Навигация
Международный гуманитарно-экономический институт
Курсовая работа
по дисциплине “Организация производства”
студентки 4-ого курса
заочного отделения
факультета ЭиУ группы № 7
Выполнила: Коротченко Елена Алексеевна
Проверил: Королько Аркадий Антонович
г. Минск, 2002 г.
Введение
Из всех методов организации производства наиболее совершенным по своей четкости и законченности является поточный, при котором предмет труда в процессе обработки следует по установленному кратчайшему маршруту с заранее заданным фиксированным темпом.
Важнейшим условием поточной организации производства является устойчивая концентрация в одном производственном звене значительных моментов выпуска однородной или конструктивно-технологически сходной продукции.
В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток является основным методом его организации. Применяется он и при крупносерийном выпуске продукции, особенно на участках, где выпускаются узлы и детали широкого применения. При единичном производстве используются элементы поточного производства для изготовления унифицированных деталей и узлов.
Поточная организация производства характеризуется следующими признаками:
разделение производственного процесса на отдельные операции и длительные их закрепления за определенным рабочим местом;
разделение каждого рабочего места на выполнение определенной операции с постоянным закреплением одного или ограниченного количества технологически сходных предметов труда;
согласованное и ритмичное выполнение всех операций на основе единого расчетного такта (ритма) поточной линии;
размещение рабочих мест в строгом соответствии с исследовательностью технического процесса;
передача обрабатываемых деталей с операции на операцию с минимальным перерывом и при помощи специальных транспортных устройств
В поточном производстве наиболее полно выражены основные принципы высокоэффективной организации производственного процесса и в первую очередь принципа прямоточности, непрерывности и ритмичности.
Основным звеном поточного производства является поточная линия, т.е. совокупность специализированных рабочих мест расположенных согласно технологическому процессу и выполняющих отдельную его часть.
В зависимости от уровня специализации производства, объема и характера выпуска продукции, применяемой техники и технологии поточные линии классифицируются по ряду признаков.
По номенклатуре обрабатываемых изделий выделяют постоянно-поточные однопредметные линии, за которыми закрепляются на длительное время обработка или сборка одного наименования продукции, что возможно в условиях массового производства;
- постоянно-поточные многопредметные линии, на которых ведется обработка нескольких наименований изделия, сходных в конструктивном и технологическом отношении без переналадки оборудования; такие линии применяются когда трудоемкость работ по одному наименованию изделия не достаточна для полной загрузки рабочих мест
По методу обработки закрепленных предметов различают:
переменно-поточные линии, создаваемые для поочередной обработки нескольких наименований деталей (изделий), имеющих сходные технологические маршруты; при переходе от изготовления одной детали к изготовлению другой проводится переналадка оборудования поточной линии; сроки запуска в производство изготовленной продукции регулируются стандартным графиком, применяется в серийном производстве;
групповые поточные линии, на которых обрабатывается или собирается по типовым технологическим процессам на одном и том же оборудовании значительная номенклатура продукции, близкой по формам предмета труда, имеющий общий технологический маршрут, с использованием групповой оснастки, но без переналадки оборудования.
По степени непрерывности производства выделяют:
непрерывные поточные линии, являются наиболее современной формой поточного производства; на ней продолжительность каждой операции равна или кратна такту: предметы труда с одной операции на другую перемещаются поштучно и без пролеживания, применяется параллельный метод движения предметов труда; они обеспечивают строгую ритмичность и наиболее короткую длительность производственного цикла
прерывные (прямоточные) линии, они не имеют четкой синхронизации всех операций, на отдельных, более трудоемких операциях образуется оборотный задел, для обработки которого привлекаются дополнительные рабочие места: работа ведется партиями по стандартному графику; применяются прямоточные при обработки трудоемкость деталей на разнотипности оборудовании в механических цехах и при серийном типе производства.
Для поточной линии характерно, применить специальные транспортные устройства, которые выполняют функцию не только перемещения предметов труда с одного рабочего места на другое, но часто и поддержания такта работы поточной линии.
Применяемые транспортные устройства в поточном производстве делятся на бес приводные (скаты, склизы-желоба и др.) и приводные. Приводные устройства делятся на подъемно-транспортные механизмы (мостовые краны, кран-балки, электрокары, автопогрузчики и др.) и конвейеры.
Организация поточного производства предусматривает проведение ряда организационно-технических мероприятий в расчете показателей работы линии. Высокие требования предъявляются к выбору и размещению оборудования, качеству и точности оснастки, качеству материалов, отработанности конструкций и прогрессивности технических процессов, обслуживанию основного производства, планированию и учету. Конструкция изделия должна быть обработана стабильно с широким применением стандартных и унифицированных деталей и узлов. Большое значение имеют технологические конструкции, обеспечивающие минимальную трудоемкость и себестоимость их изготовления, минимальную материалоемкость: конструкция изделия должна быть разработана по принципу взаимозаменяемости деталей и узлов; высокое качество конструкции должно способствовать ее устойчивости.
