Навигация
Производство стали в электрических печах.
В электоропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов значительно меньше.
В процессе электроплавки можно точно регулировать температуру металла и его состав, выплавлять сплавы почти любого состава.
Электрические печи обладают существенными преимуществами по сравнению с другими сталеплавильными агрегатами, поэтому высоколегированные инструментальные сплавы, нержавеющие шарикоподшипниковые, жаростойкие и жаропрочные, а также многие конструкционные стали выплавляют только в этих печах.
Мощные электропечи успешно применяют для получения низколегированных и высокоуглеродистых сталей мартеновского сортамента. Кроме того, в электропечах получают различные ферросплавы, представляющие собой сплавы железа с элементами, которые необходимо выводить в сталь для легирования и раскисления.
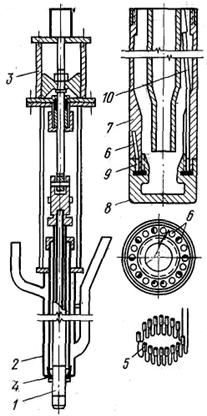
Устройство дуговых электропечей.
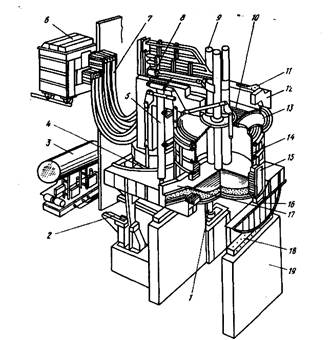
Первая дуговая электропечь в России была установлена в 1910 г. на Обуховском заводе. За годы пятилеток были построены сотни различных печей. Вместимость наиболее крупной печи в СССР 200 т. Печь состоит из железного кожуха цилиндрической формы со сферическим днищем. Внутри кожух имеет огнеупорную футеровку. Плавильное пространство печи закрывается съемным сводом.
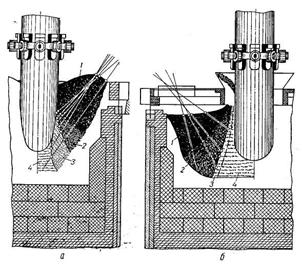
Печь имеет рабочее окно и выпускное отверстие со сливным желобом. Питание печи осуществляется трехфазным переменным током. Нагрев и плавление металла осуществляются электрическими мощными дугами, горящими между концами трех электродов и металлом, находящимся в печи. Печь опирается на два опорных сектора, перекатывающихся по станине. Наклон печи в сторону выпуска и рабочего окна осуществляется при помощи реечного механизма. Перед загрузклй печи свод, подвешенный на цепях, поднимают к порталу, затем портал со сводом и электродами отворачивается в сторону сливного желоба и печь загружают бадьей.
Механическое оборудование дуговой печи.
Кожух печи должен выдерживать нагрузку от массы огнеупоров и металла. Его делают сварным из листового железа толщиной 16–50 мм в зависимости от размеров печи. Форма кожуха определяет профиль рабочего пространства дуговой электропечи. Наиболее распространенным в настоящее время является кожух конической формы. Нижняя часть кожуха имеет форму цилиндра, верхняя часть—конусообразная с расширением кверху. Такая форма кожуха облегчает заправку печи огнеупорным материалом, наклонные стены увеличивают стойкость кладки, так как она дальше расположена от электрических дуг. Используют также кожухи цилиндрической формы с водоохлаждаемыми панелями. Для сохранения правильной цилиндрической формы кожух усиливается ребрами и кольцами жесткости. Днище кожуха обычно выполняется сферическим, что обеспечивает наибольшую прочность кожуха и минимальную массу кладки. Днище выполняют из немагнитной стали для установки под печью электромагнитного перемешивающего устройства.
