ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРИЕМКУ ДЕТАЛИ
Операция слесарная - верстак
Операция автоматная
РАСЧЁТ
НОРМ ВРЕМЕНИ НА ВСЕ ОПЕРАЦИИ. УСТАНОВЛЕНИЕ РАЗРЯДОВ
Операция слесарная
ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНОЙ ОПЕРАЦИИ
ВЫБОР ПОТРЕБНОГО КОЛИЧЕСТВА ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
РАСЧЁТ
ПРОИЗВОДСТВЕННЫХ ПЛОЩАДЕЙ, ОПИСАНИЕ ПЛАНИРОВКИ УЧАСТКА
Мероприятия по противопожарной защите
ОПРЕДЕЛЕНИЕ СТОИМОСТИ МАТЕРИАЛА
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЕКТА И УРОВНЯ РЕНТАБЕЛЬНОСТИ
Навигация
Планирование участка и производственные расчеты
Планирование участка и производственные расчеты
73989
знаков
6
таблиц
0
изображений
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 .Общая часть
1.1 Назначение и условия работы заданной детали
1.2 Технические условия на приемку детали
1.3 Материал детали и его характеристика
1.4 Анализ технологичности конструкции детали
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Тип производства и его характеристика
2.2 0пределение такта выпуска деталей
2.3 Выбор метода производства заготовок
2.4 Определение припусков на обработку
2.5 Расчет размеров заготовки и коэффициента использования металла
2.6 План операций обработки детали
2.7 Выбор баз
2.8 Разделение операций на установки и переходы
2.9 Подбор оборудования по операциям
2.10 Подбор приспособлений, режущего и измерительного инструмента по
операциям
2.11 Определение промежуточных припусков и размеров
2.12 Расчет режимов резания по нормативам
2.13 Аналитический расчет режимов резания на две разнородные операции
2.14 Расчет норм времени на все операции, установление разрядов
2.15 “Экономическое обоснование выбранного варианта обработки
3.КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Проектирование специального режущего инструмента
3.2 Проектирование измерительного инструмента
3.3 Проектирование станочного приспособления для фрезерной операции
4 ПРОИЗВОДСТВЕННЫЕ РАСЧЕТЫ И ПЛАНИРОВКА УЧАСТКА 4.1 Расчет количества технологического оборудования и его загрузки
4.2 Выбор потребного количества подъемно-транспортного оборудования
4.3 Расчет количества основных и вспомогательных рабочих
4.4 Расчет производственных площадей, описание планировки участка
5 ОРГАНИЗАЦИОННАЯ ЧАСТЬ
5.1 Организация рабочих мест и системы их обслуживания
5.2 Мероприятия по охране груда и технике безопасности
5.3 Мероприятия по экономии металла и энергии
5.4 Определение годовой потребности материалов, инструментов,
энергии и воды
6 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
6.1 Определение стоимости основных фондов
6.2 Определение стоимости материалов
6.З Определение стоимости малоценного инструмента и приспособлений
6.4 Определение стоимости всех видов энергии и воды
6.5 Определение фонда заработной платы
6.6 Смета цеховых расходов
6.7 Расчеты калькуляции цеховой себестоимости единицы продукции
6.8 Расчет экономической эффективности проекта и уровня рентабельности
6.9 Технико-экономические показатели участка
Вывод
Список литературы
Лист замечаний нормоконтролера
Графические материалы
Лист 1 ф А2 "План участка"
Лист 2 ф А2 "Корпус"
Лист 3 ф А2 "Корпус отливка"
Лист 4 ф А1 "Карта наладки"
Лист 5 ф А3 "Метчики ручные для метрической резьбы"
Лист 6 ф А3 "Пробки резьбовые"
Лист 7 ф А1 "Приспособление фрезерное"
Лист 8 ф А1 "Приспособление фрезерное"
ВВЕДЕНИЕ
В настоящее время Республика Казахстан нуждается в поднятии и восстановлении пришедшего за последние годы в непригодность оборудования запорной арматуры.
В президентской программе "Казахстан-2030" по поднятию экономики Республики Казахстан большое внимание уделяется поднятию и развитию сельского хозяйства, а так как запорная арматура является неотъемлемой частью оборудования сельского хозяйства, то возникает необходимость создавать специализированные мастерские по ремонту запорной арматуры на местах.
В данной дипломной работе предложен проект специализированной мастерской, которая может производить текущий и капитальный ремонт запорной арматуры.
С созданием этой мастерской создаются новые рабочие места, уменьшаются затраты на ремонт и обслуживание оборудования.
1 ОБЩАЯ ЧАСТЬ
1.1 НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ ДЕТАЛИ
Корпус ГЛ 21003-100АСБ является базовой деталью вентиля. Вентиль представляет собой клапан со шпинделем, ввинчиваемым в резьбу неподвижной ходовой- гайки, расположенной в крышке или бугеле. Применение резьбы, обладающей свойствами самоторможения, позволит оставлять тарелку клапана в любом положении с уверенностью, что это положение сохранится и не будет самопроизвольно изменяться под действием давления среды.
Использование резьбы позволяет применять малые усилия на маховике для управления вентиля. Вентиль отличается простотой конструкции и создает хорошие условия для обеспечения надежной плотности при закрытом положении затвора.
В силу этих причин вентили получили очень широкое применение главным образом в запорной арматуре.
Вентили предназначены для работы на трубопроводах и газопроводах (вода, пар, агрессивные среды Ру = 6 МПа (60кгс/см2)),
Похожие работы