Важнейшими предпосылками эффективности поточной организации производства являются стабильность на длительное время номенклатуры и значительные ??? выпускаемой продукции, специализация рабочих мест и расположение их по ходу технологического процесса. В то же время узкая специализация рабочих мест, их длительное закрепление за определенным рабочим, жесткая регламентация трудовой деятельности приводят к однообразию труда, снижают содержательность работы. Организация поточного производства должна иметь условия, что требует разработки и применения более совершенных форм его организации.
| Исходные данные для выполнения курсовой работы Вариант 6 | |||||||||
| Номер операции | Наименование операции | Наименование и модель станка | установленная мощность, кВ | категория ремонтной сложности, ед | балансовая стоимость станка, млн.р. | Профессия рабочего | Разряд работы | Трудоемкость операции, мин | Удельная площадь |
| 5 | Фрезерная | Вертикально-фрезерная | 7,5 | 20 | 328,4 | фрезеровщик | 4 | 4,19 | 14 |
| 10 | Фрезерная | Горизонтально-фрезерная | 3,0 | 16 | 459,5 | фрезеровщик | 4 | 6,22 | 16 |
| 15 | Расточная | Горизонтально-расточная | 6,2 | 21 | 193,6 | расточник | 5 | 3,86 | 8 |
| 20 | Сверлильная | Вертикально-сверлильная | 4,5 | 18 | 421,3 | сверловщик | 4 | 5,17 | 11 |
Похожие работы

... числу персонала – 84 человека, отражено на диаграмме 2.2.1. Диаграмма 2.2.1. Организационная структура и требования к персоналу представлены в Приложении 2. 2.3. Производственный план цеха по формованию внутренних стеновых панелей Начало производства внутренних стеновых панелей намечено на июль 2002 года. План производства на первый год работы формовочного цеха согласован с предварительным ...
