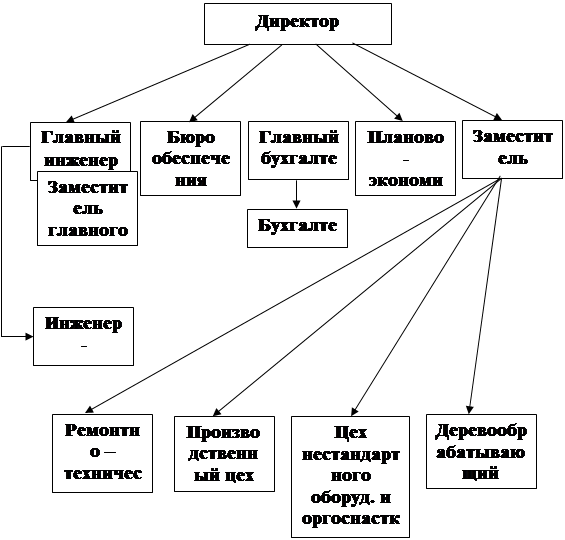
Техническая подготовка к производству изделий на всех предприятиях нашего города. На ОАО " ИРЗ" производство основано на выпуске радиотехники, поэтому для того, чтобы комплексно подготовить производство к изготовлению новых или модернизируемых изделий, а также повысить качество решения задач технической подготовки производства за счёт проведения технических и экономических обоснований получаемых результатов, существуют на заводе службы, которые и занимаются технической подготовкой производства. Непосредственно технической подготовкой производства новых изделий занимается отдел АСУП. Организационная структура отдела АСУП показана в Приложении № 8.
1. Функции бюро постановки и алгоритмизации (БПА) и бюро программного обеспечения (БПО):
разработка программного обеспечения в соответствии с "Требованиями к программному обеспечению для ПЭВМ" (ИВЦ 00 030 105 И);
передача в БИО, БНХ, ЛОИ законченных техпроцессов (т/п) вместе с полным комплектом документации на МД;
определение совместно с БИО, БНХ порядка копирования файлов ( на этапе опытной эксплуатации);
проведение опытной эксплуатации;
определение порядка работы после аварийного восстановления нормативно - справочных баз (НСБ);
определение порядка контроля правильности прохождения т/п;
копирование исходных текстов программ и документации.
2. Функции бюро информационного обеспечения (БИО), бюро нормативного хозяйства (БНХ):
выполнение закрепленных т/п;
выдача в маш. зал заданий на выполнение т/п;
распределение файлов между физическими дисками (на этапе опытной эксплуатации - совместно с БПА, БПО, далее самостоятельно);
копирование файлов и прикладного математического обеспечения (ПМО);
проведение учебы в машинном зале по передаваемым т/п;
ведение учета состояния НСБ;
восстановление файлов и ПМО;
дополнение требований к контролю правильности прохождения т/п;
проведение опытной эксплуатации;
организация обмена информацией в общезаводской ЛВС;
подача ежемесячных заявок на работу ЛВС.
3. Функции бюро обработки информации (БОИ):
подготовка информации в системе подготовки данных СПД;
прием и ввод дискет с входной информацией;
выполнение закрепленных т/п;
выдача заданий в машинный зал на запись МЛ, ГМД и МЛ с СПД;
перезапись файлов из системы подготовки данных на ката-
лог заказчика;
копирование файлов и ПМО;
восстановление файлов и ПМО.
4. Функции группа системных программистов (ГСП):
генерация новых версий СМО;
аварийное восстановление системного математического обеспечения (СМО);
сопровождение СМО;
установление прав пользователей;
определение состава стандартного МО;
обеспечение пользователей сети новыми версиями стандартного МО, в том числе антивирусными программами.
5. Функции бюро обслуживания периферийной техники (БОПТ):
выполнение закрепленных т/п по заданиям БИО, БНХ, ЛОИ;
обеспечение бумагой.
6. Функции бюро обслуживания универсальных ЭВМ (БОУЭВМ):
профилактика и ремонт вычислительной техники из номенклатуры ЕС ЭВМ по утвержденному графику.
3.2 Характеристика задачи
Подсистема " Расчет параметров изготовления изделия " предназначена для расчета цикловых параметров изготовления изделия. Эта подсистема относится к задачам создания модели производственного процесса. Её функцией является определение последовательности изготовления элементов изделия во времени и пространстве.
Предположим, что на предприятии утверждён квартальный план по производству какого - либо изделия. Данное изделие состоит из отдельных детале - сборочных единиц (ДСЕ) частично или полностью производимых также на этом предприятии. Для того, чтобы успеть произвести данное изделие в заданный срок, необходимо вовремя получить все входящие в него ДСЕ. Причём, различные ДСЕ имеют разные циклы изготовления и различное опережение (ведь ДСЕ могут входить друг в друга и ДСЕ нижнего уровня должны быть изготовлены раньше, чем ДСЕ высшего уровня).
