Навигация
Технология Конструкционных Материалов
18399
знаков
7
таблиц
7
изображений
Министерство Образования Российской Федерации Воронежский Государственный Технический Университет Кафедра Сварочного Оборудования и Технологии Сварочного Производства Курсовая работа
по
«Технология Конструкционных Материалов»
Оглавление.
Описание конструкции детали.
где Dnk — диаметр поковки в мм;
Разработка маршрутной технологии.

Группа: ПМ-971
Выполнил: Муранов В.А.
Принял: Зенин В.В.
Воронеж
1999 год
Оглавление.
1. Введение.
2. Описание конструкции детали.
3. Выбор заготовки.
4. Сталь 45
5. Размеры заготовки.
6. Разработка маршрутной технологии
7. Технологический процесс.
8. Расчёт режимов центробежного литья и резанья, основного технологического времени.
9. Литература.
Введение.Основными задачами российской промышленности являются более полнолное удовлетворение потребностейнародного хозяйства высококачественной продукцией, обеспечение технического перевооружения и интенсификации производства во всех областях.
Поставленные задачи должны решать высококвалифицированные инженеры-машиностроители, в деятельности которых применение на практике технологических наук имеет очень большое значение.
В данной работе мы рассматриваем лишь небольшую часть основных процессов изготовления детали на примере втулки. Описаны основные параметры этой детали, технические характеристики материала, из которого она изготавливается. Способ получения и расчёта режимов резания технологических процессов, таких как фрезерование, протягивание, сверление и резьбонарезание. А также рассчитано основное технолгическое время изготовления данной детали.
 | |||
| |||
Описание конструкции детали.
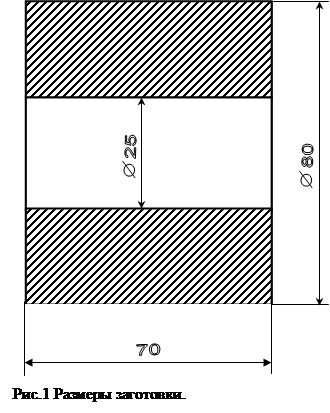
Дано — втулка. Изготавливается из сортового проката круг ![]() . Материал детали Сталь 45Х (данные по этой стали приведены ниже); определяется ГОСТом 1050-74. Вид проката, из которого изготавливается деталь, — круг горячекатный повышенной и нормальной точности с постоянной характеристикой поперечного сечения; диаметр — 80мм. Определяется ГОСТом 2590-71. Внутренний диаметр проката — 25мм.
. Материал детали Сталь 45Х (данные по этой стали приведены ниже); определяется ГОСТом 1050-74. Вид проката, из которого изготавливается деталь, — круг горячекатный повышенной и нормальной точности с постоянной характеристикой поперечного сечения; диаметр — 80мм. Определяется ГОСТом 2590-71. Внутренний диаметр проката — 25мм.
Втулка конструктивно представляет собой вал с отверстием.
Втулка — тело вращения. Из требований предъявляемых к шероховатости обрабатываемых поверхностей можно сделать вывод, что поверхности, обрабатываемые по 6-ому классу точности (RA=2,5) являются остновными, то есть по ним присходит соединение втулки с другими деталями.
Втулку в основном изготавливают из конструкционных и легированных сталей, отвечающих требованиям высокой точности, хорошей обрабатываемости, малой чувствительности к конструкционным напряжениям, повышенной износостойкостью.
Втулка работает без смазки; нагрузки, действующие на неё, передаются черезтри отверстия диаметром 5мм. При помощи этих отверстий втулка крепится к корпусу, а отверстие диаметром 30мм используется для вала, который передаёт вращательное движение.
Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и проста по конструкции. Расположение крепёжных отверстий допускает многоинструментальную обработку. Поверхности вращения могут быть обработаны на многошпиндельных станках.
