Кабардино – Балкарский Государственный Университет
Курсовая работаТема: “Выращивание профильных монокристаллов кремния методом Степанова.”
Выполнил: Ульбашев А.А.
Проверил:
Нальчик 2000г.
Задание.
1.Описать Метод.
а - Теоретические основы формообразования.
б - Технологические особенности.
в - Конструктивные особенности.
2.Область применения ПРОФИЛЬНО выращенных Монокристаллов.
3.Расмотреть на примере кремния.
КВАЗИРАВНОВЕСНАЯ КРИСТАЛЛИЗАЦИЯ
С ФОРМООБРАЗОВАНИЕМ МЕНИСКА РАСПЛАВА
(СПОСОБ СТЕПАНОВА)
a Теоретические основы формообразования.
Принципиальная основа и методика получения фасонных изделий из металлов и полупроводников с использованием различных эффектов (сил поверхностного натяжения, тяжести, электромагнитного взаимодействия, гидродинамических явлений и т.п.), формирующих мениск расплава в процессе вытягивания кристалла, разработаны чл.-корр. АН СССР А. В. Степановым'.
Жидкость может принимать определенную форму не только с помощью стенок сосуда, но и вне сосуда, в свободном состоянии. На этом основано формообразование профилированных кристаллов, принцип которого сформулирован А. В. Степановым : форма или элемент формы, которую желательно получить, создается в жидком состоянии за счет различных эффектов, позволяющих жидкости сохранить форму; сформированный так объем жидкости переводится в твердое состояние в результате подбора определенных условий кристаллизации.
А. В. Степанов предложил, например, формировать мениск при помощи специальных формообразователей. помещаемых в расплав так, чтобы мениск расплава приподнимался над щелью в поплавке, лежащем на поверхности расплава в тигле и изготовленном из материала, не смачиваемого расплавом. Для формообразования мениска можно применять также электромагнитное поле высокочастотного индуктора.
Таким образом, формообразующее устройство в общем случае представляет собой довольно сложный комплекс элементов. Оно позволяет управлять формой, геометрией, тепловым состоянием столба расплава и вытягиваемого кристалла, а также распределением примеси в кристалле. Твердый формообразователь характеризуется физическими свойствами материала, из которого он изготовлен (его смачиваемостью, плотностью, теплопроводностью, теплоемкостью), а также конфигурацией (форма отверстия или щели, глубина отверстия, форма. отверстия по глубине).
В теории вытягивания кристаллов по способу Степанова предполагается условие:
* сумма потоков тепла, выделяющегося при затвердевании расплава, и тепла, поступающего к фронту кристаллизации из жидкой фазы, равна потоку тепла, отводящемуся от фронта. кристаллизации через твердую фазу.
Данное условие нужно для устойчивого роста кристалла с сохранением габаритов его поперечного сечения, угол сопряжения жидкой фазы с поверхностью растущего кристалла a является одной из важных капиллярных характеристик, определяющих процесс роста и формообразования кристалла. Таким образом, форма поперечного сечения кристалла зависит от тепловых и капиллярных условий процесса.
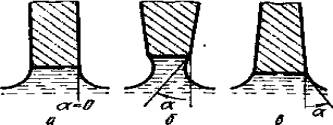
| РИС. 1. Форма мениска расплава и изменение контактного угла при вытягивании кристалла из расплава: а - стационарный рост, а = 0; б - сужение кристалла, а < 0; в - расширение кристалла, а > 0 |
Как показано на рис. 1, предполагается, что достаточно большим отрицательным значениям угла a соответствует уменьшение диаметра кристалла, большим положительным значениям – увеличение диаметра.
Предельные отрицательные и положительные значения a определяются величиной угла смачивания 00 на границе твердой и жидкой фазы (для германия 00 = 450, для кремния 00 = 600):
![]() (1)
(1)
![]() (2)
(2)
Где P - давление, действующее на мениск в данной точке;
s - поверхностное натяжение расплава;
R и R1 - главные радиусы кривизны мениска.
Решение уравнения (2) показывает, что в условиях стационарного роста кристалла (см. рис. 1, a) высота • мениска h0 связана с радиусом кривизны периметра фронта кристаллизации R0 соотношениями
![]() при
при  (3)
(3)
и
 при (4)
при (4)
где ![]() ---капиллярная постоянная;
---капиллярная постоянная;
r - плотность расплава;
g - ускорение силы тяжести.
Если мениск примыкает к плоской грани кристалла, то R0 = ¥, и тогда на основании соотношения (4) получим
![]() (5)
(5)
Изменение угла a при небольших отклонениях от величины h0 определяется следующим выражением
 (6)
(6)
где ![]()
Для кристаллов круглого сечения Ro =const величина h0 одинакова для всех точек фронта кристаллизации.
Однако при выращивании пластин радиус кривизны различен в разных точках периметра фронта кристаллизации, и в этом случае имеются две возможности:
1) высота мениска ho различна для участков периметра с различными радиусами кривизны, т.е. согласно выражению (5) ho = a на плоских гранях пластины и ho = 2R0, согласно (3), на краях пластины;
2) угол a имеет переменное значение по периметру пластины.
Таким образом, чтобы осуществить вытягивание из расплава кристалла в форме пластины, нужно или обеспечить требуемую кривизну фронта кристаллизации (h0(грань) = а, h0(край) = 2R0), или деформировать мениск расплава (при сохранении плоского фронта кристаллизации и плоском основании мениска) .
Первый вариант можно осуществить, охлаждая локально края пластины (например, потоком газа), что приведет к снижению уровня фронта кристаллизации на краях (до величины, равной 2Ro), как показано на рис. 2,а.
Однако этот способ имеет недостатки: изогнутость фронта кристаллизации может привести к неравномерному распределению примесей в кристалле и к возникновению дефектов; кроме того, при таких условиях выращивания ширина пластины легко отклоняется от заданной величины. Можно использовать тигель, ширина которого близка к ширине пластины и края приподняты у краев пластины на высоту, равную а—2Ro (рис. 2,6). Тогда соотношения (3) и (5) могут быть выполнены при плоском фронте кристаллизации. .
 (рис.2)
(рис.2)
Схема вытягивания кристалла в форме пластины из расплава:
а - понижение уровня фронта кристаллизации па краях кристалла вследствие неравномерного охлаждения; б - подъем основания мениска в результате применения тигля с приподнятыми краями при сохранении плоского фронта кристаллизации
Деформирование мениска можно осуществить, прикладывая каким-либо способом внешнее давление Рвн к участкам мениска, примыкающим к плоским граням пластины. При этом увеличивается кривизна мениска в вертикальной плоскости и, следовательно, уменьшается высота h0. Неблагоприятные капиллярные условия на краях тонкой ленты могут быть исключены, если изменить конфигурацию поперечного сечения ленты. Для уменьшения радиуса кривизны на краях ленты целесообразно использовать профиль с утолщенными краями. При одной н тон же толщине краев можно получить ленты различной толщины и ширины, в том числе и очень широкие тонкие ленты. В сечении растущий кристалл имеет характерную форму гантели.
Дифференциальное уравнение профильной кривой столба жидкости при выращивании кристалла с произвольной формой поперечного сечения может быть получено в результате решения уравнения Лапласа, которое берется в форме:
![]() (7)
(7)
где s - коэффициент поверхностного натяжения жидкости;
r - плотность жидкости;
P - давление, под которым жидкость подается в щель формообразователя;
R и R1 - главные радиусы кривизны столбика расплава;
y - высота подъема мениска.
Знак “+” относится к вогнутому столбу, а “—” к выпуклому. Дифференциальное уравнение профильной кривой приближенно, но достаточно точно описывается выражением:
 (8)
(8)
где ![]() ,---первая и вторая производная по х;
,---первая и вторая производная по х;
![]()
На рис. 3 приведены параметры столба расплава, для которого написано уравнение (8). Начало координат располагается на уровне основания столба расплава. С. В. Цивинский, П. И. Антонов, А. В. Степанов вывели аналитическое уравнение столба расплава при выращивании кристаллов любой заданной формы. Замена cos a производными и интегрирование уравнения (8) от y0 до y дает выражения:
 ; (9)
; (9)
 . (10)
. (10)
(Рис.3)
Схема формирования мениска расплава при вытягивании кристалла с поперечным сечением произвольной формы. Параметры столба расплава:
высота столба расплава y0:
угол наклона касательной к профильной крывой к оси х (угол a01, при y=0 и угол a0 при y = y0); радиус кривизны поверхности столба расплава, лежащего в плоскости, перпендикулярной касательной ( при ![]() при );
при );
1 — кристалл; 5 — формообразователь; 3—столб расплава;
4—профильная кривая столба расплава: S—поперечное сечение вытягиваемого кристалла;
6—контур поперечного сечения кристалла; 7—контур отверстия в формообразователе.
