Основные дефекты и причины возникновения
Излом бурта гильзы
Износ посадочных поясков гильзы
Устранение неисправностей опорного буртика
Шлифование внутренней поверхности
Восстановление электролитическими покрытиями
Демонтаж (снятие) деталей с подвески и удаление изоляции
Восстановление термопластическим деформированием
Конструктивная разработка
Расчет валов
Участок
Гальваномеханическое хромирование гильзы
Безопасность труда при восстановлении гильз гальваномеханическим способом, предложенным в конструктивной разработке
Затраты на изготовление приспособления [16]
Себестоимость ремонта единицы ремонтной продукции
Себестоимость гальваномеханического нанесения покрытия гильзы
Навигация
Конструктивная разработка
Разработка технологии восстановления гильз цилиндров ДВС
99969
знаков
3
таблицы
20
изображений
4. Конструктивная разработка
4.1 Устройство и работа приспособления для восстановления гильз гальваномеханическим способом
Особенностью восстановления внутренней поверхности гильз гальваномеханическим способом является то, что в процессе электролитического наращивания покрываемая поверхность подвергается механическому активированию режущим инструментом в виде брусков, которые перемещаются в межэлектродном пространстве. Также высокая скорость циркуляции электролита при малом межэлектродном зазоре обеспечивает высокую скорость осаждения металла, а за счет постоянного хонингования в процессе осаждения – высокую точность и качество восстанавливаемой поверхности.
Существуют установки для нанесения покрытий гальваномеханическим способом. Но появляется необходимость в их приобретении, что повышает затраты на восстановления гильзы. Предлагаемое приспособление предназначено для закрепления гильз на хонинговальном станке 3Б833 для восстановления гильз гальваномеханическим способом. Так как этот станок широко распространен, то нет необходимости покупать дорогостоящее оборудование [5].
Приспособление состоит из корпуса (8, рис. 5.1), установленного на опорной плите (7), которая крепится на столе хонинговального станка 8Б833. Закрепление гильзы (11) происходит за счет призм (9), которые перемещаются по резьбе за счет вращения вала, на котором они расположены. На опорный бурт гильзы устанавливается кожух (10) для отвода электролита в ванну и защиты деталей приспособления. Рядом со станком устанавливаются две ванны с электролитом и водой. Ванны через трубопроводами связаны с насосами для подачи электролита (2) и воды (17) соответственно. Ванны снабжены датчиками контроля температуры и нагревательными элементами для поддержания постоянной температуры.
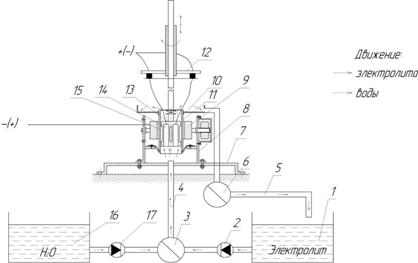
Рис. 4.1. Схема гальваномеханического способа нанесения покрытий:
1 – ванна с электролитом; 2, 17 – насосы; 3, 6 – кран-распределитель; 4 – нагнетательный трубопровод; 5 – трубопровод отвода электролита; 7 – монтажная плита; 8 – корпус; 9 – призмы; 10 – защитный кожух; 11 – восстанавливаемая гильза; 12 – токосъемное устройство; 13 – электрод-инструмент; 14 – электрод; 15 – хонинговальные бруски; 16 – ванна с водой
Далее трубопроводы соединяются через кран-распределитель (3), который связан через нагнетательный трубопровод (4) с корпусом приспособления. К режущему инструменту (электрод-инструмент) (13) прикреплены электроды (14), которые подсоединены к источнику питания через токосъемное устройство (12). На гильзу (электрод-деталь) также подается напряжение через призмы.
Для хромироованиия был выбран универсальный электролит (состав, г/л: CrO3 – 250, H2SO4 – 2,5) как наиболее стабильный и высокопроизводительный, обеспечивающий нанесение качественных покрытий в диапазоне катодной плотности тока Dk = 50…1000 А/дм2 и температуры электролита tэл= 35…55ºC.
Для гальваномеханического железнения были выбраны электролиты следующего состава, г/л: FeCl2∙4H2O – 500, NiSO4∙7H2O – 40, виннокислый натрий – 3, смешанный – FeSO4∙7H2O – 200, FeCl2∙4H2O – 200. Данные электролиты наиболее стабильны по ионному составу при гальваномеханическом железнении и обеспечивают нанесение качественных покрытий толщиной более 1 мм при Dk = 50…300 А/дм2 и tэл= 20…50 °C [6].
При исследованиях по определению химической стойкости абразивных и алмазных брусков на керамической, бакелитовой, каучуксодержащей, эпоксидной и титановых связках было установлено, что наивысшей химической стойкостью в выбранных электролитах хромирования и железнения обладают абразивные бруски из электрокорунда белого, карбида кремния зеленого, а также алмазные на титановой и каучукосодержащей связках Р9 и PI4. Однако дальнейшее использование выбранных инструментов при гальваномеханичеоком хромировании и железнении показало, что алмазные бруски на титановой связке в процессе электролиза поляризуются и происходит их активное электрохимическое растворение, а также водородное охрупчивание, вследствие чего их использование становится нецелесообразным.
Так, лучшее качество покрытий достигается при гальваномеханическом хромировании при использовании абразивных (24AM40IIC2KII, 64СМ4СПСМ210Б), минералокерамических ВОК-60 и алмазных брусков (ACM 40/28-PI4E – 100%), а при железнении данным способом – соответственно абразивных (63С40ПСТ1Б, 64СМ40ПСМ2К10) и алмазных (КАБХ ACBI25/I00 BС-2, АББХ АСО 80/63 PI8T 100%) [7].