Сверху печь закрыта сводом. Свод набирают из огнеупорного кирпича в металлическом водоохлаждаемом сводовом кольце, которое выдерживает распирающие усилия арочного сферического свода В нижней части кольца имеется выступ – нож, который входит в песчаный затвор кожуха печи. В кирпичной кладке свода оставляют три отверстия для электродов. Диаметр отверстий больше диаметра электрода, поэтому во время плавки в зазор устремляются горячие газы, которые разрушают электрод и выносят тепло из печи. Для предотвращения этого на своде устанавливают холодильники или экономайзеры, служащие для уплотнения электродных отверстий и для охлаждения кладки свода. Газодинамические экономайзеры обеспечивают уплотнение с помощью воздушной завесы вокруг электрода. В своде имеется также отверстие для отсоса запыленных газов и отверстие для кислородной фурмы. Для загрузки шихты в печи небольшой емкости и подгрузки легирующих и флюсов в крупные, печи скачивания шлака, осмотра, заправки и ремонта печи имеется загрузочное окно, обрамленное литой рамой. К раме крепятся направляющие, по которым скользит заслонка. Заслонку футеруют огнеупорным кирпичом. Для подъема заслонки используют пневматический, гидравлический или электромеханический привод. С противоположной стороны кожух имеет окно для выпуска стали из печи. К окну приварен сливной желоб. Отверстие для выпуска стали может быть круглым диаметром 120—150 мм или квадратным 150 на 250 мм. Сливной желоб имеет корытообразное сечение и приварен к кожуху под углом 10—12° к горизонтали. Изнутри желоб футеруют шамотным кирпичом, длина его составляет 1—2 м. Электрододержатели служат для подвода тока к электродам и для зажима электродов. Головки электрододер-жателей делают из бронзы или стали и охлаждают водой, так как они сильно нагреваются как теплом из печи, так и контактными токами. Электрододержатель должен плотно зажимать электрод и иметь небольшое контактное сопротивление. Наиболее распространенным в настоящее время является пружинно-пневматический электрододержатель. Зажим электрода осуществляется при помощи неподвижного кольца и зажимной плиты, которая прижимается к электроду пружиной. Ог-жатие плиты от электрода и сжатие пружины происходят при помощи сжатого воздуха. Электрододержатель крепится на металлическом рукаве – консоли, который скрепляется с Г-образной подвижной стойкой в одну жесткую конструкцию. Стойка может перемещаться вверх или вниз внутри неподвижной коробчатой стойки. Три неподвижные стойки жестко связаны в одну общую конструкцию, которая покоится на платформе опорной люльки печи. Перемещение подвижных телескопических стоек происходит или с помощью системы тросов и противовесов, приводимых в движение электродвигателями, или с помощью гидравлических устройств. Механизмы перемещения электродов должны обеспечить быстрый подъем электродов в случае обвала шихты в процессе плавления, а также плавное опускание электродов во избежание их погружения в металл или ударов о нерасплавившиеся куски шихты. Скорость подъема электродов составляет 2,5—6,0 м/мин, скорость опускания 1,0— 2,0 м/мин. Механизм наклона печи должен плавно наклонять печь в сторону выпускного отверстия на угол 40—45° для выпуска стали и на угол 10—15 градусов в сторону рабочего окна для спуска шлака. Станина печи, или люлька, на которой установлен корпус, опирается на два – четыре опорных сектора, которые перекатываются по горизонтальным направляющим. В секторах имеются отверстия, а в направляющих – зубцы, при помощи которых предотвращается проскальзывание секторов при наклоне печи. Наклон печи осуществляется при помощи рейки и зубчатого механизма или гидравлическим приводом. Два цилиндра укреплены на неподвижных опорах фундамента, а штоки шарнирно связаны с опорными секторами люльки печи. Система загрузки печи бывает двух видов: через завалочное окно мульдозавалочной машиной и через верх при помощи бадьи. Загрузку через окно применяют только на небольших печах. При загрузке печи сверху в один-два приема в течение 5 мин меньше охлаждается футеровка, сокращается время плавки; уменьшается расход электроэнергии; эффективнее используется объем печи. Для загрузки печи свод приподнимают на 150—200 мм над кожухом печи и поворачивают в сторону вместе с электродами, полностью открывая рабочее пространство печи для введения бадьи с шихтой. Свод печи подвешен к раме. Она соединена с неподвижными стойками электрододержателей в одну жесткую конструкцию, покоящуюся на поворотной консоли, которая укреплена на опорном подшипнике. Крупные печи имеют поворотную башню, в которой сосредоточены все механизмы отворота свода. Башня вращается вокруг шарнира на катках по дугообразному рельсу. Бадья представляет собой стальной цилиндр, диаметр которого меньше диаметра рабочего пространства печи. Снизу цилиндра имеются подвижные гибкие сектора, концы которых стягиваются через кольца тросом. Взвешивание и загрузка шихты производятся на шихтовом дворе электросталеплавильного цеха. Бадья на тележке подается в цех, поднимается краном и опускается в печь. При помощи вспомогательного подъема крана трос выдергивают из проушин секторов и при подъеме бадьи сектора раскрываются и шихта вываливается в печь в том порядке, в каком она была уложена в бадье. При использовании в качестве шихты металлизован-ных окатышей загрузка может производиться непрерывно по трубопроводу, который проходит в отверстие в своде печи. Во время плавления электроды прорезают в шихте три колодца, на дне которых накапливается жидкий металл. Для ускорения расплавления печи оборудуются поворотным устройством, которое поворачивает корпус в одну и другую сторону на угол в 80°. При этом электроды прорезают в шихте уже девять колодцев. Для поворота корпуса приподнимают свод, поднимают электроды выше уровня шихты и поворачивают корпус при помощи зубчатого венца, прикрепленного к корпусу, и шестерен. Корпус печи опирается на ролики.Очистка отходящих газов.