Уравнение (10) представляет собой уравнение профильной кривой вогнутого и выпуклого столбов расплава в общем виде. Интеграл в уравнении (10) не выражается в элементарных функциях и может быть вычислен только численно. Знак “—” перед интегралом соответствует левой (по отношению к оси) ветви, а “+”—правой ветви меридиональной кривой. Обе ветви равноправны.
Ограничиваясь для простоты описанием только левой ветви и принимая, например, для выпуклого столба допущение cos a<<1, получаем:
 (11)
(11)
Для построения профильной кривой по уравнению (11) необходимо знать углы наклона профильной кривой мениска расплава к горизонтали у поверхности кристалла a0 и у кромки формообразователя a01. Угол a0 рассчитать трудно: он зависит от положения фронта кристаллизации по оси н, от формы фронта кристаллизации и др. Наблюдения формы мениска расплава при выращивании кристаллов германия способом Чохральского, сделанные П. И. Антоновым и М. Шашковым , дали значения a0=70—80°. В случае, близком к отрыву кристалла от расплава, a0 @ p / 2. Как следует из рис. 3, угол a01 может быть вычислен по соотношениям:
![]() для вогнутого столба расплава
для вогнутого столба расплава
![]()
для выпуклого столба расплава (12)
![]()
При выращивании кристалла с поперечным сечением произвольной формы профильные кривые для разных участков столбов расплава будут различными. Для построения профильной кривой на данном участке можно воспользоваться тем, что форма отверстия в формообразователе близка к форме поперечного сечения кристалла. Для простоты можно считать их одинаковыми.
Проведем на контуре поперечного сечения и контуре формирующего отверстия линию, являющуюся линией пересечения плоскости данного продольного сечения с горизонтальной плоскостью (линия ОАВ на рис. 3). В точках А и В графически определяются радиусы кривизны контура поперечного сечения и контура отверстия формообразователя, а также центр кривизны, расположенный в ОА = х0, ОВ = х01, и все дальнейшие расчеты можно произвести также для кристаллов в форме тел вращения.
Характерной особенностью способа Степанова является отсутствие непосредственного контакта между растущим кристаллом и стенками формообразователя. Фронт кристаллизации находится, как правило, выше уровня щели формообразователя и, кроме того, поперечник кристалла меньше ширины щели. Величину расстояний на рис. 3 между кристаллом и краями щели формообразователя можно вычислить, используя уравнения (10) (11). Полученное выражение будет иметь вид:
 (13)
(13)
Высота столба расплава y0, образующегося при вытягивании кристаллов по способу Степанова, является функцией радиуса кристалла r, радиуса отверстия формообразователя x0, давления P и углов a01 и a0, образуемых жидкостью в точках контакта с формообразователем и растущим кристаллом по отношению к горизонтали:
 (14)
(14)
Практическое использование уравнений (11), (13) и (14) сопровождается некоторыми затруднениями:
нужно знать значения a0 и a01 (которые зависят от условии процесса выращивания кристалла);
заранее знать, будет ли столб расплава вогнутым или выпуклым; для выпукло-вогнутых столбов необходимо знать координаты точки перегиба для нахождения отдельно высоты выпуклой и погнутой части столба.
Способы преодоления этих затруднений предложены В. Л. Татарченко и А. В. Степановым. Физический смысл накладываемых, граничных условий, определяющих вид профильной кривой, рассмотрен П. И. Антоновым, В. А. Татарченко, Л. И. Саета, А. В. Степановым.
Для получения способом Степанова круглых стержней рекомендуется использовать полученную В. Л. Татарченко, Л. И. Саета, Л. В. Степановым зависимость величины угла a01 от (x0 – r) для фиксированного радиуса формообразователя и давления. Если процесс вытягивания ведется при краевом условии “зацепления” (материал формообразователя смачивается расплавом и имеет место зацепление жидкости за его кромку), то, используя графические зависимости, приведенные на рис. 4, можно найти значение a01 по известному значению давления P.
Условие зацепления реализуется при достаточно больших давлениях. Еcли давление невелико, имеем условие “смачивания” (поверхность жидкости не доходит до верхнего края формообразователя и образует со стенками формообразователя угол смачивания). В этом случае известен угол a01, который для формообразователя с вертикальными стенками равен ![]() (где q — угол смачивания), но не известна точка контакта столба расплава с формообразователем. Тогда на основании зависимостей на (рис. 4) может быть решена обратная задача ,
по известному углу a01 найдено давление P.
(где q — угол смачивания), но не известна точка контакта столба расплава с формообразователем. Тогда на основании зависимостей на (рис. 4) может быть решена обратная задача ,
по известному углу a01 найдено давление P.
Данные той же работы, представленные на рис.5, позволяют найти области существования вогнутых, выпукло-вогнутых и выпуклых столбов жидкости. Для выпукло-вогнутых столбов предложен способ приближенного вычисления координат точек перегиба Xпер и Yпер, который дает выражения:
 (15)
(15)
![]()
При Xпер ³ 2/3 X0 координаты точки перегиба, вычислены по формулам (15).
Для образования различных столбов расплава профили формирующих отверстий должны быть такими, чтобы значения g (угла наклона внутренней части поверхности формирующего отверстия к оси х) удовлетворяли соотношениям:
![]() для выпуклого столба:
для выпуклого столба:
![]()
для вогнутого столба:
![]() (16)
(16)
для выпукло-вогнутого столба:
![]()
где угол aпер, в верхней точке перехода выпуклой части столба расплава к вогнутую может быть вычислен по уравнению:
 (17)
(17)
Видно, что при слишком малых g нельзя осуществить выпуклый и выпукло-вогнутый столбы, а при больших g— вогнутый столб.
Если профиль формирующего отверстия благоприятен, то практическая реализация столба расплава данного типа зависит от давления, по которым расплав подается в формирующее устройство.
Рис.4.
Зависимость углов, образуемых профильными кривыми с горизонталью у кромки формообразователя (a01), от разности диаметров затравки и отверстия в формообразователе:
a - для x0=0,1; б - x0=1,0; в - x0=5,0. Кривым 1 соответствует 2Px=0;
2 - 0,2; 3 – 0,5; 4 - 0,8; 5 - 1,0; 6 - 5,0.
 |
![]() (рис.5)
(рис.5)
Области существования столбов жидкости различной формы:
А — погнутые столбы; В — выпукло-вогнутые; С—выпуклые. Кривые разделяют области В и С; 1 - для x0=0,1; 2 - 0.5; 3 - 1,0; 4—5,0
Это давление складывается из двух частей: давления, необходимого для подъема основания столба расплава на высоту h, и давления P1, действующего на поверхность столба расплава, которое уравновешивается силой тяжести столба расплава и силами поверхностного натяжения:
![]() (18)
(18)
Трудность определения P состоит в том, что значение P1 неизвестно. Однако в первом приближении можно считать, что оно по всех точках поверхности столба расплава одинаково. Тогда давление, при котором еще существует вогнутый столб расплава:
![]() (19)
(19)
Давление, при котором существует полностью выпуклый столб расплава, определяется соотношением:
![]() (20)
(20)
Выпукло-вогнутый столб расплава может существовать в интервале давлений:
![]() (21)
(21)
На рис. 6 схематически изображен столбик расплава в формообразователе при вытягивании кристалла круглого сечения в режиме “зацепления”.
Зависимость высоты столба расплава от диаметра кристалла (при постоянном значении диаметра отверстия в формообразователе) может быть представлена семейством кривых, каждая из которых соответствует определенному давлению столба расплава. Эмпирическая зависимость такого типа для выращивания кристаллов германия представлена на рис. 7 (диаметр отверстия в формообразователе 3,2 мм).
При малой высоте фронта кристаллизации над поверхностью формообразователя диаметр вытягиваемого кристалла совпадает с диаметром отверстия в формообразователе даже при значительных изменениях давления расплава. Однако вследствие нестабильности режима кристаллизации фронт кристаллизации при некоторых условиях может оказаться в глубине формообразователя и это приведет к дефектам типа “затиров” на поверхности кристаллов.
 Основные параметры столба расплава, образующегося при вытягивании столба расплава, кристаллического стержня круглого сечения:
Основные параметры столба расплава, образующегося при вытягивании столба расплава, кристаллического стержня круглого сечения:
2r0—высота столба расплава у фронта кристаллизации:2rФ – диаметр отверстия в формообразователе; Р—давление, под которым расплав подается в отверстие формообразователя; Rо—радиус кривизны профильной кривой столба расплава; q—угол смачивания расплава с формообразователем; a0, a01 — углы сопряжения столба расплава с вытягиваемым кристаллом и поверхностью формообразователя; t — толщина стенок формообразователя;
g — угол наклона стенок в отверстии формообразователя; А и В — верхняя н нижняя кромки формообразователя соответственно; 1 — горизонтальная поверхность формообразователя; 2—столб расплава; 3—расплав;. 4— фронт кристаллизации; 5 — формообразователь; 6 — вытягиваемый кристалл.
