Июля 1963г. была получена первая партия Казанского фенола и ацетона
Описание технологического процесса
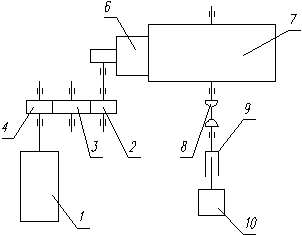
Загрузчик ЗГВ - 500
Тянущее устройство
Датчики тока и скорости
УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ
Выбор тиристоров
Регулировочная характеристика преобразователя
Система импульсно-фазного управления (СИФУ) с входным устройством
СИНТЕЗ ЗАМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА ЭКСТРУДЕРА
Оптимизация контура регулирования тока
Оптимизация контура регулирования скорости
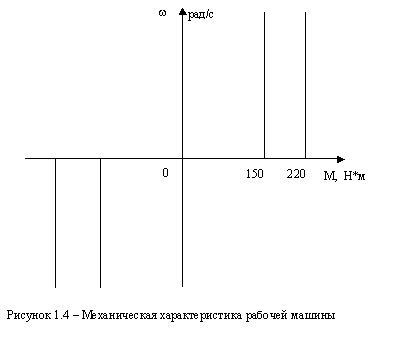
Расчет статической характеристики
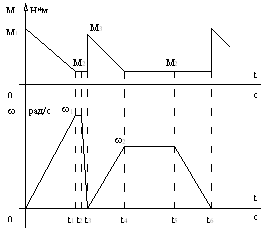
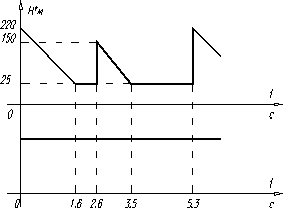
Расчет переходного процесса
РАСЧЕТ НЕУПРАВЛЯЕМОГО ВЫПРЯМИТЕЛЯ ДЛЯ ПИТАНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ
Расчет и выбор диодов
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
Определение категории помещения
Шум и вибрация
Вентиляция, отопление
Расчет искусственного освещения
Расчёт заземлителей
Технологическая безопасность
Расчет основных фондов, капитальных затрат на оборудование и амортизационных отчислений
Дополнительный фонд заработной платы (10% от основного ФЗП)
Расчет расходов на содержание и эксплуатацию оборудования
Электроэнергия на технологические цели
Расчет экономической эффективности
Навигация
Описание технологического процесса
Разработка электроприводов прессовых машин
117101
знак
28
таблиц
3
изображения
2 Описание технологического процесса
2.1 Описание технологической схемы
Гранулированный полиэтилен из бункеров для хранения в расходную цеховую емкость транспортируется системой пневмотранспорта в трех режимах управления: ручной, автоматический и от ЭВМ.
Переключатель выбора режима находится на мнемосхеме в операторной. При ручном режиме управления заполнение расходных бункеров производится кнопками и переключателями на мнемосхеме [2].
В режиме автоматического управления выбор бункера, путь транспортировки и запрос на заполнение расходного бункера производится автоматически через сигнализацию датчиков уровня в расходном бункере.
В режиме управления от ЭВМ заполнение расходного бункера производится так же, как в режиме автоматического управления, но запрос на заполнение поступает от ЭВМ.
Из расходной цеховой емкости сырье самотеком поступает в сушилку экструдера. Предусмотрена также загрузка полиэтилена из мешков в сушилку при помощи загрузчика. В сушилке экструдера материал при необходимости подогревается горячим воздухом, продуваемым сквозь массу гранулита, а затем самотеком поступает в загрузочную воронку экструдера.
Получение трубной заготовки осуществляется в экструдере с диаметром шнека 90мм. Перед началом экструзии включается обогрев зон цилиндра и головки. Одновременно с обогревом зон цилиндра, с целью предотвращения оплавления гранул полиэтилена, находящихся в нижней части загрузочной воронки.
1. Складирование и контроль сырья.
2. Транспортирование сырья к технологической линии.
