ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРИЕМКУ ДЕТАЛИ
Операция слесарная - верстак
Операция автоматная
РАСЧЁТ
НОРМ ВРЕМЕНИ НА ВСЕ ОПЕРАЦИИ. УСТАНОВЛЕНИЕ РАЗРЯДОВ
Операция слесарная
ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНОЙ ОПЕРАЦИИ
ВЫБОР ПОТРЕБНОГО КОЛИЧЕСТВА ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
РАСЧЁТ
ПРОИЗВОДСТВЕННЫХ ПЛОЩАДЕЙ, ОПИСАНИЕ ПЛАНИРОВКИ УЧАСТКА
Мероприятия по противопожарной защите
ОПРЕДЕЛЕНИЕ СТОИМОСТИ МАТЕРИАЛА
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЕКТА И УРОВНЯ РЕНТАБЕЛЬНОСТИ
Навигация
ВЫБОР ПОТРЕБНОГО КОЛИЧЕСТВА ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
Планирование участка и производственные расчеты
73989
знаков
6
таблиц
0
изображений
4.2 ВЫБОР ПОТРЕБНОГО КОЛИЧЕСТВА ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
В цехах крупносерийного и массового производства широко применяются электрические подъемные кранбалки, управляемые кнопочным пультом с пола цеха, краны мостовые.
Для механизации технологических процессов используют ропьфганги и конвейеры, для внутрицеховых и межцеховых перевозок деталей или заготовок применяют транспортно-самоходные тележки-электрокары.
Для проектируемого участка берем механизированный грузоподъемник КШ-63, в количестве 4 штук, механизированную тележку на рельсах, грузоподъемностью 1,5т и кран мостовой грузоподъемностью 5т.
4.3 РАСЧЕТ КОЛИЧЕСТВА ОСНОВНЫХ И ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ, ИТР И СЛУЖАЩИХ
Расчет численности рабочих по категории. Для этого следует определить режим (Т) на каждой операций по формуле : [7]
T = Tпер *Спр * Кзг,
где Т - период обслуживания рабочих мест (8,2 часа)
Спр - принятое количество рабочих мест
Кзг - коэффициент загрузки рабочих мест по данной операции.
Т1 = 8,2*1*0,71 = 5,82
Т2 = 8,2*1*0,59 = 4,83
Т3 = 8,2*1*0,81 = 6,64
Т4 = 8,2*1*0,76 = 6,23
Т5 = 8,2*1*0,59 = 4,83
Т6 = 8,2*1*0,5 = 4,2
Количество производственных рабочих определяем по формуле:
Рст = Тшк *N / 60*Гдр,
где Рст - количество рабочих данной профессии и разряда
Тшк - штучно-калькуляционное время на операцию;
Гдр - эффективный годовой фонд рабочего времени станочника
Гдр = [(365-104-8)*8,2 - 6,1] * Кн,
где 365 - количество календарных дней в году;
104 - количество выходных дней в году при 5-ти дневной рабочей неделе;
8 - количество праздничных дней;
8,2 - продолжительность рабочего дня;
6 - количество предпраздничных дней с сокращением на 1час рабочих дней
Кн -коэффициент, учитывающий использование номинального фонда времени из-за неявки на работу.
Кн = (100 - Сн ) / 100,
где Сн - потери из-за невыхода на работу, отпуск 15 дней
Кн = (100 - 18) / 100 = 0,82
Г = (365 - 104 -8 )*8,2*6,1* 0,82 = 1930 (час)
Считаем по операциям:
10 Операция фрезерная
Рст = 4,02*35000 / 80*1930 = 1,48 ,принимаем два фрезеровщика
15 Операция токарная
Рст = 4,02*35000 / 80*1930 = 1,23, принимаем два токаря
20 Операция автоматная
Рст = 4,02*35000 / 80*1930 = 1,7 , принимаем два токаря.
30 Операция автоматная
Рст = 4,02*35000 / 80*1930 = 1,6 , принимаем два токарям
35 Операция агрегатная
Рст = 4,02*35000 / 80*1930 = 1,23 , принимаем два сверловщика.
40 Операция слесарная
Рст = 4,02*35000 / 80*1930 = 1,05, станочники выполняют слесарную
работу
Основных рабочих принимаем 8.
Наладчик - 1 человек - 5 разряд;
Транспортный рабочий -1человек - 3разряд;
Контролера -1 человек - 3 разряд.
Всего принятых: 8 + 3 = 11 человек.
При многостаночной работе расчет производственных рабочий производят с учетом заданного числа станков, на которых может работать один рабочий данной профессии. [1, 15]
Рст = Fд Сп Кз / Гдр См ,
где Fд - эффективный годовой фонд производственного времени работы станка Сп - принятое количество станков
Кз - коэффициент загрузки станков
Гдр - эффективный годовой фонд времени работы станочника
См - число станков, на которых может работать одновременно один рабочий
Количество станков, которые может обслуживать один рабочий равно
См = tма + tвп / tвн + tвп + tпер ,
где tма - непрерывное машинно- автоматическое время, в течение которого станок может работать без участия рабочего
tвн - вспомогательное неперекрывающееся время
tвп - вспомогательное перекрывающееся время на одном станке
tпер - время на переход рабочего от одного станка к другому.
См = 3,4+0,95 / 0,95+0,42+0,5 =2,15
Принимаем 2 станка
Тогда
Рст = Fд Сп Кз / Гдр См ,
Рст = 4015*2*0,59*0,81 / 1930*2 = 1,02 , принимаем 1 человека.
На операцию - 15 автоматная - станок МК112
и на операцию - 20 автоматная - станок 1Б284 берём одного рабочего станочника,
на операцию - 30 автоматная - станок 1Б284,
на операцию - 35 агрегатная - станок .1АМ0443
См = 3,12+0,95 / 0,95+0,42+0,5 = 2,13 принимаем 2 станка.
Рст = 4015*2*0,59*0,76 / 1930*2 =1,01 принимаем одного рабочего станочника.
Всего основных рабочих на все операции принимаем 8, вспомогательных- 3, всего принятых 8+3=11человек.
Похожие работы


... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...

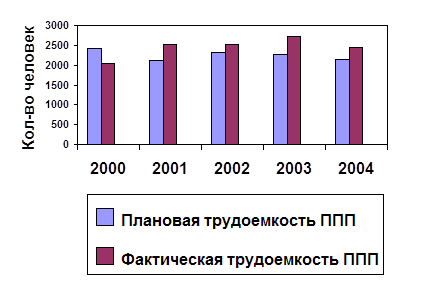
... – перечень факторов, увеличивающих трудоемкость в планируемом периоде; J=1,2,3...N – перечень факторов и мероприятий, уменьшающих трудоемкость работ в планируемом периоде. Расчет численности представлен в таблице 5.1. Результаты планирования показателей численности промышленно-производственного персонала в сопоставлении с базисными показателями приводятся в таблице 5.2 Таблица 5.1- ...
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...


... работников данного цеха; - доля (коэффициент) численности общезаводского персонала (аппарат управления, вспомогательных и обслуживающих цехов), в общей численности промышленно-производственного персонала. 7.2 Планирование численности рабочих Методы расчета численности рабочих зависят от выполнения ими нормируемых или ненормируемых работ. На практике применяются два дополняющих друг друга ...
0 комментариев