Види та категорії стандартів
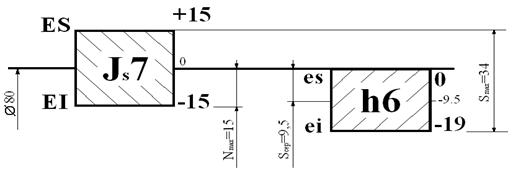
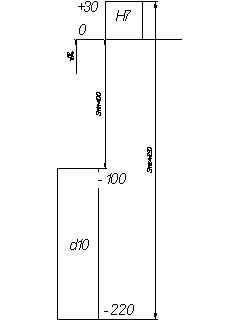
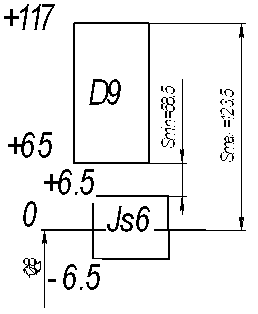
Поля допусків отворів і валів в ЕСДП і їхнє позначення на кресленні
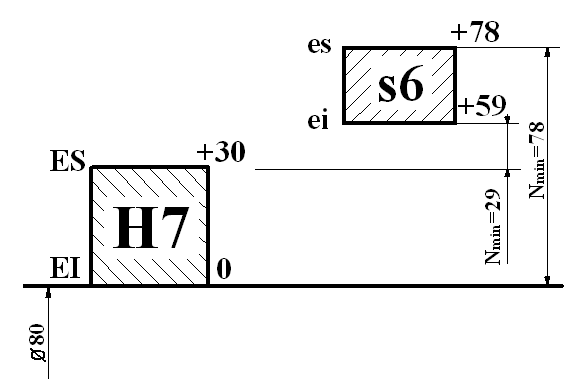
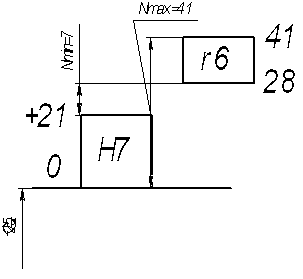
Посадки з натягом
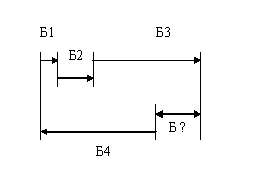
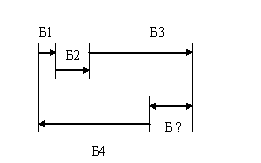
Приклади посадок системи отвору та системи вала
Положення поля допусків за стандартом
Одиниця допуску і квалітет
Визначення натягів
Приклад розрахунку
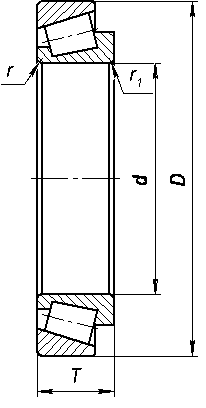
Особливості полів допуску підшипників кочення
Терміни і визначення відхилень і допусків форми
Методи й засоби контролю форми і розташування поверхонь
Терміни і визначення параметрів шорсткості
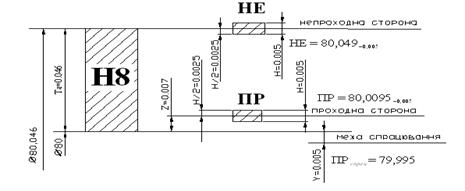
Вимоги до виготовлення калібрів
Терміни й визначення
Навигация
Одиниця допуску і квалітет
Взаємозамінність, стандартизація та технічні вимірювання
93466
знаков
15
таблиц
35
изображений
5.2 Одиниця допуску і квалітет
У системі ІSО принципово допускаються будь-які з’єднання основних відхилень і квалітетів. Теоретично для кожного з розмірів до 500 мм з’єднанням до 20 квалітетів і 28 основних відхилень можна утворити більш 520 полів допусків валів і 518 полів допусків отворів. Величина основного відхилення для більшості полів допусків не залежить від КВАЛІТЕТУ (ступеня точності) - це сукупність допусків, що відповідають однаковому ступеню точності для всіх номінальних розмірів.