Выбор заготовки.При выборе заготовки учитывают:
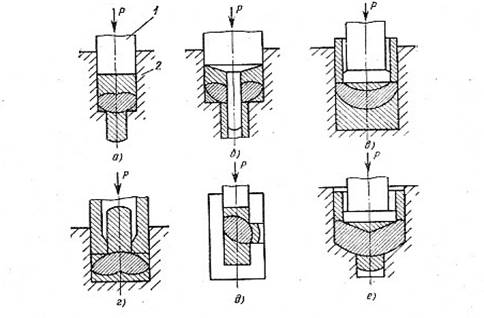
тип производства; материал заготовки; конфигурацию; размеры; элементы детали.Данная деталь — втулка — изготавливается штамповкой на горизонтально-ковочных машинах (ГКМ). Штамповка на ГКМ является одним из самых производительных способов и рентабельна для заготовки данной детали. Производительность до 400 поковок в час. Допуски и припуски на поковки, изготовляемые на ГКМ, ркгламентируются ГОСТом 7505-55. Требуемое усилие на ГКМ расчитывается по формуле:
где Dnk — диаметр поковки в мм;
k— коэффициент. Для поковок простой формы k=0.05
P=0.05·(80)2 = 320, тс
Точность и качество поверхности заготовки, изготовливаемой ковкой по ГОСТу 7505-55 3-я группа точности, определяется высотой неровностей и дефектным слоем (Rz+T)=1.5 мм
Кривизна DК (мкм/мм) для поковок диаметром 85мм, обработанных ковкой, 3мм.
Общая кривизна заготовки:
rК0 = DКL, где L — общая длина заготовки в м (с учётом припуска 63мм).
rК0 = 0.003·0.063 = 1.89·10-4м
Значение коэффициента уточнения Ку после обтачивания:
чернового и однократного — 0.06
получистового — 0.05
чистового — 0.04.
Данная деталь — втулка — относится ко второй группе (повышенной точности) — деталь крупносерийного и среднесерийного производства.
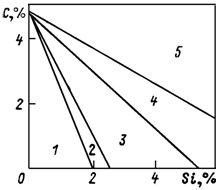
Втулка изготавливается из материала Сталь45Х (ГОСТ 1050-74). Приведём особенности этой стали.
Материал заготовки.Сталь 45Х.
Заменитель — стали: 40Х, 50Х, 45ХЦ, 40ХГТ, 40ХФ, 40Х2АФЕ.
Вид поставки:
1. Сортовой прокат, в том числе фасонный. ГОСТы: 4543-71, 2590-71, 2591-71, 10702-78.
2. Калиброванный пруток. ГОСТы: 7417-75, 8559-75, 8560-78, 1051-73.
3. Шлифованный пруток и серебрянка. ГОСТ 14955-77.
4. Лист толстый. ГОСТы: 1577-81, 19903-74.
5. Полоса. ГОСТы: 103-76, 82-70.
6. Поковки и кованные заготовки. ГОСТы: 1133-71, 8479-70.
Назначение: валы, шестерни, оси, болты, шатуны, втулки и другие детали, к которым предъявляются требования повышенной твёрдости, износостойкости, прочности и работающие при незначительных ударных нагрузках.
Температура критических точек, 0С
| АС1 | АС3(АСm) | r3(АrCm) | Ar1 | MH |
| 735 | 770 | 690 | 660 | 355 |
Химичекий состав (ГОСТ 4543-71):
| С | 0.41-0.49 % |
| Si | 0.17-0.37 % |
| Cr | 0.80-1.10 % |
| Mn | 0.50-0.80 % |
| P | Не более 0.035 % |
| S | Не более 0.035 % |
| Cu | Не более 0.30 % |
| Ni | Не более 0.30 % |
Ударная вязкость, КСИ, Дж/см2
| Температура, 0С | ||
| +20 | — 40 | — 80 |
| 55 | 51 | 39 |
Механические свойства.