(рис 7)
Зависимость высоты столба расплава в отверстии формообразователя h от диаметра вытягиваемого кристалла d при различных значениях давления расплава, мм рт. ст.:
1 – 6; 2 - 7; 3 – 8; 4 - 10 ; пунктирная кривая — расчетная
Если сформированный столб расплава соответствует оптимальному давлению расплава, то даже при значительных смещениях положения фронта кристаллизации диаметр вытягиваемого кристалла сохраняется постоянным но его длине (рис. 7, кривая 3). В этом случае столб расплава близок к цилиндрическому.
При давлении расплава больше оптимального диаметр кристалла равен диаметру отверстия в формообразователе лишь при малой высоте столба расплава (рис. 7, кривая 4).
С увеличением высоты фронта кристаллизации происходит растекание столба расплава и процесс формообразования становится неуправляемым.
Можно определить величину оптимального давления расплава Ропт, которое необходимо для создания цилиндрического столба расплава, решая капиллярное уравнение Лапласа. Если R0®¥, a0»a01»p/2, то имеем:
 (22)
(22)
где rср.—средняя величина второго главного радиуса, характеризующего поперечное сечение столба расплава (в первом приближении можно принять r = rср).
Если профильная кривая столба расплава описана как Rо, то изменение радиуса столба расплава с высотой дается выражениями:
![]() (23)
(23)
 (24)
(24)
где R0 - радиус кривизны периметра фронта кристаллизации.
Отсюда следует, что чем больше Ro, тем меньше колебания высоты столба расплава сказываются на постоянстве размеров кристалла. При экспериментах получены стержни германия диаметром 7,62+0,02 мм (при давлении расплава 3,4 гс/см2 и высоте столба расплава 0,5мм) и 7,75+0,03 мм (при давлении расплава 3,2 гс/см2 и высоте столба расплава 0,8 мм). Диаметр отверстия в формообразователе в обоих случаях был равен 8,0 мм.
Рассмотренные выше условия стационарного процесса вытягивания предполагают, что форма и размеры поперечного сечения затравки идентичны соответствующим параметрам профильного кристалла.
Решая уравнение теплового баланса и учитывая распределение температур в жидкой фазе, можно получить выражение для высоты столба расплава:
 (25)
(25)
где
р—плотность вещества;
f—скорость вытягивания;
L—удельная теплота плавления;
lж, lТВ—коэффициент теплопроводности расплава и твердой фазы соответственно;
T0— температура кристаллизации;
Tж—температура жидкой фазы (столба расплава в точке с координатой у);
Tb.ж —то же, в точке у =0;
![]() — градиент температуры в кристалле.
— градиент температуры в кристалле.
Основными параметрами, позволяющими управлять положением фронта кристаллизации, являются Tж0, dTТВ / dy, f. Если изменение высоты фронта кристаллизации от значения y1 до значения y2 происходит в результате соответствующего изменения температуры расплава от Тж, до Tж0, то
![]() (26)
(26)
Аналогично при изменении скорости вытягивания
![]() (27)
(27)
Изменение градиента в твердой фазе вызовет изменение высоты фронта кристаллизации:
![]() (28)
(28)
Эксперименты показали, что при вытягивании прямоугольных кристаллов с поперечным сечением 40Х35 и 8Х80 мм или труб диаметром 40 мм с использованием затравок стационарное состояние устанавливается на длине кристалла 10—15 см.
Из основных результатов расчетов сделаны следующие выводы:
1. Максимальная высота жидкого столба уменьшается с ростом положительного градиента поверхностного натяжения (при вытягивании из перегретого расплава).и увеличивается с ростом отрицательного градиента поверхностного натяжения (при вытягивании из переохлажденного расплава). Влияние переохлаждения на высоту жидкого столба гораздо значительнее, чем влияние перегрева.
2. Эффект изменения высоты под влиянием градиента поверхностного натяжения тем больше, чем больше угол, образуемый профильной кривой у кромки формообразователя с горизонталью.
3. С увеличением диаметра отверстия формообразователя (уменьшением кривизны жидкого столба) влияние градиента поверхностного натяжения усиливается.
4. С ростом градиента поверхностного натяжения изменяются положение и форма профильной кривой относительно оси координат. Положительный градиент поверхностного натяжения сдвигает ее вправо, а отрицательный — влево.
Распределение температуры в растущем кристалле дается уравнением теплопроводности. Для определения термических напряжений необходимо решить по крайней мере двумерное уравнение теплопроводности. А. И. Губанов и А. А. Нраньян выполнили расчет распределения температуры в пластинах германия при вытягивании из расплава. Если направление вытягивания совпадает с осью Z, а ось Х перпендикулярна плоскости пластины, то уравнение теплопроводности для стационарных условий запишется в виде
 (29)
(29)
где Т — температура, К;
f — скорость вытягивания;
с — теплоемкость;
р — плотность;
l — коэффициент теплопроводности, который зависит от температуры.
Зависимость К от Т можно представить:
![]() ;
;
где Tкр.ст. — температура кристаллизации;
lкр.ст. -- коэффициент теплопроводности при температуре Ткрист.
б Технологическое оформление процесса кристаллизации
Способ изготовления полуфабрикатов (труб, прутков н т. п.) из полупроводниковых материалов путем непосредственного вытягивания или выпрессовывания из расплава первоначально был исследован А. В. Степановым и С. В. Цивинским.
Первые опыты производили с применением цилиндрических тиглей и поплавков, затем перешли к использованию прямоугольных деталей. Температуру расплава в тигле необходимо поддерживать с точностью ±0,2—0,3°С. Щель формообразователя должна быть расположена на 8—9 мм ниже уровня расплава в тигле. Благодаря этому расплав подается в щель под давлением 5—6 Гс/см2, и можно выращивать монокристаллические пластины длиной до 150 мм без добавления расплава вещества в тигель.
Легирующие примеси вводят при загрузке расплава вещества в тигель, так как наличие графитового поплавка затрудняет добавление лигатуры в процессе плавки. Затравку используют в форме пластины с заданной кристаллографической ориентацией. Затравливание осуществляют, опуская затравку в фильеру до соприкосновения с расплавом.
По данным С. В. Цивннского, на устойчивость процесса кристаллизации сильно влияет форма щели и ее глубина. Использование простой прямоугольной щели, не дает возможности осуществить устойчивый процесс вытягивания тонких лент: лента часто примерзает к стенкам фильеры или отрывается от расплава. Иногда в фильере возникает спонтанная кристаллизация, в результате чего получаются ленты с поликристаллической структурой. Выше при рассмотрении теории капиллярных явлений отмечено, что главной причиной этих трудностей является малая высота столба расплава на краях ленты вследствие значительной кривизны поверхности мениска на этих участках.
Как показали С. В. Цивинский а затем Светс, практически наиболее удобным для уменьшения кривизны поверхности столба расплава на краях ленты оказалось использование щели в форме “гантели”. В этом случае ленты растут с утолщенными краями, к тому же при одном и том же поперечном сечении краевых утолщений можно с одинаковым успехом получать ленты разной толщины и ширины. Если вытягивание осуществлять только через отверстия на концах щели, можно одновременно выращивать два монокристаллических стержня диаметром около 2,5 мм.
Узкие ленты получали с помощью щели длиной 8 мм с круглыми отверстиями на ее концах диаметром 2,5— 3,0 мм. Диаметр утолщенных краев ленты применяли от 2,5 мм в начале вытягивания до 2 мм в конце вытягивания, скорость вытягивания достигала 0,9—1,7 мм/мин.
РИС. 8.
Германиевая монокристаллическая лента толщиной 0,27 мм, полученная способом Степанова:
a — главная плоскость лепты (111);
б — поперечное “гантелеобразное” сечение ленты
С. В. Цивинским были получены также образцы широких лент толщиной 0,27 мм с плоской частью шириной до 22 мм (при поперечном сечении утолщенных краев 2,9—2,0 мм). Фотография образца ленты представлена на рис. 8. Диаметр тигля в этих опытах 80 мм и масса загрузки германия до 250 г. Однако если применять недостаточно глубокие щели (менее 1,4 мм), то не удается реализовать все преимущества формирующей щели с утолщенными краями: процесс вытягивания неустойчив и выход монокристаллов мал.
При выращивании лент с утолщенными краями из более глубоких щелей (3,8—4 мм) процесс вытягивания становится значительно более устойчивым.
Так, изменение температуры примерно на 1° не оказывало существенного влияния на процесс кристаллизации. Вытягиванием из глубоких щелей возможно систематически получать ленты с монокристаллической структурой.
