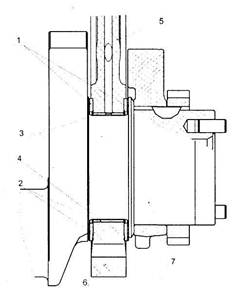
Устройство двигателя
Принцип работы двигателя
Материалы для двигателя. Эксплуатационные материалы
Техническое обслуживание двигателя
Перечень выполняемых работ в объеме технического обслуживания для двигателя
Дефектация деталей двигателя
Сборка двигателя
Послеремонтные испытания. Порядок сдачи готового изделия
Навигация
Дефектация деталей двигателя
Сборка двигателя
71677
знаков
3
таблицы
2
изображения
3.2 Дефектация деталей двигателя
Основная цель дефектации двигателя - определение степени износа и/или повреждения всех его деталей. Это необходимо для того, чтобы, с одной стороны, приобрести необходимые запасные части, а с другой - определить те детали, которые могут быть отремонтированы или восстановлены.
Данный этап ремонта требует определенных навыков, опыта, аккуратности и терпения. После длительной эксплуатации двигатель обычно имеет большое количество изношенных или поврежденных деталей и поверхностей. Вследствие этого не следует полагаться на память - необходимо записывать все размеры изношенных поверхностей и повреждения деталей. Это исключает в дальнейшем уже при сборке обнаружение ранее незамеченных или забытых поврежденных, но не отремонтированных и не замененных деталей и, соответственно, увеличение сроков ремонта двигателя.
Дефектация является достаточно сложным и длительным процессом, предполагает высокую квалификацию и опыт специалистов, выполняющих контроль и измерение деталей. Эта работа возможна только после мойки деталей, иначе выполнить точные измерения невозможно из-за попадания грязи под ножку того или иного измерительного прибора. При проверке и измерении деталей можно ориентироваться на приложение Б, где указаны основные детали и поверхности, требующие обязательного контроля. Результаты измерений и проверок рекомендуется заносить в Акт дефектации, чтобы впоследствии сделать вывод о необходимости ремонта или замены тех или иных деталей.
Особое внимание должно быть обращено на детали со следами ранее выполненного ремонта.
Практика показывает, что пока еще существуют мастерские и "гаражные умельцы", действующие по известному принципу - "после меня хоть потоп". Результатом их "работы" являются кривые коленчатые валы, расточенные под произвольные размеры головки шатунов, "осажденные" (т.е. обработанные по плоскости разъема) крышки шатунов и коренных подшипников, гильзы цилиндров, установленные без натяга в блоке, сорванные резьбы и т.д. и т.п. Обычно более 40-50% "отремонтированных" подобным образом деталей с большим трудом поддаются восстановлению либо вообще неремонтопригодны и требуют замены. Узлы, детали и их поверхности, требующие обязательного контроля при ремонте двигателей.
Для выполнения дефектации надо иметь весь необходимый измерительный инструмент. Отсутствие какого-либо инструмента не позволяет обеспечить высокое качество ремонта, т.к. нельзя достоверно определить состояние и необходимость ремонта или замены большого числа деталей двигателя.
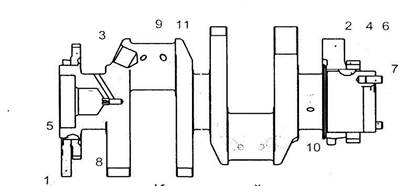
Дефектация вала проводится с целью определения методов и средств ремонта и включает:
- измерение диаметров и овальности шеек (наибольший и наименьший размеры);
- измерение биения поверхностей (направление и величина);
- измерение размеров вспомогательных поверхностей (хвостовик и т.д.). Перед дефектацией вал должен быть вымыт и просушен. Измерения диаметров шеек и хвостовика производятся микрометром. Опорные шейки измеряются в одной (произвольной) плоскости, за исключением визуально наблюдаемого одностороннего износа. В этом случае измеряются минимальные и максимальные размеры шеек, а также определяется направление износа. Иногда точно определить износ сложно из-за рельефа рабочей поверхности.
3.3 Методы восстановления работоспособности двигателя
При ремонте валов должны быть выполнены следующие условия: 1) восстановлен (до исходного) рабочий зазор в соединениях с ответной деталью (или деталями);
2) восстановлено взаимное расположение рабочих и вспомогательных поверхностей;
3) восстановлено качество рабочих поверхностей.
Пренебрежение хотя бы одним из указанных условий ведет к ускоренному износу и выходу из строя как самого вала, так и ответных деталей. Например, увеличенный зазор дает шум или стуки при работе, уменьшенный - приводит к задирам и заклиниванию. Искривление оси опорных рабочих поверхностей вала увеличивает нагрузки на опоры и износ подшипников. Из-за несоосности рабочих и вспомогательных поверхностей ускоряется износ элементов привода вала (цепи, ремни, натяжители), а также нарушается герметичность уплотнений вала. Низкое качество отремонтированной поверхности - большая шероховатость и пониженная твердость, ускоряют износ и вала и сопряженных с ним деталей.