Варьируя катодной плотностью тока Dk и величиной давления инструмента Ра можно управлять формированием структуры покрытий и величин пористости.
Выявлено, что увеличение Dk, Pa и снижение tэл способствуют увеличению маслоемкости и смачивающейся способности покрытий хрома и железа, которая выше у аналогичных покрытий, полученных другими способами.
Наиболее существенное влияние на производительность гальваномеханического способа нанесения покрытий оказывают температура электролита, катодная плотность тока и тип применяемого инструмента. Замечено, что при гальваномеханическом хромировании производительность увеличивается в 20…50 раз, а при железнении по сравнению со стационарными условиями электролиза – в 5…10 раз.
4.2 Принцип действия приспособления
В процессе работы электролит из ванны (1) за счет действия насоса (2) поступает через кран-распределитель (3) по нагнетательному трубопроводу (4) в корпус приспособления. Подача воды осуществляется одновременно с электролитом. Кран-распределитель (3) настраивается на подачу воды в количестве, равном количеству испарившейся воды в процессе нанесения покрытия. Электролит попадает в корпус, где затем под действием электрического тока соприкасается с внутренней поверхностью гильзы. Далее через кожух по трубопроводу электролит поступает обратно в ванну. Процесс циркуляции электролита непрерывен на протяжении всей стадии нанесения покрытия.
4.3 Расчет приспособления
4.3.1 Расчет времени осаждения металла
Определим время, которое понадобится для восстановления внутренней поверхности гильзы двигателя Д-240.
Необходимо вычислить площадь покрываемой поверхности. У гильзы она представляет собой цилиндр:
![]() мм2 (4.1)
мм2 (4.1)
Толщина слоя покрытия:
![]() ,
(4.2)
,
(4.2)
где Dk – плотность тока на катоде, А/дм2;
![]() – выход по току, %;
– выход по току, %;
с – электрохимический эквивалент, г / Ач;
![]() – плотность металла, г/см3.
– плотность металла, г/см3.
Необходимо выполнить хромирование гильзы гальваномеханическим способом и получить слой толщиной 0,3 мм. Из формулы (4.2) находим продолжительность осаждения t:
![]() мин. (4.3)
мин. (4.3)
Количество осаждаемого на катоде металла:
![]() г.
(4.4)
г.
(4.4)
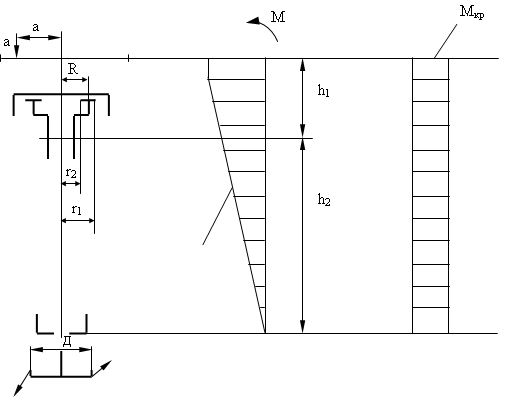
При восстановлении внутренней поверхности гильзы гальваномеханическим способом, необходимо обеспечить прочность закрепления гильзы в призмах без возникновения проворачивания и вибраций.
Для этого необходимо выполнение следующего условия ![]() , то есть момент от силы резания (
, то есть момент от силы резания (![]() ) должен быть равен или больше момента силы резания (
) должен быть равен или больше момента силы резания (![]() ).
).
Для определения момента от силы резания находим тангенциальную составляющую усилия резания при расточке цилиндра [9]:
![]() ,
(4.5)
,
(4.5)
где t – глубина резания, мм
S – подача
Сpz – коэффициент, зависящий от свойств обрабатываемого материала.
Для чугуна СЧ21–40 твердость 190 HB значение Сpz=92
![]() H
H
Момент от тангенциальной составляющеей силы резания будет равен:
![]() (4.6)
(4.6)
где ![]() – радиус резания, мм
– радиус резания, мм
![]() Н мм.
Н мм.
Момент от силы трения должен быть больше момента от силы резания (![]() ).
).
![]() , (4.7)
, (4.7)
Значит
![]() или
или ![]() H
H
Для определения момента от силы трения необходимо найти силу трения призм по внешней поверхности гильзы:
![]() (4.8)
(4.8)
где ![]() – сила нормального давления, создаваемая призмами на гильзу, будет действовать в направлении к центру окружности гильзы перпендикулярно поверхностям призм.
– сила нормального давления, создаваемая призмами на гильзу, будет действовать в направлении к центру окружности гильзы перпендикулярно поверхностям призм.
f – коэффициент трения призм о гильзу (f=0,2 – чугун по стали).
Из (4) можно найти нормальную силу:
![]() H (4.9)
H (4.9)
Тогда сила, действующая в направлении движения призм:
![]() H (4.10)
H (4.10)
где ![]() – угол между направлением движения призм и силой нормального давления (30º).
– угол между направлением движения призм и силой нормального давления (30º).
Похожие работы
... зона защищает близлежащее жилье застройки от вредных и неприятно-пахнущих веществ, повышенного уровня шума. Производственный корпус и расположенный в нем участок по восстановлению посадочных отверстий блок-картера соответствуют санитарно-гигиеническим требованиям к помещениям и производственным зданиям. Участок по восстановлению блок-картера находится внутри производственного корпуса №2, который ...
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...
... акта об аварии, а также поясняются причины, вызвавшие аварию, и указываются меры, принятые в отношении виновных лиц. 2. Надзор и обслуживание грузоподъемных кранов: обязанности ИТР по надзору за безопасной эксплуатацией грузоподъемных машин, порядок проверки знаний обслуживающего персонала, порядок ведения вахтенного журнала Для организации технического надзора за безопасной эксплуатацией ...
0 комментариев