“Гантелеобразная” форма поперечного сечения лент является серьезным недостатком, так как при их использовании для изготовления приборов придется отрезать утолщенные края, что. неминуемо увеличит отходы полупроводникового материала. Но технологически такая форма поперечного сечения ленты удобна. Выращивание германиевых пластин с утолщенными краями позволяло снизить мощность высокочастотного индуктора, формирующего мениск, до оптимальной величины. В некоторой степени можно скомпенсировать повышенную кривизну мениска повышением давления на расплав.
Опытным путем вытягивали монокристаллические пластины длиной до 230 мм (длина хода штока затравкодержателя) через щель длиной от 12 до 60 мм и шириной от 0,5 до 1,5 мм со скоростью несколько миллиметров в минуту. Образцы полученных германиевых пластин показаны на рис. 9. При наилучших условиях ширина полос достигала 30—40 мм; отношение ширины к толщине составляло около 25. Это отношение уменьшается при получении более тонких образцов и равно 8 при толщине 0,5 мм, что можно объяснить влиянием температурного градиента в кристалле на распределение тепловых потерь в области фронта кристаллизации.
 РИС. 9.
РИС. 9.
Образцы германиевых пластин :
a - направление вытягивания <1-10>; главная поверхность (111);
б—<001>,(110);
e—<001>, (010);
г—<-110>,(110).
Количество тепла, отводимого через кристалл, является функцией поперечного сечения ленты, и поддержание термического равновесия при вытягивании тонких лент становится затруднительным.
Оказалось невозможным существенное увеличение скорости вытягивания без нарушения процесса (отрыв кристалла от мениска, кристаллизация расплава в щели и т.п.). Ленты толщиной 0,16 мм при ширине 6 мм выращивали со скоростью 35 мм/мин, а ленты толщиной 0,25 мм и шириной 12 мм вытягивали со скоростью 8 мм/мни [93].
Важной особенностью процесса вытягивания германиевых лент но способу Степанова является наличие зазора между растущим кристаллом и краями щели. На плоской части ленты зазор составлял 10—20 мкм, а в области утолщенных краев 50—100 мкм. Наличие зазора позволяет осуществлять “свободный” рост кристалла, так как лента не подвергается таким значительным механическим воздействиям, которые могут возникать при ее трении о края щели.
Следует упомянуть также интересный экспериментальный вариант способа Степанова, впервые осуществленный Б. М. Гольцманом при получении монокристаллов фторида лития, хлорида алюминия, иодида цезия и др. На дне тигля укрепляли вкладыш, форма поперечного сечения которого близка к форме будущего изделия. Материал вкладыша должен обязательно смачиваться расплавом, тогда расплав сомкнется над ним, образуя “возвышение” такого типа, как показано на рис. 10. Рост профилированного кристалла из области “возвышения” происходил вполне устойчиво.
 В данном случае трудно обеспечить постоянство поперечного сечения кристалла, но зато этот вариант способа Степанова можно легко применить для получения пластин кремния, соединений А3В5 и других веществ, для которых трудно найти материал формообразователя, совершенно не смачиваемый расплавом.
В данном случае трудно обеспечить постоянство поперечного сечения кристалла, но зато этот вариант способа Степанова можно легко применить для получения пластин кремния, соединений А3В5 и других веществ, для которых трудно найти материал формообразователя, совершенно не смачиваемый расплавом.
Классическая схема с формообразующей щелью, вырезанной в поплавке из материала, не смачиваемого расплавом, непригодна для кремния, так как расплавленный кремний хорошо смачивает обычные тигельные материалы, применяемые в полупроводниковой металлургии — кварц и графит.
Разработка электротермического оборудования для внедрения способа Степанова в промышленность потребовала решения ряда специфических проблем, обусловленных чрезвычайной тонкостью процесса. Одними из решающих факторов процесса являются температурные условия выращивания. Температурное поле в технологической области установки оказывает непосредственное влияние на устойчивость формообразования, геометрию, структуру и электрофизические свойства получаемого полупроводникового материала.
Распределение температуры в технологической области должно обеспечивать:
1) горизонтальность плоскопараллельного поля в районе щели формообразователя и в расплаве над ним;
это обусловливает устойчивость формообразования, хорошее качество поверхности ленты, а также равномерность оттеснения примесей от зоны формообразования и, как следствие, равномерность удельного сопротивления по ширине получаемой ленты;
2) заданное значение вертикального градиента температуры в щели формообразователя и возможность управления его величиной; это позволяет добиться устойчивого положения фронта кристаллизации при колебаниях температуры и скорости вытягивания и, как следствие, равномерности удельного сопротивления по длине ленты;
3) надежный перегрев всего объема расплава над областью кристаллизации в зоне у верхнего края формообразователя во избежание спонтанной кристаллизации в расплаве для удобства управлением процессом при затравлении, а также при регулировании температуры и давления;
4) заданное значение вертикального градиента температуры в растущей ленте вблизи фронта кристаллизации и отсутствие градиента по ширине ленты, что позволяет достигнуть совершенства структуры получаемого материала.
Распределение температуры в рабочей области всецело определяется конструкцией тепловой зоны установки (формой и расположением нагревателей, тигля, формообразователя и системы экранов), причем условию высокой чистоты рабочего пространства удовлетворяет практически единственный конструкционный Материал тепловой зоны—графит.
Наряду с созданием требуемого температурного поля в рабочей области необходимо также жесткое поддержание распределения температуры во времени. Это предъявляет весьма высокие требования к системе автоматического регулирования температурного режима выращивания. Даже малые отклонения температуры ведут к ухудшению структуры материала, к неравномерности распределения примесей, а также могут вызвать нарушение геометрии ленты.
Важным фактором процесса, обусловливающим качество монокристаллов германия, является также стабильность скорости вытягивания, отсутствие толчков и вибрации. Установка для выращивания ленты германия должна иметь прецизионный механизм вытягивания и электропривод, включающий замкнутую систему регулирования скорости с высокой точностью.
Одновременное выращивание монокристаллов германия на несколько затравок—трудная техническая задача, и, по-видимому, наиболее просто необходимые качество монокристаллов и воспроизводимость геометрических размеров могут быть получены именно при использовании способа Степанова.
Для одновременного выращивания шести монокристаллов германия в форме цилиндрических стержней был применен формообразователь, имеющий шесть отполированных и покрытых пироуглеродом отверстий. Уровень расплава в формообразователе поддерживали постоянным, поднимая тигель на заданную высоту по сигналу, поступающему от электрического контактного устройства (расплав—графитовый штырь). Выращивание вели из столбика расплава высотой 1—2 мм. В результате этого образование кристалла происходило на небольшом расстоянии от поверхности формообразователя. В процессе выращивания измеряли температуру в технологической зоне и под дном тигля хромель-алюмелевыми термопарами.
Сравнение изменений температуры в технологической зоне и под дном тигля при колебаниях напряжения на нагревателе позволило установить, что характер и величина этих изменений идентичны, поэтому измерение температуры под тиглем может быть использовано для определения тепловых условий выращивания монокристаллов в технологической зоне. Кроме того, установлено, что эти изменения воздействуют на диаметр монокристалла, т. е. между температурой в зоне кристаллизации и диаметром монокристалла существует корреляция.
Изменение температуры на 0,5—1 град практически не влияет на диаметр стержней. Скачкообразное изменение скорости вытягивания от 1,5 до 2 мм/мин приводит к изменению диаметра на 0,35 мм и вызывает изменение температуры в технологической зоне па 3 град. Однако на существующих установках колебания скорости составляют доли процента, поэтому соответствующие им изменения условии роста практически не оказывают влияния на величину диаметра кристаллов.
При выращивании одного стержня по способу Степанова удастся обеспечить величину разброса диаметра по длине слитка в пределах ±0,15 мм. В более общем случае, т.е. при многостержневом процессе, не удастся без принятия специальных мер добиться того, чтобы температурные, капиллярные, геометрические и другие условия в каждом из отверстии формообразователя были одинаковыми. В связи с этим возникает разброс величин диаметра по группе выращенных монокристаллов, который существенно превышает разброс по диаметру каждого индивидуального слитка и достигает обычно нескольких миллиметров. Опыт показывает, что разброс по группе не удастся уменьшить применением схем контроля и регулирования, воздействующих на всю многостержневую систему в целом. Требуется стабилизация условий в каждом отдельном отверстии формообразователя.
Наиболее сильно воздействующим на диаметр кристалла фактором является положение расплава относительно формообразователя, т. е. высота и диаметр столбика расплава над отверстием формообразователя. При максимально возможном приближении фронта кристаллизации к верхней кромке формообразователя можно получить слитки с разбросом по диаметру ±0,15 мм при точности стабилизации температуры под дном тигля ±2 град. При высоте столбика меньше 0,5—1 мм на растущем слитке возможно образование “затиров”, в результате чего возрастает вероятность образования поликристаллов.