Основными способами ремонта валов являются:
1. Шлифование опорных шеек в ремонтный (уменьшенный) размер - применяется для равномерно изношенных валов при наличии вкладышей (втулок) подшипников увеличенной толщины.
2. Правка с последующим шлифованием шеек в ремонтный размер - для деформированных и изношенных валов.
3. Наплавка или наварка (возможно с небольшим предварительным занижением размера шейки) с последующими правкой и шлифованием в ремонтный размер - для сильно изношенных и деформированных валов.
4. Аналогично п.3, но шлифование производится в прежний размер шеек - используется для вспомогательных и распределительных валов, где применяются, в основном, только втулки подшипников стандартного размера.
5. Аналогично п.3, но шлифование производится в размер, больший стандартного - применяется, в основном, для распределительных валов, устанавливаемых в изношенные и/или увеличенные в ремонтный размер опоры в головке блока цилиндров.
6. Правка без шлифования - применяется для неизношенных валов, имеющих большую остаточную деформацию.
Независимо от способа ремонта следует придерживаться определенной последовательности ремонтных операций:
1. Дефектация и подготовка вала к ремонту.
2. Наварка.
3. Правка.
4. Шлифование.
5. Балансировка.
6. Полирование рабочих поверхностей.
7. Окончательный контроль.
В конструкциях двигателей можно выделить два типа отверстий. Первый тип - отверстия, по поверхности которых работает - вращается или поступательно движется, ответная деталь (вал, толкатель, поршень, палец и т.д.). Это – цилиндры, гильзы цилиндров, поршни, опоры подшипников распределительного вала в головке, отверстия в поршне и т.д. Второй тип - отверстия, используемые для установки или запрессовки втулок, вкладышей подшипников и других деталей, т.е. по поверхности таких отверстий ответная деталь непосредственно не работает (не перемещается). К таким отверстиям относятся постели в головке и блоке цилиндров под вкладыши или втулки, отверстия верхних и нижних головок шатунов и др. Кроме того, отверстия первого типа следует различать по способу смазки пары трения - под давлением или разбрызгиванием.
В соответствии с типом отверстий в эксплуатации встречаются повреждения различного характера, среди которых следует отметить износы, задиры, остаточные температурные деформации и др. При этом различные типы отверстий требуют для ремонта различных способов и средств (технологий) ремонта. Для отверстий первого типа основным способом ремонта является увеличение диаметра, что предполагает использование ответной детали увеличенного (ремонтного) размера. Для отверстий второго типа при ремонте обычно требуется восстановление размера до стандартного.
Существенное влияние на способ ремонта оказывает то, является ли отверстие разъемным или неразъемным.
Неразъемные отверстия как первого, так и второго типов могут быть отремонтированы установкой дополнительной втулки. Этот способ является основным для отверстий второго типа, в то время как для отверстий первого типа его следует применять лишь в крайних случаях при очень сильном износе или повреждении. Во всех случаях ремонта отверстий необходимо учитывать их взаимное расположение по отношению к другим элементам конструкции деталей. Так, при ремонте не должны быть нарушены параллельность, перпендикулярность и соосность ремонтируемого отверстия к так называемым базовым поверхностям, относительно которых была произведена обработка отверстий на заводе-изготовителе. Практика показывает, что наиболее сложно ремонтировать группу соосных отверстий, если произошел износ или деформация одного или нескольких из них. В данной ситуации приходится ремонтировать, как правило, все отверстия, расположенные на данной оси. Это требует специального прецизионного оборудования и нередко достаточно большого объема работ по подготовке к ремонту.
Для ремонта поверхности отверстий наиболее часто используются токарные, расточные, хонинговальные и внутри-шлифовальные станки.
При ремонте отверстий большое значение имеют методы и средства контроля. Для всех случаев ремонта требуется точное измерение диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей.
Похожие работы


... ) и соединить со штуцером датчика, - присоединить шланг подвода топлива (дренажную) от топливного фильтра, - присоединить гибкий металлический шланг подвода воздуха от воздушного фильтра к двигателю, - установить технологические заглушки в отверстие подвода воды и масла к компрессору и насосу гидроусилителя руля, включить подачу воды, масла и топлива к двигателю. (кран-балка, подвеска, ...

... типа, с редукционным клапаном, установлен внутри картера и крепится к блоку цилиндров двумя болтами. Масляный фильтр 28 – полнопоточный, неразборный, с перепускным и противодренажным клапанами. ГАЗ-3110. Система смазки двигателей мод. 406 и 402 комбинированная: под давлением и разбрызгиванием. Система смазки состоит из масляного картера двигателя, масляного насоса полнопоточного фильтра, ...
... при низких температурах обеспечены применением аккумуляторных батарей повышенной емкости, мощного стартера, маловязкого моторного масла и системы предпускового разогрева двигателя. Двигатель состоит из кривошипно-шатунного механизма и механизма газораспределения и систем смазки, охлаждения, разогрева, питания топливом, питания воздухом и выпуска отработавших газов. 2. Устройство кривошипно ...
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
0 комментариев