Навигация
Технология изготовления мебели
51057
знаков
14
таблиц
65
изображений
Настоящая технологическая инструкция устанавливает технологические требования на операцию шлифования на ленточном плоскошлифовальном станке.
1.Требования к обрабатываемому материалу
Принимаемые материалы должны соответствовать требованиям ГОСТ 475 – 78 «Двери деревянные. Общие технические условия».
ГОСТ 23166 – 78 «Окна и балконные двери деревянные. Общие технические условия»
1.2.Влажность древесины деталей должны быть, %:
коробок наружных и тамбурных дверей и окон……………………123
коробок внутренних дверей и дверных полотен и створок………...93
1.3.Толщина и ширина получаемых деталей должна соответствовать рабочим чертежам с учётом припуска на возможное шлифование.
1.4. Предельные отклонения размеров детали должны соответствовать требованиям конструкторской документации.
1.5 Шероховатость поверхности деталей должна соответствовать требованиям конструкторской документации.
1.6. Покоробленность деталей не должна превышать величин предельных отклонений от номинальных размеров по свободным размерам.
1.7.Отклонения от плоскости и перпендикулярности сторон не должно превышать значений, указанных в конструкторской документации.
1.8. В древесине деталей дверей под непрозрачное покрытие не допускаются пороки и дефекты обработки по видам, размерам и числу более указанных в таблице 1.
Таблица1
| Наименование пороков и дефектов обработки древесины по ГОСТ 2140 – 81 | Нормы ограничения пороков | |||
| раскладок, нашильников, обкладок | каркаса полотен, коробок усиленных дверей | коробок | ||
| 1 | 2 | 3 | 4 | |
| 1.Сучки: здоровые сросшиеся и частично сросшиеся Несросшиеся, выпадающие, загнивающие, гнилые и табачные | Не допускаются размером в долях ширины пласти более | |||
| 1/4 | 1/3 | Ѕ | ||
| Долях толщины кромки более | ||||
| 1/3 | 1/2 | 2/3 | ||
| Число на любом 1 м пласти или кромки не должно превышать четырёх штук Сучки размером до половины указанных не учитываются | ||||
| На не лицевых поверхностях число сучков не ограничивается | ||||
| Не допускаются | Не допускаются размером более 20 мм в общем, числе учитываемых здоровых сучков | |||
| 2.Трещины | То же | Не допускаются шириной более: | ||
| 2 мм | 2 мм, а на лицевых поверхностях 4 мм | |||
| Глубиной в долях ширины или толщины: | ||||
| 1/4 | 1/3 | |||
| Общей длиной в долях длины детали: | ||||
| 1/3 | 1/2 | |||
| Не учитываются шириной до 0,2 мм | ||||
| 3. Червоточина, смоляные кармашки | Не допускаются | Не допускаются диаметром, шириной более 10 мм в количестве на любом 1м стороны детали не более 4 шт. | ||
Продолжение таблицы 1
| 1 | 2 | 3 | 4 |
| 4.Сердцевина, двойная сердцевина, рак, прорость, пасынок | То же | Не допускается на лицевых поверхностях | |
| 5.Механические повреждения: запил, отщеп, скол, вырыв, задир, выщербина | Не допускается на лицевых поверхностях глубиной свыше 2 мм, а на нелицевых поверхностях глубиной (шириной) в долях толщины (ширины): | ||
| 1/10 | 1/10 | 1/5 | |
| 6.Гнили, наклон волокон более 20%, сквозные трещины и сквозные смоляные кармашки | Не допускаются | ||
На лицевых поверхностях деталей дверей под прозрачные отделочные покрытия не допускаются пороки и дефекты обработки древесины, за исключением завитков, крени, наклона волокон, глазков, сросшихся и частично сросшихся сучков и трещин шириной до 0,1 мм, допускаются нормами ограничений, указанных в таблице 1.
Частично сросшиеся сучки и трещины должны быть зашпаклеваны по цвету древесины. Заделка сучков пробками и планками не допускается.
На нелицевых поверхностях детали пороки не должны быть более указанных в таблице 1.
1.9 в древесине деталей окон и балконных дверей под непрозрачное покрытие не допускаются пороки и дефекты обработки по видам, размерам и числу более указанных в таблице 2.