Квалітет позначається порядковим номером, що зростає зі збільшенням допуску. Всього передбачено20 квалітетів (01, 0, 1, 2, 3, ..., 18).
У цих квалітетів стандартом передбачені посадки. Скорочено допуск по одному із квалітетів позначається латинськими літерами, наприклад Н7.
Допуск посадки IT = ai, де а - коефіцієнт, що залежить від квалітету, i - одиниця допуску.
Практикою встановлено, що труднощі обробки в основному виникають зі збільшенням розмірів деталей за законом кубічної параболи:
i![]()
![]()
Тут i - одиниця допуску для номінальних розмірів до 500 мм. D - середньоарифметичний розмір всередині розглянутого інтервалу розмірів.
Так, для 3 мм i = 0.55, а для 500 мм i = 3.89. Тобто величина допуску на виготовлення розміру через i залежить від самого розміру. Для розмірів до 500 мм допуски у квалітетах від 01 до 4 визначені за формулами:
IT 01 = 0.3 +0,008 Ди,
де Ди – середнє геометричне його граничних значень.
IТО = 0,5 + 0,012 Ди
ITI = 0,8 + 0,020 Ди
IT2 = ITI * IТЗ
IТЗ = ITI * IТ3
IТ4=IТЗ * IT5
За цими формулами проводять розрахунок допусків і граничних відхилень для кожного інтервалу номінальних розмірів.
Система допусків та посадок поширюється на розміри до 40000 мм. Вказаний діапазон розбитий на групи:
до 500 мм, 500 - 3150 мм, 3150 - 10000 мм, 10000 -40000 мм - всі вони розбиваються на основні й проміжні інтервали.
Для розмірів до 500 мм установлено 13 основних інтервалів (наприклад: від 10 до 18 мм). Проміжні інтервали введені для відхилень, що утворюють посадки з більшими натягами і зазорами для одержання більш рівномірних зазорів і натягів. Проміжні інтервали починаються з 10 мм (10-14 мм, 14-18 мм).
5.3 Система похибок
Величина допуску не зовсім повно характеризує точність обробки.
Основними джерелами появи відхилень заданих розмірів і форми виробу є похибки:
- розмірів;
- геометричної форми;
- взаємного розташування поверхонь;
- пов'язані із чистотою обробки (шорсткості):
Ці 4 групи похибок у процесі виготовлення виникають під дією ряду причин, серед яких слід зазначити:
а)неточність виготовлення устаткування (верстат, прес і т.д.);
б)неточність виготовлення пристосувань для обробки, їхнє зношування;
в)пружні деформації різальних інструментів, їхнє зношування, неточність виготовлення інструмента, температурний вплив;
г)неоднорідність матеріалу, пружні деформації, температурний вплив тощо. Це система технічних похибок;
5 - виміру, включаючи похибки вимірювальних засобів;
6 - залежні від обраної технічної системи й режиму обробки;
7 - коливання припуску на механічну обробку тощо.
Похибки при виготовленні деталей можна поділити на:
1) систематичні постійні (неправильно настроєний верстат);
2) систематичні змінні (зношування інструмента);
3) випадкові похибки.
Якщо систематичні можуть бути виявлені і у ряді випадків усунуті в процесі підготовки виробництва або виготовлення деталей, то виявлення випадкових похибок вимагає вивчення.
Численні досвіди показують, що випадкова похибка виготовлення дуже добре узгоджується із законом нормального розподілу.
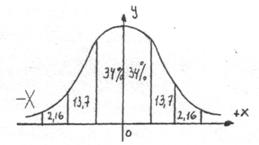
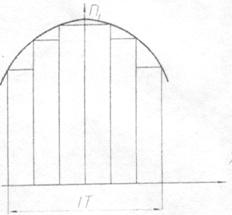
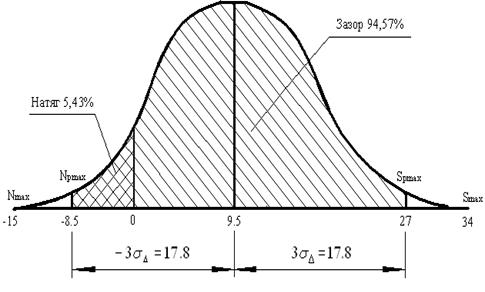
Рис. 2 Крива Гауса
Крива показує, що найбільше число - 68% всіх виготовлених деталей мають похибки, близькі до середнього розміру, 27,4% деталей мають відхилення в межах від 1/3 до 2/3 допуску, і тільки незначна кількість деталей - 4,32% - має розміри, близькі до найменших і найбільших граничних розмірів.