| Г О С Т | Состояние поставки, режимы термообработки | Сечение, мм |
| s0.2 sВ d3 y | КСИ Дж/см2 | HB, не более | |||
| 4543-71 | Пруток. Закалка 8400С, масло. Отпуск 5200С, вода или масло | 25 | - | 830 | 1030 | 9 | 45 | 49 | - |
| 8479-70 | Поковки, нормализация. | До 100 300-500 500-800 | 315 | 315 315 315 | 570 570 570 | 17 12 11 | 38 30 30 | 39 29 29 | 167-207 167-207 167-207 |
| …закалка, отпуск | 500-800 | 315 | 315 | 570 | 11 | 30 | 29 | 167-207 | |
| …нормализация | До 100 100-300 300-500 | 345 | 345 345 345 | 590 590 590 | 18 17 14 | 45 40 38 | 59 54 49 | 174-217 174-217 174-217 | |
| …закалка, отпуск | 500-800 100-300 300-500 | 395 | 345 395 395 | 590 615 615 | 12 15 13 | 33 40 35 | 39 54 49 | 174-217 187-229 187-229 | |
| 100-300 300-500 | 440 | 440 440 | 635 635 | 14 13 | 40 35 | 54 49 | 197-235 197-235 | ||
| До 100 100-300 | 490 | 490 490 | 655 655 | 16 13 | 45 40 | 59 54 | 212-248 212-248 | ||
| 100-300 | 540 | 540 | 685 | 13 | 40 | 49 | 223-262 | ||
| До 100 | 590 | 590 | 735 | 14 | 45 | 59 | 235-277 | ||
| До 100 | 640 | 640 | 785 | 13 | 42 | 59 | 248-293 | ||
 КП
КП| s-1, МПа | n | Состояние металла |
| 343 | - | s0,2=830 МПа, sВ=980 МПа, НВ=285 |
| 380 | - | s0,2=550 МПа, sВ=780 МПа, НВ=217 |
| 774 | 106 | sВ=1590 МПа |
| 588 | 5×106 | sВ=1150 МПа |
| 588 | - | Закалка 8300С, масло; отпуск 5750С |
Технологические свойства.
Температура ковки, 0С: начала —1250, конца — 780. Заготовки сечением до 100мм охлаждаются на воздухе. 101-300 — в мульде.
Свариваемость: трудносвариваемая. Способы сваривания: РДС, необходимы подогрев и последующая термообработка. Обрабатываемость резанием — в горячекатном состоянии при НВ 163-168,sВ=610МПа, Кvтв.спл.=1.20, Кv б.ст.=0.95
Флокеночувствительность: есть.
Склонность к отпускной хрупкости: есть.
Прокаливаемость (ГОСТ 4543-71)
| Расстояние от торца, мм | Примечание | ||||||||||
| 1.5 | 4.5 | 7.5 | 9 | 12 | 13.5 | 16.5 | 19.5 | 24 | 33 | Закалка 8500С | |
| 54-60 | 51.5-58.5 | 47.5-57 | 45-55 | 39.5-52.5 | 37.5-47 | 34.5-43.5 | 31-42 | 28.5-39.5 | 24.5-34.5 | Твёрдость для полос прокалива-емости, HRC | |
| Количество мартенсита, % | Критический диаметр, мм | ||||||||||
| В воде | В масле | ||||||||||
| 50 95 | 33-60 21-36 | 20-38 12-14 | |||||||||
Размеры заготовки.
Разработка маршрутной технологии.
При разработке маршрутной технологии руководствуются следующими принципами:
1. В первую очередь обрабатывают те поверхности, которые являются базовыми при дальнейшей обработке.
2. Затем обрабатывают поверхности с наибольшим припуском.
3. Далее выполняют обработку поверхностей снятия металла, которая в наименьшей степени влияет на жёсткость детали.
4. К началу техпроцесса необходимо относить те операции, на которых можно ожидать появление брака из-за скрытых дефектов (трещины, раковины и т.д.).
Технологический процесс.1. Исходное сырьё для получения заготовки: Сталь45Х.
2. Метод получения заготовки: штамповка.
3. Оборудование: горизонтально-ковочная машина, фрезерный станок, сверлильный станок, протяжной станок, токарный станок.
4. Операции механической обработки:
005 — заготовительные
010 — протягивание
015 — расточка
020 — сверление
025 — резьбонарезание
030 — фрезерование
Заготовительная операция описана выше (см. выбор заготовки).
Протягивание:
Операция 010.
Производится на горизонтально-протяжном станке, протяжкой для внутреннего протягивания, выполненной из быстрорежущей стали Р9К15 II типа.
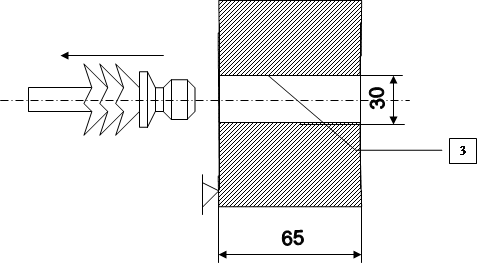
Рис.2 Протягивание.
1. Снять деталь.
2. Установить протяжку.
3. Установить деталь и протяжку.
4. Протянуть отверстие 3.