Современные крупные сталеплавильные дуговые печи во время работы выделяют в атмосферу большое количество запыленных газов. Применение кислорода и порошкообразных материалов еще более способствует этому. Содержание пыли в газах электродуговых печей достигает 10 г/м^3 и значительно превышает норму. Для улавливания пыли производят отсос газов из рабочего пространства печей мощным вентилятором. Для этого в своде печи делают четвертое отверстие с патрубком для газоотсоса. Патрубок через зазор, позволяющий наклонять или вращать печь, подходит к стационарному трубопроводу. По пути газы разбавляются воздухом, необходимым для дожигания СО. Затем газы охлаждаются водяными форсунками в теплообменнике и направляются в систему труб Вентури, в которых пыль задерживается в результате увлажнения. Применяют также тканевые фильтры, дезинтеграторы и электрофильтры. Используют системы газоочистки, включающие полностью весь электросталеплавильный цех, с установкой зонтов дымоотсоса под крышей цеха над электропечами.Футеровка печей.
Большинство дуговых печей имеет основную футеровку, состоящую из материалов на основе MgO. Футеровка печи создает ванну для металла и играет роль теп-лоизолирующего слоя, уменьшающего потери тепла. Основные части футеровки – подина печи, стены, свод. Температура в зоне электрических дуг достигает нескольких тысяч градусов. Хотя футеровка электропечи отделена от дуг, она все же должна выдерживать нагрев до температуры 1700°С. В связи с этим применяемые для футеровки материалы должны обладать высокой огнеупорностью, механической прочностью, термо- и химической устойчивостью. Подину сталеплавильной печи набирают в следующем порядке. На стальной кожух укладывают листовой асбест, на асбест—слой шамотного порошка, два слоя шамотного кирпича и основной слой из магнезитового кирпича. На магнезитовой кирпичной подине набивают рабочий слой из магнезитового порошка со смолой и пеком — продуктом нефтепереработки. Толщина набивного слоя составляет 200 мм. Общая толщина подины равна примерно глубине ванны и может достигать 1 м для крупных печей. Стены печи выкладывают после соответствующей прокладки асбеста и шамотного кирпича из крупноразмерного безобжигового магнезитохромитового кирпича длиной до 430 мм. Кладка стен может выполняться из кирпичей в железных кассетах, которые обеспечивают сваривание кирпичей в один монолитный блок. Стойкость стен достигает 100—150 плавок. Стойкость подины составляет один-два года. В трудных условиях работает футеровка свода печи. Она выдерживает большие тепловые нагрузки от горящих дуг и тепла, отражаемого шлаком. Своды крупных печей набирают из магнезитохромитового кирпича. При наборе свода используют нормальный и фасонный кирпич. В поперечном сечении свод имеет форму арки, что обеспечивает плотное сцепление кирпичей между собой. Стойкость свода составляет 50 – 100 плавок. Она зависит от электрического режима плавки, от длительности пребывания в печи жидкого металла, состава выплавляемых стали, шлака. В настоящее время широкое распространение получают водоохлаждаемые своды и стеновые панели. Эти элементы облегчают службу футеровки.