Нехай X - випадкова величина
У- щільність імовірності
σ - середньоквадратичне відхилення X
За законом Гауса:
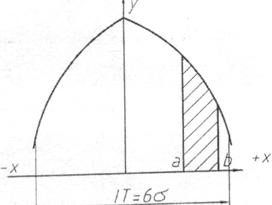
Якщо IT – допуск посадки, то площу, укладену між кривою й віссю X приймають за 1 або за 100%.
Її можна виразити через інтеграл:
 ,
, ![]() , dx=σdz
, dx=σdz
Беремо половину площі:
 - певний інтеграл функції Лапласа. Його можна знайти в будь-якому інженерному довіднику: при z = 3, х = 3σ, 2x = 6σ:
- певний інтеграл функції Лапласа. Його можна знайти в будь-якому інженерному довіднику: при z = 3, х = 3σ, 2x = 6σ:
f(3)~0,4987≈0,5
2f(3)≈1=100%
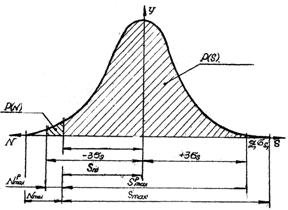
ВИСНОВОК: для похибок, які підкоряються закону Гауса, за зону розсіювання дійсних розмірів, що дорівнює допуску на виготовлення деталей, приймається зона +, -3σ або 6σ. Імовірність цього близька до 100%. Вихід за зону розсіювання становить усього 0.27%.
Приклад: обробляється партія деталей 1000 шт, ІТ- відомий допуск посадки.
![]()
![]()
де L - дійсний розмір.
Визначимо так названу залишкову похибку:
X=l1 - L
Згрупуємо дійсні розміри за групами:
40,02 - nl;
40,02-40,01 - n2;
40,01-40,00 – n3;
ni ~ частота появи того самого розміру
Емпірична крива:
Тобто проводиться селективне складання, наприклад: H7/g6
Для збільшення точності і однорідності з’єднання деталі сортують на групи з більше вузькими допусками і складання ведуть за цими групами. Цим методом збирають двигуни внутрішнього згоряння, за цим методом працюють шарикопідшипникові заводи.
Додаткові витрати селективного складання окупаються високим cтупенем автоматизації і механізації виробництва.
Питання для самоперевірки:
1. Яка одиниця вимірювання використовується для лінійних вимірювань?
2. Яке відхилення називається основним?
3. Скільки існує квалітетів? Наведіть приклад їх визначення?
4. Наведіть приклади визначення полів допуску на кресленнях.
5. Які причини викликають похибки?
6. Назвіть види похибок.
7. В чому сутність селективного складання?
Лекція №6
Тема: Розрахунок і добір основних відхилень та допусків розмірів рухомих з’єднань
6.1 Основні положення
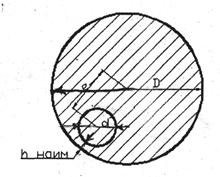
Рис. 1
Найпоширенішим типом відповідальних з'єднань є підшипники ковзання, що працюють з мастилом. Потрібен мінімальний знос, що досягається при рідинному терті, коли поверхні цапфи і вкладеня підшипника повністю розділені шаром мастила (рис. 1) і тертя між металевими поверхнями замінюються внутрішнім тертям в змащувальній рідині.
