Навигация
Технология изготовления древесно стружечных плит
46732
знака
13
таблиц
63
изображения
Министерство
образования
Российской
Федерации
КУРСОВОЙ ПРОЕКТ
1 Характеристика плит , намеченных к производству
2 Расчёт производительности цеха

Брянская государственная инженерно – технологическая академия
(БГИТА)
кафедра ІТехнология деревообработкиІ
КУРСОВОЙ ПРОЕКТ
По дисциплине ІТехнология изготовления ДСтПІ
Пояснительная записка
(01 ТД 540 – ПЗ )
Разработал
студент гр. ТД – 402 М.Ю.Алдухова
Поверил
к.т.н., доцент А.В. Лукаш
2000
Введение. Цель курсового проекта.
Целью курсового проекта является расчёт норм расхода сырья и клеевых материалов на каждой технологической операции, расчёт потребного количества оборудования, составление схемы технологического процесса и разработка плана размещения оборудования.
Производство древесностружечных плит (ДСтП) динамично развивающаяся отрасль деревообрабатывающей промышленности.
Увеличение объёмов производства ДСтП происходит главным образом за счёт реконструкции действующих предприятий.
Производство ДСтП началось в Германии в 40-х годах, в связи с трудностями снабжения материальными ресурсами.
Применение древесностружечных плит даёт возможность снизить материалоёмкость продукции. 1м3 ДСтП заменяет 2-2,5 м3 пиломатериалов. Применение новых технологий позволяет использовать низкокачественную древесину и отходы деревообрабатывающих производств. Повысить формоустойчивость, жёсткость и прочность изделия. Уменьшить или устранить анизотропные свойства. Повысить био-, огне-, водо- и химическую стойкость изделия за счёт применяемого связующего.
Процесс изготовления плит характеризуется высокой экономичностью и почти полностью автоматизирован.
ДСтП изготовляют из различных частиц с использованием разных видов связующих, различными способами и для различных целей. Этим объясняется большое число разновидностей плит. Чаще всего плиты классифицируются по следующим признакам:
способу прессования;
конструкции плит;
плотности плит;
виду используемых древесных частиц;
виду поверхности;
виду используемого связующего;
виду обработки поверхности;
качеству поверхности;
физико-механическим свойств.
Плиты изготавливают толщиной 8...28 мм, длиной 1830-5680 мм, шириной 1220-2500мм.
Основной составляющий материал плит - древесина. ДСтП изготавливают путём горячего прессования мелких древесных частиц, смешанных со связующим.
1 Характеристика плит , намеченных к производству
Данные о плитах, намеченных к производству приведены в таблице 1
Таблица 1- характеристика плит марки П-А
| Наименование показателя | Показатели |
| Заданный формат плит, мм | 3500-1750 |
| Расчётная толщина шлифованных плит, мм | 19 |
| Плотность плит, кг/м 3 | 720 |
| Слойность плит | 3 |
| Толщина слоёв, мм | |
| наружных | 5,7 |
| внутренних | 13,3 |
| Характер окончательной обработки | шлифован. |
| Связующее на основе смолы марки | КФ-МТ-15 |
Таблица 2 – Физико-механические показатели плит плотностью 720 кг/ м3 марки П-А
| 1 Влажность, % | 512 |
| 2 Разбухание по толщине %, (Тв) | |
| за 24 часа | 22 |
| за 2 часа | 12 |
| 3 Предел прочности при статическом изгибе, МПа, (Тн) | 16 |
| 4 Предел прочности при растяжении пласти, МПа, (Тн) | 0,3 |
| 5 Удельное сопротивление выдёргиванию шурупов, Н/мм, (Тн) | |
| из пласти | 60 |
| из кромки | 50 |
| 6 Покоробленность, мм, (Тв) | 1,2 |
| 7 Шероховатость поверхности пласти Rm, мкм, (Тв) | |
| с обычной поверхностью | 50 |
| после двух часов вымачивания | 150 |
2 Расчёт производительности цеха
2.1Общая схема главного конвейера и способов
производства плит
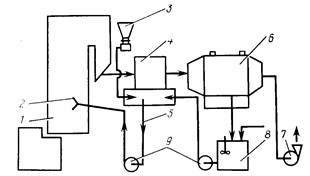
Формирование непрерывного стружечного ковра из осмоленной стружки и горячее прессование древесностружечных плит в соответствии с современным производством производят на автоматической линии, получившей название главного конвейера.