Для идентификации и стабилизации размеров столбика расплава в каждом отверстии формообразователь выполняли в виде конической втулки с резьбовым соединением. Применение таких втулок позволило регулировать расположение расплава по отношению к формообразователю и тем самым компенсировать неодинаковость начальных условий роста монокристаллов в каждом из отверстий. В результате разброс диаметров по партии монокристаллов уменьшился до ±0,2 мм.
Дальнейшее усовершенствование конструкции теплового узла, в частности, разработка прямоугольной тепловой зоны позволила перейти к загрузке 3 и даже 7,5 кг германия с одновременным выращиванием до 21 прутка германия диаметром 8--9 мм и длиной 500 мм Такая конструкция обеспечивает улучшение визуального контроля процесса роста и способствует снижению осевого температурного градиента в кристаллах, а следовательно, и улучшению их структуры. В отдельных экспериментах все выращиваемые прутки (21 шт.) были свободны от дислокации. Прямоугольная тепловая зона оказалась пригодной также для группового выращивания германиевых кристаллов в форме пластин 7x120 мм и длиной до 400 мм.
Способ Степанова может быть применен для выращивания не только тонких и длинных прутков и лент, но и монокристаллов различной формы с увеличенной площадью поперечного сечения. Такие монокристаллы германия необходимы, например, для инфракрасной оптики.
Получают монокристаллы круглого сечения диаметром 100 мм и квадратного сечения со стороной 75 мм. Круглые кристаллы выращивали в направлении [111], квадратные—в направлении [100].
При выращивании монокристаллов но способу Степанова были проведены исследования действия электрического тока в цепи кристалл—расплав на интенсивность и период полосчатости в кристаллах. Монокристаллы выращивали в направлении [111] и легировали сурьмой для получения удельного сопротивления 5—10 Ом •см. Диаметр монокристаллов составлял 16 мм; плотность тока повышали от 0 до 50 А/см2 при выращивании одного и того же кристалла. В слитках, полученных по способу Степанова, обнаружено уменьшение амплитуды и шага полосчатой неоднородности, которое не зависит от направления тока и связано только с выделением тепла Джоуля (т. е. тепло Джоуля превышает тепло Пельтье). Механизм действия электрического тока не вполне ясен. Существенно отметить, что параметры неоднородности контрольных слитков, выращенных в аналогичных условиях по методу Чохральского, практически не изменялись при пропускании электрического тока. Однако при выращивании германиевых лент по способу Степанова действия пропускаемого электрического тока не ограничиваются влиянием на характер полосчатости в монокристаллах. Путем пропускания постоянного электрического тока через границу фаз можно управлять формой фронта кристаллизации при выращивании ленточных кристаллов. Для выбора значении плотностей тока, необходимых для управления формой фронта кристаллизации, следует учитывать соотношение теплот Пельтье и Джоуля, которые соответственно равны:
![]() и (30)
и (30)
где Р— коэффициент Пельтье;
R— общее сопротивление участков жидкости и кристалла, примыкающих к фронту кристаллизации;
j— плотность тока.
При одном направлении тока эти эффекты будут складываться, при другом вычитаться.
Если плотность тока такова, что WДж > WП то фронт кристаллизации на данном участке поднимется. Если WДж < WП то опустится. При равенстве теплот Джоуля и Пельтье (WДж = WП) пропускание тока не вызовет изменении формы фронта кристаллизации. Соответствующая равновесная плотность тока будет, очевидно, равна:
![]()
Принципиальная схема подвода электрического тока к растущему кристаллу показана па рис.11. Такая схема позволяет выравнивать несимметрично перекошенный фронт кристаллизации. Для выравнивания выпуклого или вогнутого фронта необходима установка контактов с обеих сторон ленты и подвод тока с помощью двух независимых электрических цепей. Были опробованы контакты, закрепленные на ленте, и скользящие контакты, а также три вида токоподводов: жесткая графитовая щетка, кисточка из графитовых волосков и графитовая щетка с наклеенным на нее графитовым полотном. Наилучшим оказался последний токоподвод. Он позволял пропускать токи до 8 А, что соответствовало плотности тока около 20 А/см2. Визуальные наблюдения показали, что пропускание электрического тока позволяет управлять формой фронта кристаллизации (что особенно важно на стадиях затравления и в начальный период роста ленты), а также оказывает влияние на морфологию поверхности растущей ленты.
Рис. 11.
Принципиальная схема управления формой фронта кристаллизации:
/—тигель; 2—расплав; 3 — нагреватель; 4—формообразователь; 5—фронт кристаллизации; б— кристалл; 7 — скользящий токоподвод; в—блок изменения силы и направления тока; 9—нижний шток; 10—линии распределения тока85
 Формообразователь был изготовлен таким образом, что его теплопроводность в направлении вытягивания была в 30 раз меньше теплопроводности в плоскостях, перпендикулярных направлению вытягивания. Это позволило получить в центральной части формообразователя строго горизонтальное плоскопараллельное температурное поле, тогда как по краям формообразователя изотермические поверхности имели крутой подъем. Таким образом, с одной стороны, обеспечивается равномерное распределение температуры в зоне кристаллизации, с другой—надежный перегрев всего объема расплава.
Формообразователь был изготовлен таким образом, что его теплопроводность в направлении вытягивания была в 30 раз меньше теплопроводности в плоскостях, перпендикулярных направлению вытягивания. Это позволило получить в центральной части формообразователя строго горизонтальное плоскопараллельное температурное поле, тогда как по краям формообразователя изотермические поверхности имели крутой подъем. Таким образом, с одной стороны, обеспечивается равномерное распределение температуры в зоне кристаллизации, с другой—надежный перегрев всего объема расплава.
Перегрев поверхности расплава вблизи формообразователя в торцовой стенки тигля составляет соответственно 32 и 45 град. При использовании формообразователя из обычного графита эти величины составляли 3 — 6 град.
Сравнивались также формообразователи из графита, кварца и пироуглерода, стенки щели которых были покрыты сажей [НО]. Выяснилось, что сажевое покрытие, играя роль демпфирующего слоя, препятствует образованию поверхностных дефектов на ленте даже при значительном снижении фронта кристаллизации. Нанесение сажевого покрытия позволило использовать для выращивания германиевой ленты формообразователь из кварца, достоинство которого в длительном сохранении его верхней кромки, так как благодаря этому на выращенных лентах отсутствуют поверхностные дефекты в виде продольных полос. Существенным недостатком сажевого покрытия является его недолговечность: через каждые 2—3 процесса необходимо наносить новое покрытие.
Поиски подходящего материала формообразователя оказались особенно трудными при выращивании способом Степанова монокристаллов кремния. Главные требования к этому материалу—несмачиваемость расплавом кремния, отсутствие химического взаимодействия с кремнием и отсутствие примесей, способных переходить в расплав кремния [110, 111].
Изучалась пригодность тугоплавких бескислородных соединений для изготовления тиглей и формообразователей [110, 111]. Были опробованы силицированный графит (смачивается кремнием и частично взаимодействует с ним), карбид кремния (взаимодействует с кремнием и смачивается расплавом германия), алюмонитрид бора (расплавом германия не смачивается, кремний после кристаллизации не отделяется от тигля из алюмонитрида бора), нитрид бора (с кремнием не взаимодействует и не смачивается, но после кристаллизации кремний отделяется от тигля с трудом), азотированный карбонитрид бора (имелись следы постепенного разрушения поверхности тигля вследствие взаимодействия с расплавленным кремнием, в кремний в большом количестве переходил в качестве примеси бор), борированный графит (масса тигля уменьшилась на 0,5% после пяти плавок кремния, расплавленный германий с борированный графитом не взаимодействует).
Конструктивная особенность выращивания профильных монокристаллов
Рассмотрим формообразователь с отверстием произвольного контура из несмачиваемого расплавом материала, например графита (краевой угол смачивания 0 > p/2). Формообразователь постепенно погружается в расплав (рис. 12,а), проходя ряд последовательных положений — от I до V. В положении формообразователь касается расплава нижней плоскостью. Давление, при котором расплав подается в щель (Р), равно нулю, а угол между стенкой щели и поверхностью расплава g=p/2.
При дальнейшем погружении формообразователя угол у увеличивается вплоть до величины q. В момент, когда глубина погружения равна (t0+t), линия контакта расплава в формообразователе совпадает с его верхней кромкой (положение IV), и при последующем повышении давления должно иметь место условие “зацепления”. При этом угол g растет до значения 0+л/2, т.е. достигает угла смачивания с горизонтальной поверхностью формообразователя. Дальнейшее погружение формообразователя приводит к растеканию капли.
Как следует из приведенного рисунка, положения II—V соответствуют выпуклым столбам расплава, которые могут быть образованы внутри формообразующего отверстия (положения I - III) или над ним (IV—V). Таким образом, образование столба расплава происходит в формообразователе под действием давления расплава без затравки.