3. Подсушка, нагрев сырья и загрузка сырья.
4. Экструзия трубной заготовки.
5. Калибровка и охлаждение трубы.
6. Контроль качества трубы.
7. Маркировка.
8. Намотка трубы в бухты, упаковка, складирование трубы.
9. Хранение и переработка отходов.
Получение трубной заготовки осуществляется в экструдере с диаметром шнека 90мм. Перед началом экструзии включается обогрев зон цилиндра и головки. Одновременно с обогревом зон цилиндра, с целью предотвращения оплавления гранул полиэтилена, находящихся в 11 нижней части загрузочной воронки.
После достижения заданных температур машину выдерживают в этом режиме в течении 1 часа при отсутствии материала в цилиндре.
Пуск экструдера производится на малых оборотах вращения шнека, и постепенно открывают шибер на загрузочной воронке. Материал, поступающий в загрузочную зону цилиндра, захватывается, гомогенизируется и подается в формирующую часть головки. Цилиндры головки разделены на несколько тепловых зон, с самостоятельной автоматической регулировкой температуры каждой зоны.
Процесс продвижения материала в цилиндре сопровождается большим выделением тепла, возникшим в результате механической работы, трения материала о шнек и стенки цилиндра, что может привести к перегреву массы и нарушению технологического процесса.
Для снижения избытка тепла зоны цилиндра охлаждаются водой. Ведение процесса экструзии осуществляется машиной в соответствии с технологической картой.
Несмотря на простоту формы сечения трубы - кольцо - существуют свои факторы, которые способствуют усложнению конструкции инструмента. С одной стороны, выпускаемые трубы могут отличаться очень большим разбросом диаметров (от 5 до 1600 мм). С другой стороны, трубы используются для транспортировки жидкости и газов под давлением, а также для химических реагентов. Это предполагает наличие большой кольцевой жесткости, равномерной толщины стенок, а в случае контакта с химически активными веществами слой трубы, соприкасающийся с этой агрессивной средой, должен хорошо переносить химические и биологические воздействия.
Расплавленный полиэтилен из экструдера выдавливается через кольцевую щель головки в виде трубообразной заготовки и поступает в калибрующее устройство, где происходит образование на поверхности заготовки охлажденного затвердевшего слоя, который к моменту выхода заготовки из калибрующего устройства обеспечивает сохранение трубой необходимой формы и размеров при прохождении через охлаждающие ванны.
Из калибрующего устройства труба подается в ванны охлаждения, где производится дальнейшее ее охлаждение орошением труб водой.
После выхода трубы из ванн для диаметра до 500мм труба проходит через прибор для измерения толщины стенки (толщиномер).
Действие этого прибора основано на индуктивном принципе, при котором измеряющая головка реагирует на металл, вводимый в активную зону головки. В измеряемую трубу вводится рефлектор. Подпружиненные детали рефлектора плотно прилегают к внутренней поверхности трубы. Прибор фиксирует расстояние между измерительной головкой и деталями рефлектора. Затем труба проходит через маркирующее устройство. Маркировка происходит прижатием разогретого шрифта к поверхности трубы.
Отвод трубы и протяжка ее через выше сказанные устройства осуществляется тянущим устройством гусеничного типа. За тянущим устройством устанавливается намоточное устройство. Намотка труб в бухты выполняется на барабан намоточного устройства. Скорость намотки плавно регулируется. Отрезка труб в конце намотки на барабан производится вручную ножом.
2.2 Описание оборудования
В состав экструзионной линии по производству полиэтиленовых гладких труб типа ЛГПТ 90x30-50/75 входит:
1. Экструдер с червячным прессом ЧП 90x30.
2. Загрузчик ЗГВ-500.
3. Сушилка СГ-300.
4. Головка трубная ГТ 50/75
5. Калибратор.
6. Ванны охлаждения.
7. Толщиномер.
8. Маркиратор.
9. Тянущее устройство.
10. Машина намоточная.
11. Регулятор скорости.