Таблица 2
| Наименование порока древесины и обработки по ГОСТ 2140 – 81 | Нормы ограничения порока древесины и обработки в деталях | |||
| Форточек, отливов, раскладок, нащельников, горбыльков | Створок, фрамуг, жалюзи клапанов, обшивок | коробок | ||
| 1 | 2 | 3 | 4 | |
| 1.Сучки: здоровые сросшиеся и частично сросшиеся Несросшиеся, выпадающие, загнивающие и табачные | Не допускаются размером в долях ширины пласти (числитель), кромки (знаменатель) | |||
| 1/4 -1/3 | 1/2 | Ѕ | ||
| Число на любом 1 м пласти или кромки не должно превышать 4 штук | ||||
| На нелицевых поверхностях число сучков не ограничивается | ||||
| Сучки размерами до половины указанных не учитываются | ||||
| Не допускаются | Не допускаются размерами более 20 мм в общем числе здоровых учитываемых сучков | |||
| Не допускаются | Не допускаются размером более 20 мм в общем, числе учитываемых здоровых сучков | |||
| 2.Трещины | То же | Не допускаются шириной более: | ||
| 2 мм | 2 мм, а на лицевых поверхностях 4 мм | |||
| Глубиной в долях ширины или толщины: | ||||
| 1/4 | 1/3 | |||
| Общей длиной в долях длины детали: | ||||
| 1/3 | 1/2 | |||
| Не учитываются шириной до 0,2 мм | ||||
Продолжение таблицы 2
| 1 | 2 | 3 | 4 | |
| 3. Червоточина, смоляные кармашки | Не допускаются | Не допускаются диаметром, шириной более 10 мм в количестве на любом 1м стороны детали не более 4 шт. | ||
| 4.Сердцевина, двойная сердцевина | То же | Не допускается на лицевых поверхностях | На лицевых поверхностях не допускается длиной более 1/3 длины детали | |
| 5.Тупой обзол (на нелицевых поверхностях) | Не допускается | Не допускается по толщине детали в долях толщины более ј, по ширине в долях ширины более1/3 | ||
| 6.Механические повреждения: запил, отщеп, скол, вырыв, задир, выщербина | Не допускается на лицевых поверхностях глубиной свыше 2 мм, а на нелицевых поверхностях глубиной (шириной) в долях толщины (ширины): | |||
| 1/10 | 1/10 | 1/5 | ||
| 7.Гнили, наклон волокон более 15%, сквозные трещины и сквозные смоляные кармашки | Не допускаются | |||
На лицевых поверхностях деталей окон и балконных дверей под прозрачные отделочные покрытия не допускаются пороки и дефекты обработки древесины, за исключением завитков, крени, наклона волокон, глазков, сросшихся и частично сросшихся сучков и трещин шириной до 0,1 мм, допускаются нормами ограничений, указанных в таблице 2.
Частично сросшиеся сучки и трещины должны быть зашпаклеваны по цвету древесины. Заделка сучков пробками и планками не допускается.
На нелицевых поверхностях детали пороки не должны быть более указанных в таблице 2.
2 Требование к обрабатываемому материалу
2.1. Для шлифования деталей используются станки плоскошлифовальные ленточные, соответствующие требованию ГОСТ 9556 – 83 «Деревообрабатывающее оборудование. Станки плоскошлифовальные ленточные. Основные параметры».
2.2. В качестве режущего инструмента применяются шкурки шлифовальные по ГОСТ 5009 – 82, ГОСТ 6456 – 82, ГОСТ 13344 – 79 или
ГОСТ 10054 – 82.
3. Режим шлифования
3.1. Температура воздуха в цехе должна быть (18…23)0С, относительная влажность воздуха – (60…70)%.
3.2. Режим шлифования должен соответствовать значениям, указанным в таблице 3.
Таблица 3
| Наименование параметра | Значение параметра |
| 1 | 2 |
| Направление шлифования Скорость шлифования, м/с Удельное давление прижима, МПа (кг/см2) Номер зернистости шлифовальной шкурки | Вдоль волокон 20…25 0,001…0,002 (0,01…0,02) 25…16 |
4. Контроль качества
4.1. шероховатость поверхностей детали должна соответствовать требованиям конструкторской документации.