Таким образом, необходимо выявить ДСЕ с максимальным опережением, то есть ту деталь, с которой необходимо начать производство изделия. Одновременно определяется цех - изготовитель по каждой ДСЕ. Причём цехов - изготовителей может быть несколько для одной ДСЕ ( максимальное количество - три ). При этом опережение ДСЕ рассчитывается каждый раз с учётом длительности обработки данной ДСЕ в каждом из цехов - изготовителей. Учитывая календарно - плановые нормативы, рассчитывается конкретная дата начала изготовления для каждой входящей в изделие ДСЕ и строится машинограмма, в которой указаны следующие параметры:
дата построения машинограммы;
номенклатурный номер изделия;
длительность цикла изготовления изделия;
обозначение каждой ДСЕ, входящей в изделие;
цех - изготовитель ДСЕ;
длительность цикла изготовления ДСЕ;
число дней опережения начала производства данной ДСЕ по отношению к плановой дате выпуска готового изделия;
плановая дата выпуска готового изделия.
Данная подсистема прекращает свое решение после получения пользователем вышеперечисленной информации по любому желаемому изделию, входящему в номенклатуру выпуска на предприятии.
Из всего вышесказанного можно уяснить, что объём обрабатываемой информации очень велик. Входной информацией служат файлы календарно - плановых нормативов, классификаторы заказов, применяемости ДСЕ в заказах, перечней отобранных заказов, цехов - изготовителей, состава сборочных единиц в части ДСЕ. Все эти файлы имеют большой объём, и об обработке их вручную не может быть и речи.
Автоматизируя представленную задачу, можно добиться следующего:
снижения трудоёмкости работ;
сокращения стоимости работ;
сокращения сроков технической подготовки производства;
повышения уровня организации и улучшения качества технической подготовки производства;
создания предпосылок рациональной организации хода производственного процесса на предприятии.
На сегодняшний момент на АО "ИРЗ" не существует программы по расчету таких параметров изготовления изделия , поэтому решение данной задачи является очень актуальным.
Для осуществления решения этой задачи необходим следующий комплекс технических средств:
персональный компьютер типа IBM PC AT/XT;
дисплей типа EGA или VGA, желательно с защитным устройством;
клавиатура, совместимая с IBM;
принтер типа EPSON;
жесткий магнитный диск с объемом памяти не менее 40 Мбайт;
НГМД 3,5" или 5,25".
Эта задача должна выполняться под управлением системы управления базами данных. За счет этого достигается оперативность ввода и корректировки. Используемая СУБД должна отвечать следующим требованиям:
простота создания новых баз данных;
возможность корректировки отдельных полей;
частичная логическая независимость представления данных;
полная физическая независимость представления данных;
использование диалоговых режимов работы.
Всем вышеперечисленным требованиям удовлетворяет система управления базами данных FOXPRO версии 2.0 и выше. Это программное обеспечение и рекомендуется для осуществления решения задачи по расчету параметров производства для изделий.
Похожие работы
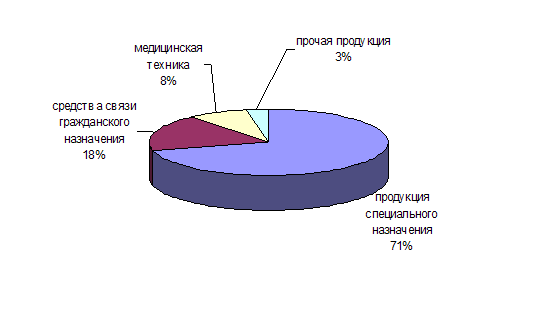
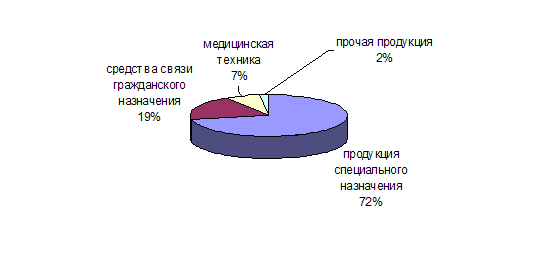
... направления социально-экономического развития предприятия. ЗАКЛЮЧЕНИЕ Выполненный дипломный проект посвящен актуальной теме анализа социально – экономических тенденций развития предприятия и их влияния на организацию корпоративного управления ОАО «Сарапульский радиозавод». Как показало проведенное исследование, предприятия осуществляет производство средств связи специального назначения, ...
... рекламы, предопределенным тем, что она является составной частью системы маркетинга. 2. Экономический анализ деятельности ДООО «МашСтрой» 2.1 Анализ динамики экономических показателей Главная цель анализа – своевременно выявлять и устранять недостатки в финансовой деятельности и находить резервы улучшения финансового состояния предприятия и его платежеспособности. Исходные данные для ...
... GSM-R. Для этого необходимо получение на первичной основе в соответствии с рекомендациями и решениями Международного союза железных дорог (МСЖД) полос радиочастот 876 – 880 МГц и 921 – 925 МГц для организации технологической ремонтно-оперативной радиосвязи и полосы частот для внедрения широкополосных подвижных систем. Необходимо продолжить проработку возможности построения сетей технологической ...
0 комментариев