Июля 1963г. была получена первая партия Казанского фенола и ацетона
Описание технологического процесса
Загрузчик ЗГВ - 500
Тянущее устройство
Датчики тока и скорости
УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ
Выбор тиристоров
Регулировочная характеристика преобразователя
Система импульсно-фазного управления (СИФУ) с входным устройством
СИНТЕЗ ЗАМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА ЭКСТРУДЕРА
Оптимизация контура регулирования тока
Оптимизация контура регулирования скорости
Расчет статической характеристики
Расчет переходного процесса
РАСЧЕТ НЕУПРАВЛЯЕМОГО ВЫПРЯМИТЕЛЯ ДЛЯ ПИТАНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ
Расчет и выбор диодов
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
Определение категории помещения
Шум и вибрация
Вентиляция, отопление
Расчет искусственного освещения
Расчёт заземлителей
Технологическая безопасность
Расчет основных фондов, капитальных затрат на оборудование и амортизационных отчислений
Дополнительный фонд заработной платы (10% от основного ФЗП)
Расчет расходов на содержание и эксплуатацию оборудования
Электроэнергия на технологические цели
Расчет экономической эффективности
Навигация
Загрузчик ЗГВ - 500
Разработка электроприводов прессовых машин
117101
знак
28
таблиц
3
изображения
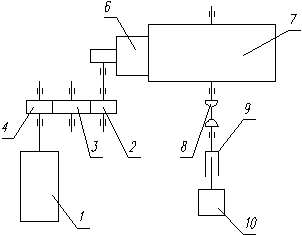
2.3.2 Загрузчик ЗГВ - 500
Предназначен для автоматической загрузки гранулированного полиэтилена в сушилку. Загрузчик состоит из бункера, циклона и агрегата воздуховсасывающего ЛВП-4. Бункер устанавливается на полу и служит для засыпки в него гранул. В бункере имеется заборное устройство, представляющее собой две соосные грубы. Циклон устанавливается на бункер сушилки и служит для отделения гранул от потока воздуха. Для этого в циклоне имеется фильтр, служащий также для предварительной очистки воздуха от пыли. Управление загрузкой осуществляется автоматически от пульта управления экструдера.
2.3.3 Сушилка СГ-300
Предназначена для нагрева гранулированных термопластов до температуры 120 °С и удаления влаги. Состоит из устройства для нагрева гранул и элементов управления и регулирования температуры. Управление сушилкой осуществляется с пульта управления экструзионной линии.
Устройство для нагрева гранул состоит из бункера, калорифера, вентилятора, распределителя и крышки.
В бункер подсушки подаются гранулы. Подогретый в калорифере до заданной температуры воздух вентилятором нагнетается в нижнюю часть бункера, проходит через распределитель и слой гранул, осушает и подогревает их до требуемой температуры и выбрасывается в атмосферу или поступает в калорифер.
Система теплового контроля и регулирования обеспечивает поддержание заданной температуры воздуха поступающего в бункер сушилки.
Термопара, установленная на выходе из вентилятора измеряет температуру горячего воздуха и подает сигнал на регулирующий прибор, установленный в шкафу контроля и регулирования.
2.3.4 Головка трубная ГТ-50/75
Головка для формования труб имеет сборную конструкцию и состоит из двух базовых групп элементов: мундштука и дорна. Цилиндрические элементы мундштука и дорна формуют соответственно внешнюю и внутреннюю поверхность трубы. Сборная конструкция облегчает изготовление, монтаж и переналадку инструмента, так как головка может состоять из базовых и сменных элементов. Конечные элементы мундштука и дорна формируют заданный диаметр трубы. Для предотвращения резких скачков давления, ускорения протекания расплава и улучшения показателей его гомогенизации в конструкцию головки часто вводят специальный элемент - распределитель. В зависимости от материала расплава используют разные типы распределителей -спиральные или радиальные. Спиральные распределители представляют собой сердечник, на цилиндрической поверхности которого прорезано несколько спиральных канавок, постепенно сходящих на нет. Эти спиральные канавки заставляют расплав разделиться на два потока. Первый поток продолжает двигаться поступательно, второй поток закручивается по спиралям. Радиальный распределитель представляет собой диск с окошками, образованными радиальными направляющими перегородками. В рассматриваемой экструзионной линии трубная головка предназначена для формирования заготовок труб диаметром 50, 63, 75 мм из ПЭНД.
Обогрев головки производится электрическими обогревателями сопротивления.
Количество зон обогрева - 2.
Максимальная температура нагрева корпуса головки - 57()°С.