Ток в плавильное пространство печи подается через электроды, собранные из секций, каждая из которых представляет собой круглую заготовку диаметром от 100 до 610 мм и длиной до 1500 мм. В малых электропечах используют угольные электроды, в крупных – графитированные. Графитированные электроды изготавливают из малозольных углеродистых материалов: нефтяного кокса, смолы, пека. Электродную массу смешивают и прессуют, после чего сырая заготовка обжигается в газовых печах при 1300 градусах и подвергается дополнительному графитирующему обжигу при температуре 2600 – 2800 градусах в электрических печах сопротивления. В процессе эксплуатации в результате окисления печными газами и распыления при горении дуги электроды сгорают. По мере укорачивания электрод опускают в печь. При этом электрододержатель приближается к своду. Наступает момент, когда электрод становится настолько коротким, что не может поддерживать дугу, и его необходимо наращивать. Для наращивания электродов в концах секций сделаны отверстия с резьбой, куда ввинчивается переходник-ниппель, при помощи которого соединяются отдельные секции. Расход электродов составляет 5—9 кг на тонну выплавляемой стали.
Электрическая дуга—один из видов электрического разряда, при котором ток проходит через ионизированные газы, пары металлов. При кратковременном сближении электродов с шихтой или друг с другом возникает короткое замыкание. Идет ток большой силы. Концы электродов раскаляются добела. При раздвигании электродов между ними возникает электрическая дуга. С раскаленного катода происходит термоэлектронная эмиссия электронов, которые, направляясь к аноду, сталкиваются с нейтральными молекулами газа и ионизируют их. Отрицательные ионы направляются к аноду, положительные к катоду. Пространство между анодом и катодом становится ионизированным, токопроводящим. Бомбардировка анода электронами и ионами вызывает сильный его разогрев. Температура анода может достигать 4000 градусов. Дуга может гореть на постоянном и на переменном токе. Электродуговые печи работают на переменном токе. В последнее время в ФРГ построена электродуговая печь на постоянном токе.
В первую половину периода, когда катодом является электрод, дуга горит. При перемене полярности, когда катодом становится шихта — металл, дуга гаснет, так как в начальный период плавки металл еще не нагрет и его температура недостаточна для эмиссии электронов. Поэтому в начальный период плавки дуга горит неспокойно, прерывисто. После того как ванна покрывается слоем шлака, дуга стабилизируется и горит более ровно.
Электрооборудование.
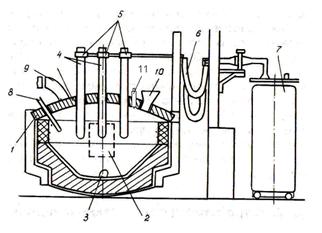
Рабочее напряжение электродуговых печей составляет 100 – 800 В, а сила тока измеряется десятками тысяч ампер. Мощность отдельной установки может достигать 50 – 140 МВ*А. К подстанции электросталеплавильного цеха подают ток напряжением до 110 кВ. Высоким напряжением питаются первичные обмотки печных трансформаторов. На показана упрощенная схема электрического питания печи. В электрическое оборудование дуговой печи входят производства ремонтных работ на печи. следующие приборы:
Похожие работы
... этой модели одним из основных параметров является непрерывный контроль температуры металла и внутренней поверхности огнеупорной кладки. Измерение температуры свода электросталеплавильной печи Куполообразный водохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора ...
... в машиностроении. Крупные дочерние компании имеют в Финляндии американские и англо-голландская нефтяные монополии. Характеристика промышленности По числу работающих в промышленности и по объему валовой промышленной продукции Финляндия занимает второе место среди стран северной Европы (после Швеции). Промышленности Финляндии, как и Швеции, преобладают две группы отраслей: одна из них ...
... ї плавки металу в графітових тиглях у потоці газу носія. 2.Дослідження термодинамічних залежностей розчинення азоту в рідких залізованадієвих, залізоніобієвих сплавах та в рідких чистих ванадії та ніобії Вивчення розчинення азоту в рідкому ванадії проводилося в діапазоні температур 2273-2573К, при парціальних тисках азоту 0,01-100кПа. На мал.2 наведені ізотерми розчинності азоту в рідкому ...
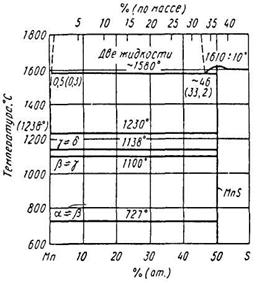
... количественных оценок приведенного влияния. Однако очевидным представляется то, что с ростом концентрации титана в силикомарганце должна повышаться массовая доля серы. 3. Разработка способа снижения концентрации серы в силикомарганце 3.1 Источники серы и титана при выплавке силикомарганца Основным источником серы при выплавке силикомарганца является кокс из донецких углей. Массовая доля ...
0 комментариев