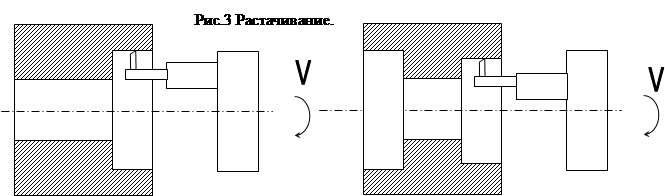
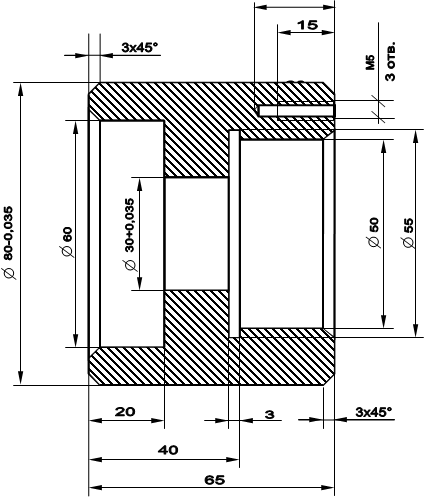
Растачивание:
Операция 015. Производится на токарно-винторезном станке 1А616 прямоугольным расточным резцом 6´10мм, закреплённым в радиальном суппорте планшайбы , ГОСТ 10046-72.
1.Снять и установить деталь.
2.Подобрать резец.
3.Пройти заготовку с одной стороны до диаметра 49мм (начерно) на 28мм.
4.Развернуть заготовку другой стороной.
5. Пройти заготовку с этой стороны до диаметра 59мм (начерно) на 20мм.
6.Развернуть заготовку другой стороной.
7.Пройти заготовку с этой стороны до диаметра 50мм (начисто) на 28мм.
8.Развернуть заготовку другой стороной.
 9. Пройти заготовку с этой стороны до диаметра 60мм (начисто) на 20мм.
9. Пройти заготовку с этой стороны до диаметра 60мм (начисто) на 20мм.
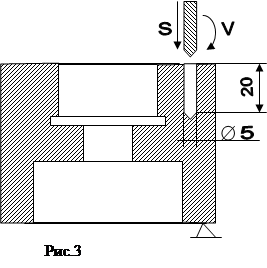
Сверление:
Операция 020. Производится на настольно-сверлильном станке 2Н106П, сверлом диаметром 4.8 мм, ГОСТ 4010-64.
1. Снять и установить деталь.
2. Подобрать сверло.
3. Сверлить отверстие диаметром 5мм на глубину 20мм.
4. Повторить операцию для остальных отверстий.
Резбонарезание:
Операция 025. Производится на настольно-сверлильном станке 2Н106П, гайконарезной головкой.
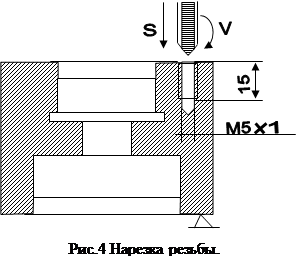
1. Снять и установить деталь.
2. Установить головку.
3. Нарезать резьбу 5r1 начисто на глубину 15мм.
4. Повторить операцию для остальных отверстий.
Фрезерование:
Операция 030. Производится на вертикально-консольном фрезерном станке 6Н104, наборной торцовой фрезой с зубьями из быстрорежущей стали Р18.
1. Снять и установить деталь
2. Подобрать фрезу диаметром 110 мм.
3. Точить поверхности 1, 2 и 3 начерно.
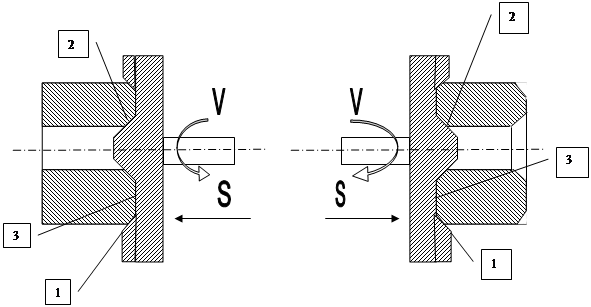
Рис.5 Фрезерование. Заготовка для простоты показана условно.
4. Повторить операцию для противоположной поверхности с фрезой диаметром 120мм.
5. Фрезеровать поверхности 1, 2 и 3 начисто.
Расчёт режимов резания и основного технологического времени.