На головке установлены датчики давления и температуры расплава, а также предусмотрены каналы 6 для сообщения внутренней полости изготавливаемых труб с воздухом.
Регулировка толщины трубной заготовки и равномерность выхода массы по периметру формирующего зазора производится с помощью регулировочных винтов.
2.3.5 Калибратор
Предназначен для образования на поверхности заготовки охлажденного затвердевшего слоя, который к моменту выхода заготовки из калибрующего устройства обеспечивает сохранение трубой необходимой формы и размеров при прохождении через охлаждающие ванны.
Выходящая из головки пластичная и горячая труба поступает в стальную калибрующую гильзу, вставленную в вакуумную камеру с разбрызгивающими форсунками. Внутренняя поверхность калибрующей гильзы полированная и имеет поперечные кольцевые проточки с отверстиями для отвода воздуха. В корпусе гильзы имеются каналы водяного охлаждения. За счет разницы давления снаружи и внутри цилиндрическая поверхность трубы прижимается к калибрующей поверхности )ильзы, таким образом, происходит уплотнение наружной поверхности и ее охлаждение. Калибровочные гильзы могут оснащаться водно-капельными завесами для первичного охлаждения трубы. Выходя из калибровочной гильзы, труба попадает в вакуумную камеру с набором диафрагм-держателей. Вдоль всей камеры осуществляется разбрызгивание волы для охлаждения трубы. Выходная втулка для герметизации камеры имеет резиновое уплотнительное кольцо. За счет смены втулки, гильзы и системы диафрагм можно калибровать трубы разного диаметра.
Мощность электродвигателя насоса- 1,5 кВт.
2.3.6 Охлаждающая ванна
Предназначена для охлаждения труб орошением водой и обдува их на выходе для удаления влаги.
Охлаждение в зависимости от выбранного технологического процесса может быть струйным или струйно-погружным. В первом случае труба проходит через камеру, где на нее из форсунок с большой скоростью разбрызгивается вода, и далее сразу следует тянущее устройство. Во втором случае труба проходит через двухсекционную ванну, одна часть которой полностью заполнена водой, а во второй осуществляется разбрызгивание воды из форсунок.
Длина охлаждающей зоны - 3500 мм.
Мощность электродвигателя насоса- 1,5 кВт.
Корпус представляет собой сварную конструкцию. Внутри корпуса смонтированы 4 трубопровода с форсунками для охлаждения труб орошением водой. На выходе из корпуса предусмотрен отсек для установки в нем обдува. Обдув представляет собой камеру, в которую из сети подается сжатый воздух. Внутри гильзы камеры проходит труба, которая обдувается струями воздуха, выходящими из 40 отверстий диаметром 1,5 мм. Для циркуляции воды в системе установлен центробежный насос.
2.3.7 Толщиномер
Толщиномер - прибор, который служит для замера толщины стенки.
Действие прибора основано на индуктивном методе, при котором измерительная головка реагирует на металл вводимый в активную зону головки. В измеряющую трубу вводится рефлектор. Подпружиненные металлические детали рефлектора плотно прилегают к внутренней поверхности трубы. Прибор фиксирует расстояние между измерительной головкой и деталями рефлектора.
Толщиномер замеряет толщину стенки для труб диаметром до 500 мм.
2.3.8 Маркиратор
Маркиратор предназначен для нанесения шрифта (маркировки) непосредственно на трубы.
Маркировка: ПНД 63с литьевая
ГОСТ 18599-830898
- значок, обозначающий АО «Казаньоргсинтез»;
ПНД - полиэтилен низкого давления;
63 - диаметр трубы;
С - средняя;
0898 - месяц и год изготовления.
Обогрев маркиратора - электрический, нагревателями сопротивления.Мощность нагревателя -1,5 кВт.
Маркиратор представляет собой колесо, на поверхности которого
расположен разогретый шрифт, входящий в контакт с трубой.
Похожие работы
... быть как можно проще и надежнее. В связи с этим привода кузнечно-прессовых машин запитываются от стандартной промышленной сети на 380 В, 3 фазы, частота 50 Гц. В прессе не требуется сложная система управления электроприводом пресса, достаточно включать и выключать его, так как управление прессом производится за счет управления кинематическими цепями пресса. 3. Выбор принципиальных решений ...

... , если же выполнено любое из условий 1, 3, 4, то будут выполнены и другие из этих условий (хотя ВНД проекта может и не существовать). Глава 2. Анализ возможности расширения производства на примере ООО «Санфлор» 2.1 Общая характеристика предприятия Общество с ограниченной ответственностью «Санфлор» действует в соответствии с законодательством РФ, Уставом и внутренними документами общества. ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
0 комментариев