Произведем касание затравки с мениском типа IV или V в предположении, что площадь сечения затравки много меньше площади формообразующего отверстия. При этом образуется граница фазовый переход—фронт кристаллизации и устанавливается его начальное положение (VI).
И, наконец, собственно выращивание кристалла включает в себя ряд переходных состояний фронта кристаллизации—от начального положения V! до положения VIII.
РИС. 12.
Последовательные стадии формирования столба расплава при выращивании сплошных (цилиндрических) (а) и полых трубчатых (б) монокристаллов германия :
1—формообразователь;2—расплав; 3—граница раздела фаз;4 — кристалл
Формообразователи могут быть различных видов. Схематически некоторые из возможных видов формообразователей приведены на рис. 13. На рис. 14 представлены примеры различных вариантов размещения расплава,- из которого производится вытягивание кристалла. Для поддержания постоянства уровня расплава но отношению к формообразующему устройству можно применят различные системы регулирования, в том числе уже применяемые в полупроводниковой металлургии (например, плавающий тигель и другие способы подпитки расплава). На рис. 15 показаны возможные схемы поддержания постоянства уровня расплава при выращивании кристаллов способом Степанова.
Одновременно с выращиванием монокристалла предполагаются возможными последовательная н непрерывная термообработка или нанесение слоев других веществ. В процессе кристаллизации можно получить многослойные структуры с распределенными p n переходами. Следует отметить, что для получения монокристаллических слоистых структур совмещение этих процессов является рациональным лишь при выращивании профилированных кристаллов необходимой формы и с достаточно высоким качеством поверхности. Способ непрерывного выращиванием p n перехода.
РИС. 13.
Схема некоторых возможных видов формообразователей:
 а — дополнительное регулирование температуры в зоне формообразования за счет отдельною подогрева щели формообразователя; б—формообразователь—экран помещен под поверхность расплава так, чтобы на поверхности жидкости был изгиб необходимой формы;1—расплав; 2—формообразователь; 3— крышка, закрывающая поверхность расплава; 4— нагреватель
а — дополнительное регулирование температуры в зоне формообразования за счет отдельною подогрева щели формообразователя; б—формообразователь—экран помещен под поверхность расплава так, чтобы на поверхности жидкости был изгиб необходимой формы;1—расплав; 2—формообразователь; 3— крышка, закрывающая поверхность расплава; 4— нагреватель
 (рис.14)Примеры размещения расплавов
(рис.14)Примеры размещения расплавов
а — в тигле; б — на поверхности твердого куска, из которого выращивают монокристалл; в—в расплавленной зоне, образованной поддерживающим огнеупорным цилиндром;
г—на “пьедестале”;
1 — растущий кристалл; 2 — формообразователь; 3 — расплав; 4 — твердый материал для плавки; 5—тигель; 6—держатель расплава; 7—индуктор для плавления; 8—опора, для формообразователя.
Выращивание полупроводникового кристалла с р— л-переходом начинают с одновременного введения в формующие отверстия необходимой формы двух раздельно укрепленных затравок. В формообразователи подается расплав с определенной легирующей добавкой. Столбики расплава от обеих затравок соединяются вместе, в результате чего вытягивается единый слиток с р—/г-переходом вдоль вертикальной оси. Поскольку кристаллизация расплава происходит несколько выше края формующего устройства, получающиеся кристаллы обладают совершенной структурой.
Далеко не все из приведенных на рис. 13—15 вариантов аппаратурных решений применяются в настоящее время на практике. Но это свидетельствует лишь о больших, еще не исследованных, потенциальных возможностях способа Степанова. Основным отличием способа Степанова от способа Чохральского является применение того или иного формообразователя, роль которого не ограничивается управлением капиллярными условиями кристаллизации. Формообразователь выравнивает тепловое поле вблизи области столба расплава, экранирует тепловое поле расплава в тигле от теплового поля в столбе расплава и в растущем кристалле, уменьшая тем самым колебания температуры вблизи фронта кристаллизации; обеспечивает создание любой желаемой симметрии теплового поля, что особенно важно при выращивании монокристаллов различной ориентации; влияет на распределение дислокации и примесей в вытягиваемом кристалле.
 рис. 15.
рис. 15.
Схемы поддержания постоянства уровня расплава по отношению к формообразователю:
а—система с опусканием формообразователя; б—система с подъемом тигля; в — регулирование уровня расплава; г—подпитка расплава;
1—растущий кристалл; 2—формообразователь; 3—расплав; 4—электромеханический привод; 5—пневматическая система регулирования уровня расплава; 6—система подпитки расплава
Область применения профильных монокристаллов
Несмотря на успехи, достигнутые в области выращивания профильных полупроводниковых монокристаллов, и в первую очередь — германия, применение таких монокристаллов в полупроводниковом приборостроении еще сопряжено со значительными трудностями, которые обусловлены несколькими причинами.
Во-первых, технология выращивания германия и кремния методом Чохральского совершенствовалась десятилетиями, и профилированный материал вряд ли сможет превзойти по качеству стандартные слитки. При этом следует учитывать, что технология наиболее массовых типов германиевых диодов и транзисторов детально отработана применительно к этому стандартному исходному материалу, и прибористы совершенно не заинтересованы в дополнительных капиталовложениях на корректировку технологии изготовления приборов для перехода на профильные монокристаллы, если только это не приводит к существенному повышению выхода годных приборов или снижению их себестоимости.
Вторая причина трудностей заключается в том, что весовая производительность процесса выращивания профильных монокристаллов сравнительно низка, а себестоимость профильного Германия выше, чем себестоимость слитков, выращенных способом Чохральского, и это сводит к минимуму экономический эффект, обусловленный сокращением потерь дефицитного полупроводникового материала.
Наконец, третья причина заключается в том, что исследовательские работы по технологии выращивания профильных кристаллов, естественно, опережают исследования но применению полученных кристаллов в приборах, и этот сдвиг может быть преодолен лишь через несколько лет.
Поэтому основным направлением технической политики при определении первоочередных областей применения профильных монокристаллов является их опробование в таких новых типах полупроводниковых приборов и в таких новых процессах, где рациональная геометрическая форма профильных монокристаллов может оказаться решающим фактором. Одним из характерных примеров является использование монокристаллических германиевых труб для изготовления германий-литиевых детекторов g-излучения с n—i—р - структурой. В отличие от диодных и транзисторных устройств, имеющих рабочий объем порядка нескольких кубических миллиметров, детекторы g - излучения изготавливаются из кусков монокристаллического германия объемом от 3 до 150 см3. Конструктивно германий-литиевые детекторы подразделяются на пленарные и коаксиальные с рабочим объемом 3--I5 см'1 и 15—150 см3 соответственно. Трубообразный коаксиальный детектор с двумя открытыми концами является в настоящее время наиболее совершенным устройством.
Специфика n—i—p-структуры, выполненной в таких больших объемах, предъявляет особые требования к величине и степени однородности плотности дислокации как параметра, определяющего вольтамперную характеристику детектора. Оптимальная величина плотности дислокации находится в интервале 103-104 см-2 без скоплении и малоугловых границ.
Трубчатые полупроводниковые монокристаллы могут быть использованы также для расширения рабочего диапазона мощных выпрямителей и других приборов. В таких приборах р—n-переход должен быт;; коаксиален боковой цилиндрической поверхности. Элемент герметизируется между двумя медными цилиндрами, причем пространство между стенками корпуса и полупроводниковым элементом заполняется с обеих сторон ртутью, выполняющей роль электрода. При такой конструкции обеспечивается интенсивное двустороннее охлаждение кристалла.
Монокристаллы антимонида индия трубчатой формы предложено применять при изготовлении низковольтных силовых преобразователей электрического тока, основанных на использовании гальваномагнитного эффекта изменения электросопротивления в магнитном поле.
Экспериментальные и расчетные данные свидетельствуют и том, что применение магниторезисторов из антимонида индия позволяет расширить диапазон преобразуемых напряжений в сторону низких значении напряжений до десятых долей вольта при к. п. д. преобразования до 67%. Чтобы получить высокий к. п. д. преобразования при достаточно низких напряжениях, магниторезистор должен иметь форму тонкого кольца, внутренняя и внешняя окружности которого являются токовыми электродами (диск ,Корбино). Размеры кольца определяются конкретной конструкцией преобразователя. Преобразователь, рассчитанный на 1 кВт полезной мощности, может содержать до 50 таких колец, соединенных в параллельные цепи.
Способ Степанова позволяет легко осуществить выращивание ленточных бикристаллов германия с искусственными двойниковыми, симметричными и несимметричными границами. Так как уже известны полупроводниковые приборы, использующие свойства межзеренных границ, то представляет интерес опробование профилированного материала в приборах этого типа.