1. Расчитываем режим резания и основное технологическое время операции 010 - протягивания.
Режим резания.
Параметр шероховатости Ra = 2.5 мкм. Твёрдость Стали 45Х 220 HB. Берём протяжку шлицевую из быстрорежущей стали Р18. Подача зубьев на стороны S0 = 0.07 мм/зуб. Шаг зубьев t0=12мм. Число зубьев в секции zc = 2. Общая длина протяжки 870мм. Передний угол g = 20°, задний угол на черновых зубьях a = 3°, на чистовых зубьях a = 2°, на колибрующих зубьях a = 11°.
Сталь 45Х относится к первой группе обрабатываемости. Сила резания:
P = q0SlpKp , где q0 — сила резания, кгс на 1мм, а Slp = суммарная длина режущих кромок зубьев, одновременно участвующих в работе, мм;
Кp — общий поправочный коэффициент на силу резания, учитывающий изменённые условия работы.
Для S0 = 0.7 мм и g = 20°, q 0 = 14.19 кгс/мм.
Кpм = 1, Кp0 = 1, Крр=1, Кpn = 1.
Slp=pDzp/zc, где D = 30 мм — наибольший диаметр зубьев протяжки, zp— число зубьев, одновременно участвующих в работе, zc— число зубьев в секции.
zp = l/t0 + 1, где l — длина протягиваемой области, t0 — шаг черновых зубьев;
zp= 65/12 +1 = 6.42
Slp= pDzp/zc = 3.14·30·6.42/2 = 302.4 мм
Сила резанья:
P= q 0SlpКpм Кp0 Кpp Кpn = 14.19·302.4·1·1·1·1=4291 нгс
В единицах СИ P = 65361 H
Скорость гланого движения для шпинделя протяжек первой группы обрабатываемости крупносерийного производства V = 6 м/мин. Поправочный коэффициент на скорость KVu=1 (так как Р18).
Определяем скорость гланого движения резания, допустимую мощность электродвигателя станка (станок 7Б 510, Nд= 17 кВт).
Vдоп= 65·102Nдh/p , где h=0.85
Vдоп= 65·102·17·0.85/4291= 22.3 м/мин
Таким образом, V £ Vдоп (6 £ 22.3). Следовательно принимаем скорость главного движения резания V = 6 м/мин.
Основное время:
![]() , где Lpx — длина рабочего хода протяжки: Lpx= ln+ l + lдоп =870-265+65+50 = =720мм;
, где Lpx — длина рабочего хода протяжки: Lpx= ln+ l + lдоп =870-265+65+50 = =720мм;
K1 — коэффициент, учитывающий обратный ускоренный ход,
К1= 1 + V / Vох = 1+6/20 = 1.3;
i – число рабочих ходов (одна заготовка i=1);
q — число одновременно обрабатываемых заготовок, q=1.
Таким образом T0 = 720·1.3·1/(1000·6·1) = 0.16 мин
Похожие работы
... свойствах конструкционных материалов. Основные методы обработки конструкционных материалов: литье, обработка давлением, сварка и обработка резанием. Эти методы в современной технологии конструкционных материалов характеризуется многообразием традиционных и новых технологических процессов, возникающих на их слиянии и взаимопроникновении. 1. Холодное деформирование Обычно под холодной штамповкой ...
... и высоколегированные (содержание добавок больше 10%). Коррозия железоуглеродистых сплавов Так как значение данных сплавов в производстве столь велико, то исходя из этого, борьба с коррозией этих материалов имеет большое практическое значение. Сталь и чугун обладают невысокой коррозионной стойкостью в агрессивных средах вследствие своей физической и химической неоднородности. В их состав ...
... кремнезема в зернах заполнителя, а бетон с хлористыми солями – в железобетонных конструкциях. 3. Классификация качественных углеродистых сталей по назначению и их маркировка. Сталь – основной конструкционный материал, применяемый в строительстве. По химическому составу стали подразделяют на углеродистые и легированные. Углеродистые стали содержат железо, углерод и примеси (марганец, ...
... большая часть графитизируется в виде пластинчатого графита, а содержание углерода в виде цементита составляет не более 0,8 %. У серых чугунов хорошие технологические и прочностные свойства, что определяет широкое применение их как конструкционного материала. Половинчатые чугуны — занимают промежуточное положение между белыми и серыми чугунами, и в них основное количество углерода (более 0,8 %) ...
0 комментариев