Существует большое разнообразие типов главных конвейеров, которые можно объединить в следующие группы:
конвейеры для формирования пакетов и прессование плит на жёстких металлических поддонах;
конвейеры для формирования стружечного ковра и горячее прессование плит на непрерывной гибкой ленте;
конвейеры для формирования стружечного ковра на непрерывной ленте из гибких синтетических поддонов и горячее прессование плит без поддонов;
конвейеры для формирования стружечного ковра и горячее прессование плит на гибких металлических поддонах.
Бесподдонное прессование ДСтП предусматривает придание стружечным брикетам прочности, достаточной для их дальнейшей транспортировки конвейерами и загрузки в рабочие промежутки пресса без поддонов.
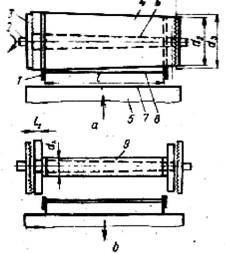
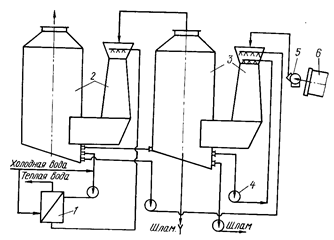
Рассмотрим отечественный конвейер ДК-100. В этом конвейере стружечный пакет формируется на формирующе-прессующем ленточном конвейере из прорезиненной ленты типа БКНЛ шириной 2000 м толщиной 10мм. Боковые кромки стружечного ковра формируются вертикально расположенными лентами шириной до 300 мм двух боковых конвейеров, установленных с обеих сторон основного горизонтального ленточного конвейера в зоне насыпки стружечного ковра.
Стружечный ковёр подпрессовывается в прессе Д4046-3. Подпрессованные брикеты передаются системой ленточных конвейеров из прорезиненной ленты к прессовой установки для горячего прессования, перед которой загружаются способом вкладывания в загрузочную этажерку .
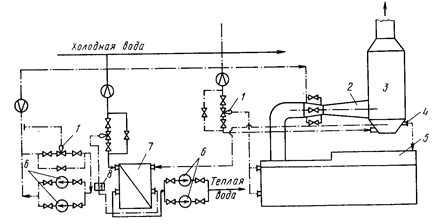
Бесподдонное прессование ДСтП имеет следующие преимущества перед прессованием на поддонах: уменьшается площадь, занимаемая главным конвейером, в связи с отсутствием линии возврата поддонов; отпадает потребность в поддонах; уменьшается разнотолщинность плит; исключаются затраты энергии на нагрев поддонов.
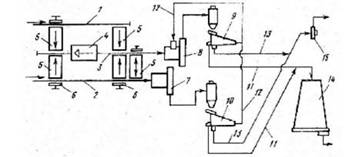
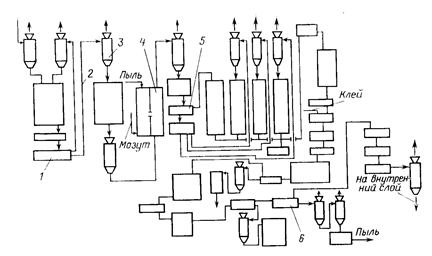
Конструкция плиты- трёхслойная. Особенность производства- чёткое разделение двух потоков изготовления стружки для внутреннего и наружного слоёв.
При смешивании стружки со связующим к стружке для наружного слоя добавляется большее количество связующего, чем к стружке внутреннего слоя. В результате получаются плиты с высокими механическими показателями, гладкой и ровной поверхностью.
Похожие работы
... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... . Помимо дополнительных затрат это способствует развитию пожароопасных ситуаций. Социальная значимость состоит в организации новых остронеобходимых рабочих мест. 1.3 Материалы из отходов переработки древесины Древесные отходы без предварительной переработки (опилки, стружка) или после измельчения (щепа, дробленка, древесная шерсть) могут служить заполнителями в строительных материалах на ...
... сопровождается выщелачиванием золы, и она, представляя из себя инертный материал, может быть использована в дорожных работах. 2. ПОКАЗАТЕЛИ ЭФФЕКТИВНОЙ ПЕРЕРАБОТКИ ЛЕСА. 2.1. Критерии эффективности. Критерии эффективности переработки леса рассмотрим для нового направления лесного комплекса – использования вторичных ресурсов. Комплексная оценка эффективности мероприятий, связанных с ...
... ). Используется также в машиностроении, для изготовления детских лыж, ружейных лож, весел, обувных колодок, каблуков, шпуль, ткацких челноков, чертежных принадлежностей. Строение древесных материалов. Макроструктура древесины Строительным материалом является только определенная часть ствола дерева — древесина. Дерево состоит из корневой системы, ствола и кроны (совокупность ветвей, листьев, ...
0 комментариев