12. Шкаф управления.
2.3 Краткая характеристика оборудования
2.3.1 Экструдер с червячным прессом ЧП 90x30
Отечественная промышленность выпускает одночервячные и двухчервячные прессы, применяемые самостоятельно и в агрегатах, предназначенных для переработки полимерных материалов в изделия.
Червячный пресс состоит из следующих основных узлов: червяка; материального цилиндра (с запрессованной гильзой и терморегуляторами); редуктора, обеспечивающего широкий диапазон регулирования оборотов шнека; электропривода; загрузочной воронки; шкафов с автоматическими приборами контроля и управления температуры; шкафов с автоматикой управления электроприводом; пульта управления (для установки и контроля числа оборотов червяка).
Экструдер с червячным прессом предназначен для непрерывной переработки гранулированных термопластов в однородный расплав и равномерного выдавливания его через формирующую головку.
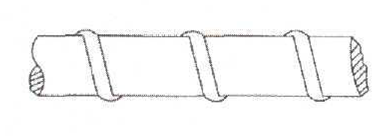
Рисунок 2.2 Шнек экструдера.
Технические характеристики:
Диаметр червяка равен - 90 мм.
Отношение рабочей длины червяка к его диаметру - 30
Частота вращения червяка (регулируемая) - (0,98+9,84)![]() или (9,4+94) об/мин.
или (9,4+94) об/мин.
Производительность пресса по полиэтилену низкого давления при Р = 10 МПа не менее 320 кг/ч.
Привод пресса осуществляется электродвигателем постоянного тока через редуктор Ц2У-355Н-16-13.
Обогрев корпуса пресса и загрузочной воронки - электрическими нагревателями сопротивления. Мощность нагревателя 19,4 кВт.
Количество обогреваемых зон корпуса равно 6.
Диапазон автоматического регулирования температуры - (5О-35О)°С.
Гранулированный термопласт в загрузочной воронке экструдера захватывается червяком и перемещается вдоль корпуса. В результате теплового воздействия нагревателей, расположенных на корпусе пресса, механического воздействия червяка и фактора времени, материал пластифицируется, уплотняется и гомогенизируется по мере продвижения к профилирующей головке.
Проходя непрерывно через профилирующую головку, расплав принимает форму изделия и поступает в калибрующее устройство.
Корпус экструдера, где происходят основные процессы переработки термопластов, состоит из тонкостенной трубы с запрессованной внутрь ее гильзой с азотированной рабочей поверхностью. Корпус имеет 6 зон обогрева нагревателями сопротивления. Охлаждение зон корпуса осуществляется от шести независимых вентиляторов. Для режимов работы зон предусмотрены отверстия для установки термопар. Зоны корпуса разделены между собой перегородками.
Загрузочная воронка предназначена для загрузки материала в пресс и начала процесса переработки материала. Воронка загрузочная состоит из корпуса и вставной гильзы. На гильзе выполнена винтовая нарезка, которая в комплексе с корпусом создает полость охлаждения. Температура поверхности гильзы загрузочной воронки контролируется термопарой. Рабочая температура гильзы -не более 100°С, которая регулируется изменением расхода охлаждающей воды.
Похожие работы
... быть как можно проще и надежнее. В связи с этим привода кузнечно-прессовых машин запитываются от стандартной промышленной сети на 380 В, 3 фазы, частота 50 Гц. В прессе не требуется сложная система управления электроприводом пресса, достаточно включать и выключать его, так как управление прессом производится за счет управления кинематическими цепями пресса. 3. Выбор принципиальных решений ...

... , если же выполнено любое из условий 1, 3, 4, то будут выполнены и другие из этих условий (хотя ВНД проекта может и не существовать). Глава 2. Анализ возможности расширения производства на примере ООО «Санфлор» 2.1 Общая характеристика предприятия Общество с ограниченной ответственностью «Санфлор» действует в соответствии с законодательством РФ, Уставом и внутренними документами общества. ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
0 комментариев