Положення валу в стані рівноваги буде визначатиcь абсолютним ексцентриситетом з Δ=Д-d - діаметральний зазор. Якнайменша товщина шару мастила, що забезпечує рідинне тертя в з’єднанні:
![]() ,
,
де е – величина абсолютного ексцентриситету взаємного зміщення осей отвору та осі вкладення підшипнику:
Вводимо відносний ексцентриситет:

Тоді:
![]()
Одночасно із забезпеченням рідинного тертя необхідно, щоб підшипник володів необхідною несучою здатністю, радіальною силою R (навантаження, діюче на вал, реакція опори). З гідродинамічної теорії змащування:

![]() деμ - коефіцієнт динамічної в'язкості змащувального мастила (Па∙с);
деμ - коефіцієнт динамічної в'язкості змащувального мастила (Па∙с);
n - кількість обертів валу (об/хв);
ℓ - довжина з’єднання (втулка контактує з валом);
d - діаметр цапфи валу (мм);
СR - безрозмірний коефіцієнт навантаження підшипника, залежний від χ і l/d.
Схема розрахунку:
1. Визначити колову швидкість м/с:
![]()
![]() 2. Обчислити відносний зазор, мм:
2. Обчислити відносний зазор, мм:
![]()
3. Визначити діаметральний зазор, мм:
![]()
4. Прийнявши Δ за середній зазор, вибираємо стандартну посадку.
5. Розрахувати кутову швидкість ω=πn/30.
6. Визначити коефіцієнт навантаження підшипника:
![]()

7. По відношенню l/d і CR знайти відносний ексцентриситет χ (таблиця 1).
Таблиця 1| Відносний ексцентриситет | |||||||||||
| λ | 0,3 | 0,4 | 0,5 | 0,6 | 0.65 | 0.70 | 0.75 | 0,80 | 0.85 | 0,9 | 0,925 |
| 0,2 0,3 0.4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1.5 2 | 0,0237 0,0522 0.0893 0,133 0,182 0,234 0,287 0,339 0,391 0.440 0,487 0,529 0.610 0,763 | 0,0380 0,0826 0,141 0.209 0.283 0.361 0.439 0,515 0.589 0,658 0,723 0,784 0,891 1,091 | 0,0589 0,128 0,216 0,317 0,427 0,538 0.647 0,754 0,853 0,947 1,033 1,111 1,248 1,483 | 0.0942 0,203 0.339 0,493 0,655 0.816 0,972 1,118 1,253 1,377 1,489 1,590 1,763 2,070 | 0,121 0.259 0,431 0,622 0,819 1,014 1,199 1.371 1,528 1,669 2.796 2,912 2.099 2,446 | 0,161 0,347 0.573 0,819 1,070 1,312 1,538 1,745 1,929 2,097 2,247 2,379 2,600 2,981 | 0,225 0,475 0.776 1,098 1,418 1,720 1,965 1,248 2,469 2,664 2,838 2,990 3,242 3.671 | 0,335 0,669 1,079 1,572 2,001 2,399 2,754 3,067 3,372 3,580 3,787 3.968 4,266 4.778 | 0,548 1,122 1,775 2,428 3,036 3,580 4,053 4.459 4,808 5,106 5,364 5,586 5,947 6,545 | 1,034 2,074 3,195 4,126 5,214 6,029 6,721 7.294 7,772 8,186 8.533 8,831 9,304 10,091 | 1,709 3,352 5,055 6,615 7,956 9,072 9.992 10,753 11.38 11,91 12,35 12,73 12,34 12.34 |
8. Обчислити якнайменшу товщину шару мастила , мкм:
![]()
![]()
9. Для визначення зазору, що забезпечує рідинне тертя, вибрати значення шорсткості поверхні деталей, що з’єднуються:
· якщо 0<d<180 мм, то RZA = 6,3; RZB = 3,2;
· якщо d>180 мм, то RZA = 10; RZB = 6,3.
10. Визначити запас надійності за товщиною шару мастила :
11. У випадку, якщо К<2, необхідно прийняти меншу висоту нерівностей (RZA; RZB) або змінити посадку і наново провести розрахунок.
12. Виконати схему розташування полів допусків і креслення з'єднання деталей (рис. 2).