Перспектива применения германиевых лент и пластин большой площади и качестве подложек привлекает внимание многих исследователей. Есть возможности создания фотодиодов на основе эпитаксиальных слоев арсенида галлия, осажденных на германиевых лентах, полученных но способу Степанова с использованием плавающего формообразователя и гибко подвешенного затравкодержателя. Естественная поверхность ленты на лучших участках имела неровности высотой менее 1 мкм, а на остальных участках была не хуже, чем поверхность обычного германия после химической полировки (~2—3 мкм). Плотность дислокации составляла в среднем 104 см~2, удельное сопротивление ленты 10 Ом-см (разброс не более 5—7%). Образцы были легированы галлием и имели проводимость p-типа.
На полученных структурах были изготовлены фотолитографическим методом мезафотодиоды. Приборы, изготовленные с использованием монокристаллических германиевых лент, обладали практически такими же параметрами, как и приборы контрольной серии, и даже несколько более высокой интегральной чувствительностью, что было обусловлено меньшей толщиной осажденного на лентах слоя арсенида галлия.
Профильные монокристаллы и поликристаллы кремния, полученные способом Степанова, опробовали при изготовлении солнечных фотопреобразователей. Кристаллы кремния р-типа сечением 3х26 мм и 10х20 мм с удельным сопротивлением в диапазоне от 0,1 до 15 Ом-см.
Что касается профильного кремния, то, по зарубежным данным Г1241, монокристаллы в форме пластин и лент представляют наибольший интерес в качестве подложек большой площади для интегральных схем, а также для солнечных батарей.
Примеры на основе кремния
О выращивании кристаллов кремния различного профиля из кварцевого тигля с формообразователями из нитрида бора и борированного графита некототорые данные: диаметр отверстия в формообразователе при выращивании кристаллов круглого сечения был равен 10 мм. При этом разница между уровнем расплава в тигле и высотой верхнего края отверстия, характеризующая давление расплава кремния в отверстии формообразователя, составляла в зависимости от примененного материала и условий процесса 3—5 мм. Кремниевая монокристаллическая затравка представляла в сечении квадрат 3Х3 мм и имела кристаллографическую ориентацию [111].
Выращивание проводили в вакууме »10-3 мм рт. ст. Условия процесса подбирали так, чтобы мениск расплава над отверстием формообразователя был выпуклым, контакта поверхности растущего кристалла с кромкой формообразователя не происходило. Если по каким-либо причинам фронт кристаллизации опускался, управление процессом затруднялось, рост кристалла становился неустойчивым.
Выращивание ленточных кристаллов кремния было более сложным, чем выращивание кристаллов круглых профилей, в основном из-за трудности поддержания постоянного теплового режима. После прекращения процесса обнаруживалось, что оставшийся кремний после затвердевания прочно соединен с материалом формообразователя, и дальнейшее применение последнего невозможно. В этом случае для сохранения формообразователя целесообразно отделять его от расплавленного кремния специальным приспособлением.
Были получены кристаллы кремния круглой формы и кремниевые ленты сечением 4Х13 мм. Диаметр круглых кристаллов отличался от заданного формообразователем на ±0,1 мм, ширина ленты — на ±0,2 мм, толщина ленты выдерживалась без отклонений. Структура полученных кристаллов крупнокристаллическая; лишь один из плоских кристаллов на длине около 40 мм от начала имел монокристаллическую структуру, затем перешел в двойник и далее — в поликристалл. Обнаружено резкое уменьшение удельного электросопротивления кристаллов по сравнению с исходным материалом, имевшим электросопротивление порядка 10 Ом-см, что свидетельствует о диффузии бора Из материала формообразователя в расплав.
Нарушения монокристалличности в самом начале процесса выращивания можно объяснить недостаточной чистотой материала формообразователя и отсутствием симметрии теплового поля. Эти результаты в целом являются обнадеживающими, но, конечно, задача подбора, подходящего по всем показателям материала формообразователя для выращивания кремниевых лент, очень трудна и еще далека от окончательного решения.
Для Кремния, а возможно и для некоторых соединений AШBV, более перспективно использование вариантов способа Степанова с формообразователями, смачиваемыми расплавом. Такой вариант разработан, в частности, фирмой “Тусо Laboratories” применително к получению кристаллов сапфира и кремния с различной величиной и формой поперечного сечения.
|
|

Рис16.Схема процесса выращивания кремниевой ленты по методу пленочной подпитки при краевом ограничении роста:
1 — кварцевый тигель внутри сусцептора;
2—держатель формообразователя; 3—кремниевая лента; 4—столбик расплава; 5—индуктор; б—капиллярный канал формообразователя; 7 — расплалав
В литературе этот вариант получил название “выращивание с пленочной подпиткой при краевом ограничении роста” (иначе метод EFG как сокращение английского названия edge— defined, film—fed growth). Метод выращивания кремниевых лент с пленочной подпиткой при краевом ограничении роста применяет также фирма “Dow Corning Corp.”.
Схема выращивания кремниевой ленты приведена на рис.16. Расплав поступает из тигля на верхнюю плоскость формообразователя через узкий капилляр длиной до 12 мм за счет сил смачивания и останавливается у края внешнего периметра формообразователя благодаря изменению на 90° эффективной величины контактного угла.
При вытягивании профилированного сапфира в качестве материала формообразователя применяют вольфрам. Для вытягивания кремния формообразователь можно изготавливать из спеченного карбида кремния или графита. Перспективным материалом является также спеченная смесь порошков SiC—SiO2.
В качестве достоинств метода отмечаются следующие.
1. Возможность выращивания кристаллов любой желаемой формы поперечного сечения (трубки, нити, пластины и тонкие ленты).
2. Устойчивость процесса роста кристалла к механическим воздействиям и температурным флуктуациям, которые приводят лишь к перемещению фронта кристаллизации по высоте столбика расплава, не нарушая форму поперечного сечения кристалла.
3. Возможность выращивания на затравки с различной кристаллографической ориентацией.
4. Условия роста, способствующие хорошему отводу теплоты кристаллизации, обеспечивают высокую скорость кристаллизации и значение эффективного коэффициента распределения легирующих примесей между твердой и жидкой фазами, близкое к 1. Таким образом, содержание легирующей примеси в кристалле практически совпадает с содержанием примеси в расплаве.
5. Метод хорошо применим для выращивания профильных монокристаллов различных веществ (сапфира, тнталата бария и магния, фторида лития, сплава медь — золото, а также различных эвтектических материалов анизотропными свойствами).
Следует указать, что характеристики метода формообразования, примененного фирмой “Тусо Laboratories”, практически полностью совпадают с основными характеристиками одного из вариантов способа Степанова, предложенного и опробованного ранее С. В. Цнвиискнм, Ю. И. Контевым п А. В. Степановым, которые использовали вольфрамовые нагреватели, смачиваемые расплавом германия, для вытягивания монокристаллов в форме пластины и труб. Поэтому нельзя согласиться с авторами, которые считают особенностью способа Степанова использование несмачиваемых расплавом формообразователей и противопоставляют на этом основании способу Степанова разработанную ими технологию. Исследование различных видов чистого графита, а также графита, покрытого пленкой карбида кремния, показало, что для изготовления формообразователя наиболее подходящим по физическим свойствам является графит высокой плотности (более 1,9 г/см3) с зерном малого размера (менее 20 мкм).
В связи с тем, что проблема создания материала формообразователя, не взаимодействующего с расплавом кремния и не загрязняющего его, все еще окончательно не решена, советские исследователи уделяли большое внимание разработке методов формообразования, основанных на электродинамическом воздействии на расплав. Возможность осуществления такого варианта была отмечена в ряде работ А. В. Степанова, рассмотренных выше. Бесконтактное формообразование позволяет надеяться на получение более чистого выращиваемого материала и с более совершенной структурой. Часть экспериментов но выращиванию лент с использованием электродинамического воздействия на расплав проведена на модельном материале — олове. При ведении процесса по схеме, показанной на рис. 17а, наблюдалась нестабильность геометрии столба расплава. Вследствие этого колебалась толщина получаемой ленты и были случаи электрического пробоя с индуктора на расплав. Намного лучшая стабильность процесса получена при использовании комбинированного контактного и электродинамического формообразователя (рис. 176). Петлевой индуктор располагается во внутренней полости фигурного керамического формообразователя. Последний одновременно служит электрической изоляцией индукторов от расплава.. При включении индуктора расплав выдавливается вверх, и над верхним краем формообразователя образуется устойчивый достаточно высокий столбик расплава. При этом отсутствует непосредственный контакт зоны формообразования с керамикой, но не исключается возможность загрязнения расплава примесями материала контактного формообразователя.