... ткани арт. 7205, то и Ме мотального перехода, перематывающего уток, больше для ткани арт. 7205. II. Для объяснения влияния ассортимента на показатель мощности приготовительных отделов ткацкого производства составим таблицу 3.12., в которой индекс мощности раскрывается через индексы основных параметров технологического процесса и заправочные параметры. Индексы мощности отделов, перерабатывающих ...
... уборки зависит в основном от наличия техники и погодных условий. Лучшие результаты дает сочетание обоих способов. Оптимальный срок длительности уборки 10-12 дней. Основные показатели производства зерна. СХПК «Красный доброволец» находится в Петровском районе Тамбовской области в непосредственной близости от райцентра. ИНН 6813000079 СХПК «Красный доброволец» хозяйство среднего размера, ...

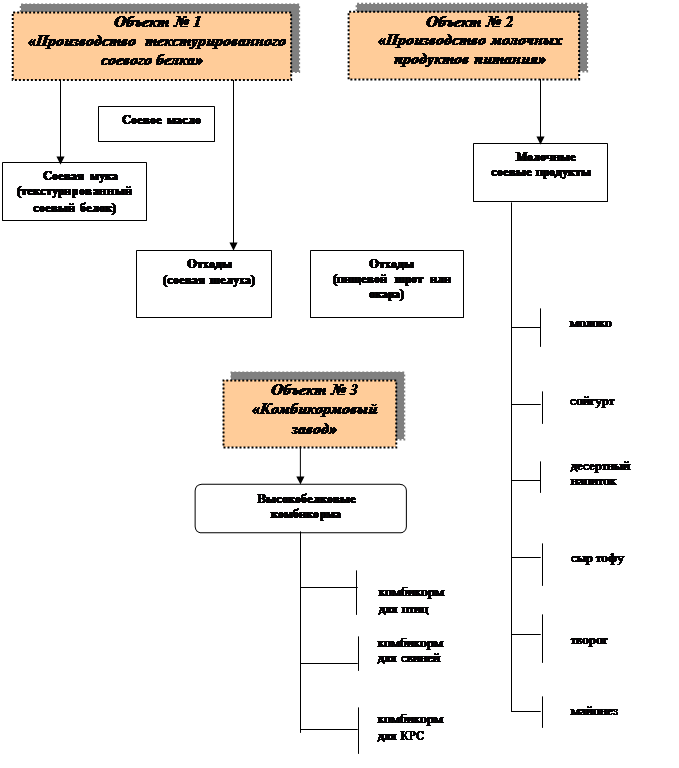
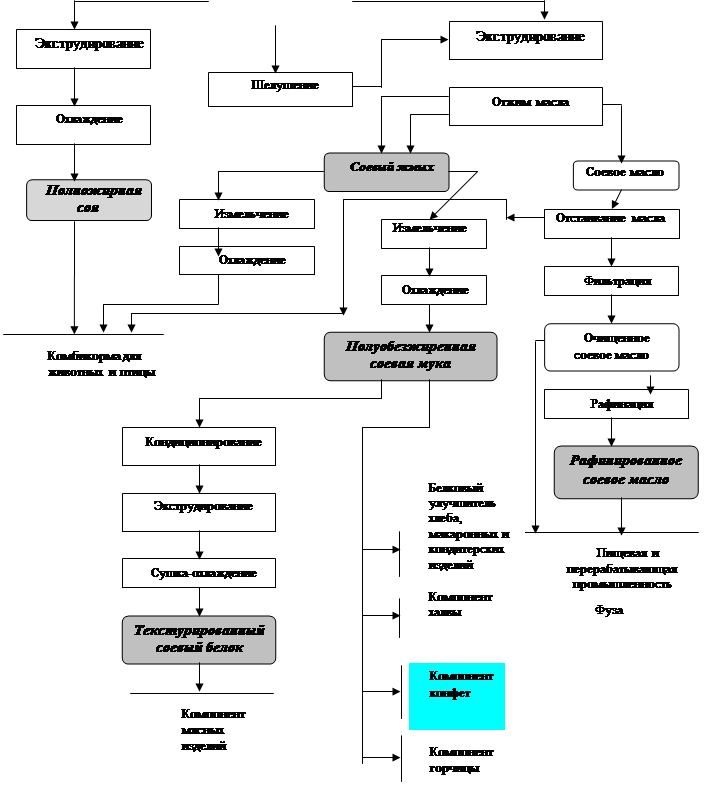
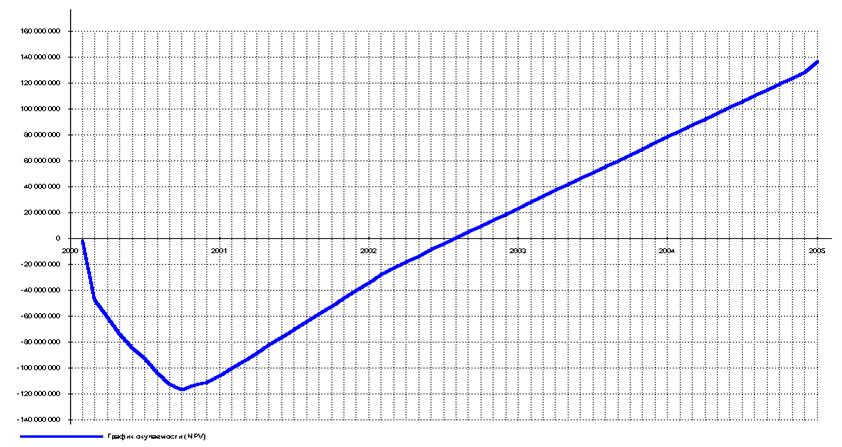
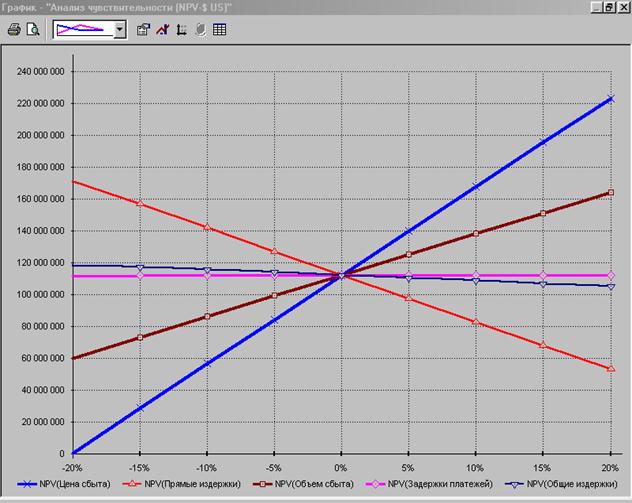
... и текстураты соевых белков являются наиболее распространенными производным сои с широко применяются в пищевой промышленности и производстве специализированных питательных смесей. Финансовая модель Оценка эффективности инвестиций в проект, являющийся предметом настоящего бизнес-плана, а также способности заемщика обслужить инвестиционный кредит, осуществлена с помощью финансовой модели. Периодом ...
0 комментариев