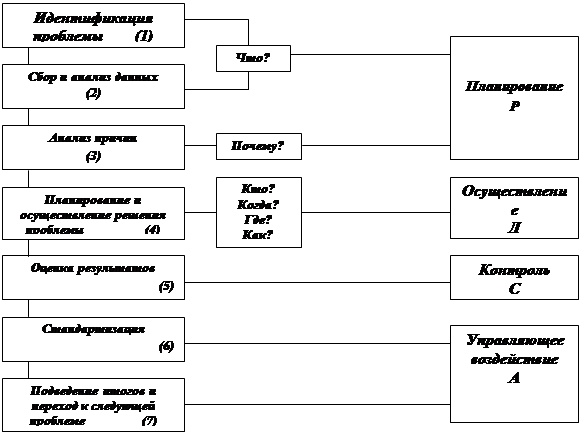
... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...

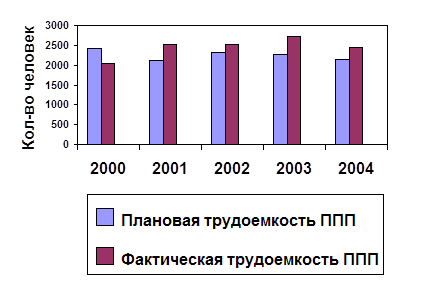
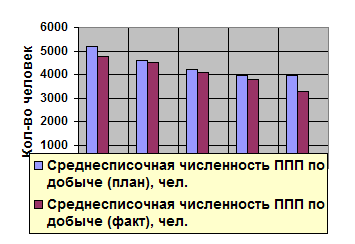
... – перечень факторов, увеличивающих трудоемкость в планируемом периоде; J=1,2,3...N – перечень факторов и мероприятий, уменьшающих трудоемкость работ в планируемом периоде. Расчет численности представлен в таблице 5.1. Результаты планирования показателей численности промышленно-производственного персонала в сопоставлении с базисными показателями приводятся в таблице 5.2 Таблица 5.1- ...
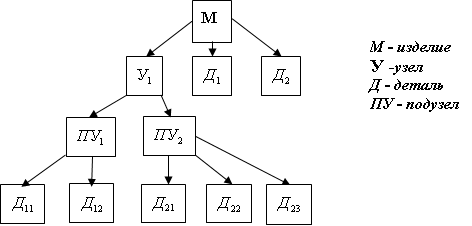
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...


... работников данного цеха; - доля (коэффициент) численности общезаводского персонала (аппарат управления, вспомогательных и обслуживающих цехов), в общей численности промышленно-производственного персонала. 7.2 Планирование численности рабочих Методы расчета численности рабочих зависят от выполнения ими нормируемых или ненормируемых работ. На практике применяются два дополняющих друг друга ...
0 комментариев