Поэтому вполне понятно стремление исследователей разработать способ полностью бесконтактного электро - магнитного формообразования. В основу технологии может быть положена известная схема процесса бестигельного вытягивания с пьедестала: верхний торец цилиндрического слитка большого диаметра оплавляется индукционным способом; расплав удерживается силами поверхностного натяжения; затравку опускают в расплав и начинают вытягивание слитка меньшего диаметра, чем расплавляемый (питающий) слиток. Для электромагнитного профилирования применен индуктор специальной формы из медной водо - охлаждаемой трубки диаметром 4 мм. Авторы указывают, что расплав, отжимаясь от гантелеобразной петли индуктора, приобретает форму валика. Индуктор в процессе вытягивания опускается, а расходуемый пьедестал вращается и оплавляется. Частоту тока следует выбирать, исходя из следующих соображений: индуктор должен создавать на торце пьедестала расплавленную зону; электродинамическое воздействие на расплав под фронтом кристаллизации должно быть максимальным для создания определенной формы столба расплава при минимальном тепловом воздействии на вытягиваемый кристалл.
Расчет показал, что при выращивании пластин толщиной 2 - 4 мм оптимальной является частота тока порядка единиц мегагерц. Опытные плавки проводили на серийной установке, предназначенной для вертикальной бестигельной зонной плавки кремния, на частоте 5,28 МГц в атмосфере водорода и в вакууме. Выращивание осуществляли на затравках, вырезанных в направлениях <111> и <112>. Методом электромагнитного формообразования были получены кремниевые пластины шириной до 27 мм и толщиной 4—7 мм. Некоторые выращенные пластины были монокристаллическими.
Существенно, что при выращивании профилированных кристаллов способом бестигельного вытягивания с пьедестала важным параметром является высота фронта кристаллизации над поверхностью расплава. Увеличение или уменьшение высоты фронта кристаллизации приводит к изменению линейных размеров профиля кристалла — толщины и ширины. При отклонении формы индуктора от симметричной наблюдается неравномерность температуры расплава у фронта кристаллизации, следствием чего может быть перекос фронта но ширине пластины. При этом в процессе вытягивания пластина искривляется и “уходит” из щели в расширенную часть индуктора. Форма кристалла в этом случае отличается от задаваемой индуктором.
В результате этих экспериментов, выполненных во Всесоюзном научно-исследовательском институте токов высокой частоты им. В. П. Вологдина, выяснена возможмоность проведения расплавления торца пьедестала и профилирования выращиваемого кристалла на одной частоте одним и тем же индуктором.
РИС. 17.
Схема выращивания профильных кристаллов с применением электродинамического формообразования (а) и комбинированного контактного и электродинамического формообразования (б):
1 — индуктор; 5 — расплав; 3 — сформированный столб расплава; 4—затравка; 5—тянущий шток; б— вспомогательный контактный формообразователь
Во Всесоюзном научно-исследовательском институте электротермического оборудования проведены исследования различных вариантов управления температурным и электромагнитным полями в зоне формообразования с применением высокотемпературного концентратора. Авторы сообщают, что им удалось получить профилированные кристаллы кремния различной формы:
стержни квадратного сечения, пластины, тонкие ленты, а также цилиндрические кристаллы диаметром, близким к половине диаметра пьедестала.
Схема устройства тепловой технологической зоны-показана на рис.18. Кремниевый пьедестал 1 цилиндрической формы, изготовленный простой резкой полученных восстановлением стержней на мерные заготовки, окружен в верхней части высокочастотным индуктором 2, внутри которого расположен, графитовый концентратор электромагнитной и лучистой энергии 3. Конструкция концентратора зависит от формы выращиваемого кристалла. Концентратор может быть изготовлен из любого другого электропроводного материала, допустимого по условиям технологии. От индуктора концентратор изолирован прокладкой 4. В зависимости от требуемой формы поперечного сечения выращиваемого кристалла 5 концентратор может снабжаться контактным формообразователем 6
РИС.18.
Схема устройства тснловоп зоны для выращивания профильных кристаллов кремния с пьедестала:
а—контактное формообразование; б—электромагнитное формообразовяние
. В В простейшем случае такой формообразователь представляет собой пластину с отверстием, форма которого соответствует нужному профилю кристалла.
Для подбора благоприятных температурных градиентов в зоне и для уменьшения потребления высокочастотной мощности может применяться дополнительный подогрев пьедестала любыми известными средствами: с помощью дополнительного индуктора, нагревателей сопротивления, пропусканием тока через пьедестал и т. п. На рис.18 дополнительный подогрев пьедестала условно показан стрелками Q.
При подаче питания на индуктор концентратор разогревается наведенными токами. Геометрию концентратора и величину питающего напряжения подбирают так, чтобы рабочая температура тела концентратора превышала температуру плавления пьедестала. Таким образом, плавление торца пьедестала в такой системе осуществляется как наведенными высокочастотными токами от индукторами концентратора, так и излучением с поверхности концентратора.
Для осуществления электромагнитного формообразования кристалла концентратор снабжен сквозной прорезью, проходящей от наружного диаметра до отверстия в концентраторе, через которое выращивается кристалл. Благодаря сквозной прорези обеспечивается прохождение наведенного в концентраторе тока по контуру его внутреннего отверстия. Электродинамическое взаимодействие этого тока с током, наведенным в расплаве, приводит к формированию столба расплава, близкого но форме к отверстию в концентраторе. Из этого столба расплава возможно бесконтактное выращивание кристалла, как показано на рис. 18б.
При выращивании кристаллов кремния прямоугольного сечения 10Х20 мм2 и 3Х25 мм2 использовали формообразователи из кварца. Установлено, что для воспроизводимости процесса требуется жесткая фиксация относительного расположения элементов системы индуктор — концентратор — формообразователь — экраны. Так как кремний при затвердевании сцепляется с кварцем, фронт кристаллизации должен находиться над верхними кромками формообразователя на оптимальном расстоянии около 0,5 мм. При большем подъеме фронта не обеспечивается хорошего повторения сечением кристалла формы формообразователя.
Если принять скорость растворения кварца 5 — 10 мг/(ч.см2), то при скорости вытягивания 3 мм/мин отклонение поперечного размера кристалла от установленной величины достигает 0,12 мм на длине 500 мм. Различные варианты выращивания профильных кристаллов кремния из расплава в тигле и из переохлажденного расплава на пьедестале с применением высокочастотного концентратора, осуществленны на опытном стенде, выполненном на базе установки “Редмет-1” и генератора ЛЗ-13 с частотой 440 кГц,. В зарубежной патентной литературе также имеется предложение об использовании сил электромагнитного взаимодействия для поддержания полупроводникового расплава при вытягивании монокристалла в форме ленты. Там же отмечается целесообразность проведения термообработки ленты в процессе роста при помощи разогретой плазмы инертного газа, индуктивными токами или теплоизлучением.
Рассмотренные выше литературные данные показывают, что и период 1968—1971 г. в технологии выращивания профильных полупроводниковых монокристаллов способом Степанова совершился качественный скачок:
а) для выращивания германиевых монокристаллов различного, профиля сконструирована, изготовлена и прошла опытно-промышленные испытания аппаратура, пригодная для промышленного применения, причем в основу технологии положено контактное формообразование за счет капиллярных сил в несмачиваемых формообразователях;
б) осуществлено выращивание профильных монокристаллов кремния по нескольким вариантам электромагнитного бесконтактного формообразования и наиболее успешно с применением контактного, смачиваемого расплавом формообразователя.
Работы над выращиванием монокристаллов кремния, по-видимому, находятся еще на этапе решения задачи формообразования и публикаций, посвященных детальному изучению свойств профильных монокристаллов кремния, еще нет. Известно, однако, что в исследовательских лабораториях некоторых крупных фирм США “Texas Instrument”, “Dow Corning Corp.”, “Tyco Laboratories” сравнительно давно работают над получением профильных монокристаллoв кремния в форме лент и пластин, причем получены даже бездислокационные образцы.
Процесс бестигельного вытягивания кремниевых лент с пьедестала с применением механического формообразователя, формирующего мениск расплава, разработанный фирмой “Texas Instrument”, позволяет получать ленты толщиной 500 мкм, шириной 12 мм и длиной до 50 см. Бездислокационные ленты можно получить, если использовать бездислокационную затравку и методику затравливания с образованием тонкой шейки, как это предложено Дэшем для вытягивания бездислокационных слитков. Вытягивание лент производят в направлении <2-1-1>, так что поверхность ленты соответствует грани (111). Однородность удельного сопротивления кремниевых лент обеспечивается в пределах ±10%, поверхность лент не имеет механических нарушений.
Фирма “Dow Corning Corp.” использует для получения кремниевых лент метод выращивания с пленочной подпиткой при краевом ограничении роста (метод EFG). Если материалом формообразователя служит графит, кремниевые ленты содержат примесь углерода в количестве 10 ат. ч на миллион, примесь кислорода в количестве 6 — 40 ат. ч на миллион и меньшее количество других примесей. В настоящее время доказана возможность получения бездислокационных кремниевых лент указанным способом, но кристаллографические дефекты поверхности остаются еще серьезной проблемой.
0 комментариев