Навигация
Сравнения величины произведенных затрат по вариантам получения заготовки
24013
знаков
7
таблиц
5
изображений
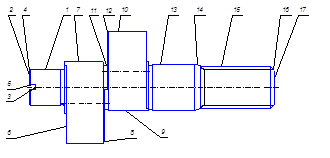
4.1. Сравнения величины произведенных затрат по вариантам получения заготовки.
| значение | показателя | |
| Показатель | литье в песчано-глин. формы | литье под давлением |
| Масса заготовки Мз, кг | 0.500 | 0.470 |
| Приведенная цена заготовки Цз, гр/кг | ||
| Масса отходов Мо, кг | 0.060 | 0.030 |
| Приведенная цена отходов Цо, гр/кг | 0.7 | 0.7 |
| Норматив приведенных затрат Пзч, гр/кг | 1.02 | 1.02 |
| Норма штучного времени Тнт, ч | 12.8 | 10.07 |
| Приведенные затраты Пзд, гр |
По минимуму приведенных затрат предпочтителен вариант получения заготовки подшипниковой крышки литьем под давлением.
5. Проектирование технологического процесса механической обработки
детали.
5.1 Разработка маршрута технологического процесса.
При разработке технологического процесса следует руководствоваться следующими принципами:
при обработке заготовок, полученных литьем, необработанные поверхности можно использовать в качестве баз для первой операции;
при обработке у заготовок всех поверхностей в качестве технологических баз для первой операции целесообразно использовать поверхности с наименьшими припусками;
в первую очередь следует обрабатывать те поверхности, которые являются базовыми в дальнейшей обработке;
далее выполняют обработку тех поверхностей, при снятии стружки с которых в меньшей степени уменьшается жесткость детали;
в начале технологического процесса следует осуществлять те операции, в которых велика вероятность получения брака из-за дефекта.
Технологический процесс записывается по операционно, с перечислением всех переходов.
1. Операция токарная.
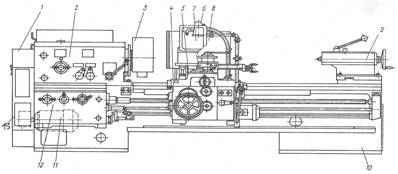
Оборудование - токарно-винторезный станок 16Б16КП
Деталь устанавливаем в трехкулачковый клиновой пневмо патрон.
В качестве базы используем необработанный торец заготовки. Заготовка ориентируется так, чтобы зажимное усилие прилагалось к специальным приливам.
Используется многорезцовая наладка.
1-й переход.
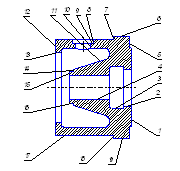
растачиваем отверстие (1) Æ34.5+0.6 на проход
растачиваем отверстие (2) Æ78.5+0.7 выдерживая размер 19±1.5
2. Операция токарная.
Оборудование - токарно-винторезный станок 16Б16КП
Деталь устанавливаем в трехкулачковый клиновой пневмо патрон.
В качестве базы используем необработанный торец заготовки. Заготовка ориентируется так, чтобы зажимное усилие прилагалось к специальным приливам.
Используется многорезцовая наладка.
1-й переход.
подрезаем торцевую поверхность (1) 220±1.5 выдерживая размер 32.1-0.3
подрезаем торцевую поверхность (2) выдерживая размер 21+0.3
растачиваем поверхность (3) выдерживая размер 0.6+0.3
3. Операция токарная.
Оборудование - токарно-винторезный станок 16Б16КП
Деталь устанавливаем в трехкулачковый клиновой пневмо патрон.
В качестве базы используем необработанный торец заготовки. Заготовка ориентируется так, чтобы зажимное усилие прилагалось к специальным приливам.
Используется многорезцовая наладка.
1-й переход.
точим канавку (1) выдерживая размеры : Æ48H14(+0.62), профиль канавки получаем фасонным резцом Р2674-02
растачиваем канавку (2) Æ 81+0.87 размер (1) получаем инструментом
растачиваем фаску (3) выдерживая размер 1x45
4. Операция токарная.
Оборудование - токарно-винторезный станок 16Б16КП
Деталь устанавливаем в трехкулачковый клиновой пневмо патрон.
В качестве базы используем необработанный торец заготовки. Заготовка ориентируется так, чтобы зажимное усилие прилагалось к специальным приливам.
Используется многорезцовая наладка.
1-й переход.
растачиваем отверстие (1) Æ79.5+0.3 выдерживая размер 22+0.3
растачиваем отверстие (2) Æ198.5+0.3 выдерживая размер 5.5+0.5
растачиваем фаску (3) выдерживая размер 0.5x45
5. Операция токарная.
Оборудование - токарно-винторезный станок 16Б16КП
Деталь устанавливаем в трехкулачковый клиновой пневмо патрон.
В качестве базы используем необработанный торец заготовки. Заготовка ориентируется так, чтобы зажимное усилие прилагалось к специальным приливам.
Используется многорезцовая наладка.
1-й переход.
растачиваем отверстие (1) Æ199H8(+0.072) выдерживая размер 5.5+0.5
растачиваем отверстие (2) Æ80 H8(+0.064) на длину 22+0.3
6. Операция шлифовальная.
Оборудование- кругло-шлифовальный станок модели 3У12В
Крышка устанавливается на оправку, в качестве базовой поверхности служит предварительно обработанный Æ34.5+0.6 на проход.
шлифуем отверстие (1) Æ80H7(+0.003) на длину 22+0.3
7. Операция сверлильная.
Оборудование - настольно-сверлильный станок модели 2М112
Заготовка устанавливается в приспособлении П4227
Используется кондукторная втулка
1-й переход. Сверлим первое отверстие (1) Æ11H14(+0.13)
2-й переход. Сверлим второе отверстие (2) Æ11H14(+0.13)
3-й переход. Сверлим третье отверстие (3) Æ11H14(+0.13)
Похожие работы
... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...
0 комментариев