5. Методы и средства контроля
5.1.Контроль осуществляют путём визуального сравнения шероховатости поверхности обработанной детали с шероховатостью поверхности образца.
5.2. Для сравнения контролируемую деталь и образец шероховатости располагают так, чтобы их поверхности были равномерно освещены рассеянным светом.
5.3. Освещённость деталей не должна быть менее 150 лк.
5.4. Детали и образцы шероховатости должны располагаться между контролёром и источником света.
6. Требования техники безопасности
6.1.К работе на станках допускаются лица прошедшие инструктаж по охране труда, промсанитарии, пожарной безопасности и обученные безопасным методам работы.
6.2. остальные требования должны соответствовать ГОСТ12.3.002 - 75, 12.3.042 – 88, а также «Правилам техники безопасности при эксплуатации электроустановок потребителей».
Содержание
Задание…………………………………………………………………………….. 1 Технологическое описание изделия……………………………………………
2 Описание технологического процесса…………………………………………
3 Расчёт материалов………………………………………………………………. 4 Спецификация потребных древесных материалов…………………………….5 Расчёт отходов……………………………………………………………………
6 Расчёт оборудования…………………………………………………………….
6.1 Расчёт норм времени по укрупнённым нормативам времени………………
6.2 Расчёт норм времени по скорости подачи……………………………………
6.3 Расчёт норм времени по производительности оборудования……………….
6.4 Расчёт норм времени по времени цикла………………………………………
7 Расчёт площади цеха……………………………………………………………..
Список используемых источников………………………………………………..
1 Технологическое описание изделия
В данном курсовом проекте изделием является шкаф с секретером, щиты которого изготовлены из древесностружечной плиты, пласти облицованы строганным шпоном, а кромки – МКР (материал кромочный рулонный).
Стены шкафа крепятся между собой эксцентриковыми стяжками. Внутрь шкафа встроены три ящика, коробки которых изготовлены из хвойных пиломатериалов. К передним стенкам ящиков на шурупы крепятся фасадные стенки, изготовленные из того же материала, что и сам шкаф. Ящики устанавливаются на полозки из пиломатериалов лиственных пород.
Дверь секретера крепится к стенке при помощи секретерных петель и кронштейна.
Данный шкаф предназначен для хранения книг, письменных принадлежностей, видео и аудио аппаратуры, секретер можно использовать в качестве письменного стола
Похожие работы
... -0,2% (15+150)×0,2%׃100 0,33 5 Итого: 208,23 3.2 В расчете принимаются следующие данные 1. Арендная площадь 150 м² 2. Деревообрабатывающие станки - 6 шт. 3. Цех специализируется на изготовлении навесного шкафа Один мастер в месяц изготавливает 40шт. Всего за месяц 5 столяров выполняют 200 шт. Арендная плата составляет 25000 т. р. 25000: 200 = 125р. - стоимость ...


... основными качествами кухонного стола являются: устойчивость; влаговыносливость; жаропрочность; Устройство кухонного стола: 1.2. Описание технологического процесса. 1.2.1. Выбор материала. Вообще для изготовления кухонного стола можно применять доски. Но не любая доска для этого подойдет. Нужны доски из высокосортной древесины, без дефектов. Иначе стол не будет иметь хорошего вида. ...


... , алюцинк также используются для изготовления металлочерепцы и фальцевой кровли. Срок их службы до 300 лет. Эти материалы поставляются по специальным заказам [5]. ГЛАВА II. РАЗРАБОТКА И ИЗГОТОВЛЕНИЕ «СЛУХОВОГО» ОКНА 2.1. БЛАГОУСТРОЙСТВО ЧЕРДАЧНЫХ ПОМЕЩЕНИЙ Чердачные помещения домов в большинстве случаев не используются, хотя в них можно устроить мастерскую, жилую комнату или даже целую ...
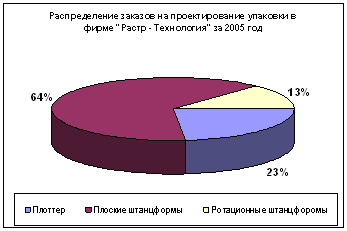
... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...
0 комментариев