6.2 Розгляд приклада рухомого циліндричного з’єднання
Розв’язання
Дано:
![]()
 1. Визначити колову швидкість валу:
1. Визначити колову швидкість валу:

2. Визначити відносний зазор:
![]()
![]() де
де
![]()
3. Знаходимо діаметральний зазор:
![]() мкм
мкм
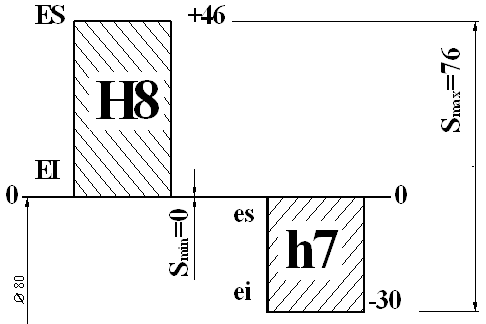
4. Прийнявши ![]() за середній зазор, вибираємо стандартну посадку: Æ280 Н8/е8
за середній зазор, вибираємо стандартну посадку: Æ280 Н8/е8
Рис. 2
Перевірка розрахунку.
1. Визначаємо кутову швидкість валу:
![]()
2. Знаходимо коефіцієнт навантаження підшипника ковзання:

3. Визначаємо відносний ексцентриситет:
![]()
і за таблицею 1 
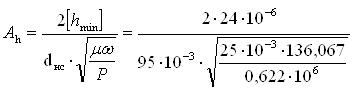
4. Найменша товщина шару мастила:
![]()
де D - середній зазор посадки.
5. Визначення коефіцієнта надійності:

Питання для самоперевірки:
1. Який порядок розрахунку рухомих з’єднань?
2. Від яких факторів залежить найменша товщина шару мастила?
3. Які параметри визначають під час розрахунку рухомих з’єднань?
4. Який порядок вибору полів допусків і відхилень розмірів робочих поверхонь деталей у рухомих з’єднаннях?
5. На чому базується скорочений метод розрахунку рухомих з’єднань?
6. Що таке зазор?
7. Чим характеризується зазор?
8. Що таке граничні зазори і як вони визначаються?
9. Що таке натяг і які умови його утворення?
10. Які групи посадок існують? Для яких цілей застосовуються посадки кожної групи ?
11. Як утворюються посадки в системі отвору?
12. Як утворюються посадки в системі вала?
13. Яка з систем посадок є переважною і чому?
14. Як розташовано поле допуску основного отвору в системі отвору?
15. Як розташовано поле допуску основного вала в системі вала?
16. Як по взаємному розташуванню полів допусків отвору і вала при графічному зображенні посадки визначити характер з'єднань?
Лекція №7
Тема: Розрахунок і добір основних відхилень та допусків розмірів нерухомих з’єднань
Похожие работы
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... = = – 0,8 мм , тобто граничні відхилення складових ланок призначені правильно. 3.2 Розрахунок імовірнісним методом (пряма задача). Завдання 3.2. Для можливості порівняння з розрахунком за методом повної взаємозамінності розглянемо той же розмірний ланцюг (див. рис. 3.1). 1 - 3-й пункти аналогічні відповідним пунктам розв'язку методом повної взаємозамінності. 4. Приймаємо, що розсіювання ...
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...
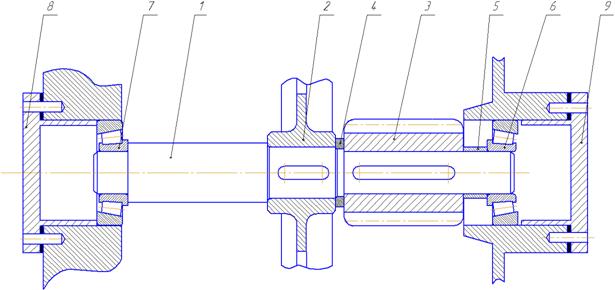
... напрессовываются подшипники поз.6 и 7. После этого вал устанавливается в редуктор с регулировкой осевой игры с помощью набора прокладок привертными крышками поз.8 и 9. Рисунок 1.- Сборочная единица (промежуточный вал редуктора) 2 ИСХОДНЫЕ ДАННЫЕ Тип производства – единичное. Передаваемый крутящий момент – 0,0722·103 Н*м. Частота вращения вала n =576 об/мин. Параметры шестерни: m n= ...
0 комментариев